Вам также может понравиться
- Campo de MedidaДокумент4 страницыCampo de MedidaRobert GomezОценок пока нет
- Verificación del producto mecanizado por arranque de viruta. FMEH0109От EverandVerificación del producto mecanizado por arranque de viruta. FMEH0109Оценок пока нет
- Características EstáticasДокумент4 страницыCaracterísticas EstáticasEmilioОценок пока нет
- Control y verificación de productos fabricados. FMEE0108От EverandControl y verificación de productos fabricados. FMEE0108Оценок пока нет
- Errores Comunes en Calibración de InstrumentaciónДокумент9 страницErrores Comunes en Calibración de InstrumentaciónManuel SantosОценок пока нет
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108От EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Оценок пока нет
- Instrumentacion 1Документ38 страницInstrumentacion 1Adolfo FloresОценок пока нет
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónОт EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónРейтинг: 4 из 5 звезд4/5 (1)
- SensoresДокумент40 страницSensoresMichelle Karyme Canchos MelchorОценок пока нет
- Equilibrios de Fases y Transiciones de Fases: Parte IОт EverandEquilibrios de Fases y Transiciones de Fases: Parte IОценок пока нет
- Terminos Generales de InstrumentaciónДокумент6 страницTerminos Generales de InstrumentaciónNachi LopezОценок пока нет
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208От EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Рейтинг: 4 из 5 звезд4/5 (1)
- Trabajo ProcesosДокумент8 страницTrabajo ProcesosMil N MonroyОценок пока нет
- Medición e instrumentación Unidad 1Документ31 страницаMedición e instrumentación Unidad 1Duvan FelipeОценок пока нет
- Instalación y mantenimiento de aparatos sanitarios de uso doméstico. IMAI0108От EverandInstalación y mantenimiento de aparatos sanitarios de uso doméstico. IMAI0108Оценок пока нет
- Instrumentación - UISДокумент52 страницыInstrumentación - UISJovani ArenasОценок пока нет
- UF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasОт EverandUF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasРейтинг: 5 из 5 звезд5/5 (1)
- Clase 2.Документ100 страницClase 2.joel titoОценок пока нет
- Introduccion A La InstrumentacionДокумент5 страницIntroduccion A La InstrumentacionJavier GomezОценок пока нет
- Caracteristicas de La InstrumentacionДокумент11 страницCaracteristicas de La InstrumentacionJael CarrascoОценок пока нет
- E-BOOK Generalidades de La Instrumentaci NДокумент15 страницE-BOOK Generalidades de La Instrumentaci NDiego Fernando Pacheco EsquivelОценок пока нет
- Clase 08Документ17 страницClase 08katОценок пока нет
- Resumen Capitulo 1 de Instrumentacion y SensoresДокумент16 страницResumen Capitulo 1 de Instrumentacion y SensoresFelipe GarciaОценок пока нет
- Tecnologia SamaДокумент9 страницTecnologia SamaMonicaMilagrosОценок пока нет
- Generalidades Instrumentación EBOOKДокумент15 страницGeneralidades Instrumentación EBOOKEsteban RamosОценок пока нет
- Ejemplos de Caracteristicas de InstrumentosДокумент8 страницEjemplos de Caracteristicas de InstrumentosAndersson QuevedoОценок пока нет
- ProcesosДокумент42 страницыProcesosAlexander Victor Esmith Ramos NinaОценок пока нет
- 1628942445instrumentacion Industrial IntroducciónДокумент4 страницы1628942445instrumentacion Industrial IntroducciónMahillingth Torres peñaОценок пока нет
- Instrumentacion IndustrialДокумент9 страницInstrumentacion IndustrialBruno Hernández MartínezОценок пока нет
- Evaluación Diagnóstica de InstrumentaciónДокумент8 страницEvaluación Diagnóstica de InstrumentaciónCesar Eduardo Mendez Bórrea100% (1)
- Glosario de Definiciones y Conceptos de InstrumentacionДокумент7 страницGlosario de Definiciones y Conceptos de InstrumentacionOmar Ezequiel Colli CorreaОценок пока нет
- Terminología Empleada en InstrumentaciónДокумент12 страницTerminología Empleada en InstrumentaciónAlejandro Andres Valenzuela PedrerosОценок пока нет
- Instrumentos de MedidaДокумент13 страницInstrumentos de MedidaSergio Garcia MartinezОценок пока нет
- 1 Clase1 Instrumentación Basica de ProcesosДокумент13 страниц1 Clase1 Instrumentación Basica de ProcesosRonald ChambiОценок пока нет
- Instrumentación petrolera: Introducción a conceptos y clasificaciónДокумент21 страницаInstrumentación petrolera: Introducción a conceptos y clasificaciónDaniel MartinezОценок пока нет
- Clase 11 CalibracionДокумент51 страницаClase 11 CalibracionMarco cortes zepedaОценок пока нет
- 87eQ5WGNQTCnDL6Z67nG Ebook Instrumentaci N Industrial - WEBINAR WEEK 2022Документ14 страниц87eQ5WGNQTCnDL6Z67nG Ebook Instrumentaci N Industrial - WEBINAR WEEK 2022Luis CarrascoОценок пока нет
- Manual de Datos ExperimentalesДокумент16 страницManual de Datos ExperimentalesMaria Cruz LavadoОценок пока нет
- Unidad IДокумент48 страницUnidad IMiguel SofoОценок пока нет
- Parámetros de Instrumentos de Medición en Procesos IndustrialesДокумент8 страницParámetros de Instrumentos de Medición en Procesos IndustrialesLuis DomínguezОценок пока нет
- 1 Medidas Electricas e InstrumentacionДокумент72 страницы1 Medidas Electricas e InstrumentacionmanuelОценок пока нет
- 01-Caracteristicas EstaticasДокумент4 страницы01-Caracteristicas EstaticasDANIEL EDUARDO GUARIN PRECIADOОценок пока нет
- Diapositivas - Terminología Sama - Lucas Hernández Karla BerniceДокумент16 страницDiapositivas - Terminología Sama - Lucas Hernández Karla BerniceLucas Hernández Karla BereniceОценок пока нет
- Terminiología básica en instrumentaciónДокумент19 страницTerminiología básica en instrumentaciónWillam TumbacoОценок пока нет
- AcordeonДокумент2 страницыAcordeonPakito RamirzОценок пока нет
- Control Practica 3Документ7 страницControl Practica 3Nicol VelasquezОценок пока нет
- 2 AДокумент3 страницы2 AMake GiftsОценок пока нет
- Unidad I. Definiciones BasicasДокумент9 страницUnidad I. Definiciones BasicasAlberto MontillaОценок пока нет
- Especificaciones Procesos y Sistemas de MedidaДокумент9 страницEspecificaciones Procesos y Sistemas de MedidaEdwin Javier Garavito HernándezОценок пока нет
- Caracteristicas InstrumentalesДокумент27 страницCaracteristicas InstrumentalesEdnaMabelAruquipaLimaОценок пока нет
- Medidas Electricas IДокумент23 страницыMedidas Electricas IBruce Cervantes YanamíОценок пока нет
- CARACTERISTICAS DE LOS INSTRUMENTOS DE MEDICION Resumido2Документ41 страницаCARACTERISTICAS DE LOS INSTRUMENTOS DE MEDICION Resumido2rebeca moreyraОценок пока нет
- Control procesos industrialesДокумент393 страницыControl procesos industrialesSteven JairoОценок пока нет
- Capitulo 1 de CreusДокумент11 страницCapitulo 1 de CreusAlejandro CabiedesОценок пока нет
- Ingeniería en Seguridad Y Automatización IndustrialДокумент18 страницIngeniería en Seguridad Y Automatización IndustrialSteven HarrisОценок пока нет
- Caracteristicas de Los Instrumentos de Medicion Resumido2Документ41 страницаCaracteristicas de Los Instrumentos de Medicion Resumido2Totto AlvesОценок пока нет
- Semana I Introducciòn A InstrumДокумент35 страницSemana I Introducciòn A InstrumAlan CuelaОценок пока нет
- 10 InstrumentacionДокумент40 страниц10 InstrumentacionRox LeonidesОценок пока нет
- Practica-1 - SolucionarioДокумент6 страницPractica-1 - SolucionarioNildaEncisoMarquezОценок пока нет
- Análisis de gases de combustión y cálculos de aire y gasДокумент12 страницAnálisis de gases de combustión y cálculos de aire y gasLeo Canales Teves100% (1)
- Solucionario Sobre Fundición de Las Aleaciones de CobreДокумент5 страницSolucionario Sobre Fundición de Las Aleaciones de CobreNildaEncisoMarquezОценок пока нет
- Practica-1 - SolucionarioДокумент6 страницPractica-1 - SolucionarioNildaEncisoMarquezОценок пока нет
- Análisis de gases de combustión y cálculos de aire y gasДокумент12 страницAnálisis de gases de combustión y cálculos de aire y gasLeo Canales Teves100% (1)
- SOLDADURA3Документ13 страницSOLDADURA3NildaEncisoMarquezОценок пока нет
- Describa Los Principales Factores Que Afectan La Disolucion Del Oro.Документ4 страницыDescriba Los Principales Factores Que Afectan La Disolucion Del Oro.NildaEncisoMarquezОценок пока нет
- CIANURACIONДокумент6 страницCIANURACIONNildaEncisoMarquezОценок пока нет
- Valoración de Recursos Minerales BajoДокумент14 страницValoración de Recursos Minerales BajoNildaEncisoMarquezОценок пока нет
- SOLDADURA3Документ13 страницSOLDADURA3NildaEncisoMarquezОценок пока нет
- Describa Los Principales Factores Que Afectan La Disolucion Del Oro.Документ4 страницыDescriba Los Principales Factores Que Afectan La Disolucion Del Oro.NildaEncisoMarquezОценок пока нет
- Pre ManfredoДокумент33 страницыPre ManfredoNildaEncisoMarquezОценок пока нет
- Describa Los Principales Factores Que Afectan La Disolucion Del Oro.Документ4 страницыDescriba Los Principales Factores Que Afectan La Disolucion Del Oro.NildaEncisoMarquezОценок пока нет
- FORJADORДокумент36 страницFORJADORNildaEncisoMarquezОценок пока нет
- SOLDADURA3Документ13 страницSOLDADURA3NildaEncisoMarquezОценок пока нет
- SOLDADURA3Документ13 страницSOLDADURA3NildaEncisoMarquezОценок пока нет
- 1475170346.3er Laboratorio Ensayos No DestructivosДокумент7 страниц1475170346.3er Laboratorio Ensayos No DestructivosEmilio Jose GaliciaОценок пока нет
- Analisis de Vibraciones Proyecto 3280-674Документ10 страницAnalisis de Vibraciones Proyecto 3280-674NildaEncisoMarquezОценок пока нет
- TRATAMIENTOS TÈRMICOS (ACERO 1045) - QUISPE QUISPE DELIA ROSA - METALURGIA MECÀNICA - VII CICLO ÑДокумент5 страницTRATAMIENTOS TÈRMICOS (ACERO 1045) - QUISPE QUISPE DELIA ROSA - METALURGIA MECÀNICA - VII CICLO ÑNildaEncisoMarquezОценок пока нет
- Flotaci N J. YianatosДокумент131 страницаFlotaci N J. Yianatoscenthus100% (7)
- Análisis de gases de combustión y cálculos de aire y gasДокумент12 страницAnálisis de gases de combustión y cálculos de aire y gasLeo Canales Teves100% (1)
- Analisis de Oro y PlataДокумент5 страницAnalisis de Oro y PlataNildaEncisoMarquezОценок пока нет
- Analisis Financiero Grupo GloriaДокумент8 страницAnalisis Financiero Grupo GloriaNildaEncisoMarquezОценок пока нет
- Ladrillos Refractarios Aislantes Hasta 1850Документ1 страницаLadrillos Refractarios Aislantes Hasta 1850NildaEncisoMarquezОценок пока нет
- Imprimir Imagenes de LaboratorioДокумент5 страницImprimir Imagenes de LaboratorioNildaEncisoMarquezОценок пока нет
- Flujo de CajaДокумент2 страницыFlujo de CajaNildaEncisoMarquezОценок пока нет
- ImagenesДокумент2 страницыImagenesNildaEncisoMarquezОценок пока нет
- Ensayos tecnológicos acero: chispa, plegado, embutición y forjaДокумент10 страницEnsayos tecnológicos acero: chispa, plegado, embutición y forjaNildaEncisoMarquezОценок пока нет
- ImagenesДокумент2 страницыImagenesNildaEncisoMarquezОценок пока нет
- Cuadro ComparativoДокумент3 страницыCuadro ComparativoGeidy SalazarОценок пока нет
- Pasos para Realizar Un VasófonosДокумент3 страницыPasos para Realizar Un VasófonosmaribelОценок пока нет
- Algebra Lineal UCE Seguimiento SílaboДокумент2 страницыAlgebra Lineal UCE Seguimiento SílaboEsteban RivadeneiraОценок пока нет
- Hams U2 Ea3 MagcДокумент9 страницHams U2 Ea3 MagcRoberta Gallegos CruzОценок пока нет
- Guia de Pautas de Crianza de Niños y NiñasДокумент85 страницGuia de Pautas de Crianza de Niños y Niñaslouisa clarkОценок пока нет
- Informe N°5-Topografía-Minera DESCRPCION CONCLUSIONES Y RECOMENDACIONESДокумент18 страницInforme N°5-Topografía-Minera DESCRPCION CONCLUSIONES Y RECOMENDACIONESPaulo Roa100% (1)
- Cengel Capitulo+7Документ48 страницCengel Capitulo+7VDОценок пока нет
- Indicador Gama A12 Manual de UsoДокумент15 страницIndicador Gama A12 Manual de UsoVíctor LaraОценок пока нет
- Medicacion IntraconductoДокумент9 страницMedicacion IntraconductoRuben CopajaОценок пока нет
- Caso Mega - Diseño EstratégicoДокумент9 страницCaso Mega - Diseño EstratégicoAlvaro VargasОценок пока нет
- Libro Consulta de Puericultura 20111Документ77 страницLibro Consulta de Puericultura 20111Luis Reynaga JimenezОценок пока нет
- Solicitud RequerimientosДокумент3 страницыSolicitud RequerimientosDino AndrésОценок пока нет
- Resistencia Electronica IДокумент3 страницыResistencia Electronica Iisrael perez garciaОценок пока нет
- Cuestionario 2.1Документ12 страницCuestionario 2.1kevinОценок пока нет
- Malecon TuristicoДокумент3 страницыMalecon Turisticojesus meza salazarОценок пока нет
- Experiencia de Aprendizaje 4 CCSSДокумент6 страницExperiencia de Aprendizaje 4 CCSS200807dayanaОценок пока нет
- Alambres en OrtodonciaДокумент102 страницыAlambres en OrtodonciaNancy Chaparro100% (1)
- Análisis Configuracional de Compuestos OrgánicosДокумент16 страницAnálisis Configuracional de Compuestos OrgánicosAgustín Isla0% (1)
- Beneficios Anglo Salud (-65)Документ3 страницыBeneficios Anglo Salud (-65)GCabrejoОценок пока нет
- Filosofía Ética Latinoaméricana VДокумент168 страницFilosofía Ética Latinoaméricana Vapi-3706182100% (1)
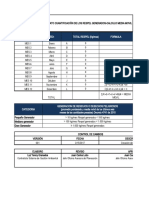
- E-Sgi-A-F004 Formato Cuantificacion Respel Generados-Calculo Media MovilДокумент2 страницыE-Sgi-A-F004 Formato Cuantificacion Respel Generados-Calculo Media MovilChurio Silvera OscarОценок пока нет
- La CiguapaДокумент5 страницLa CiguapaYoel Del RosarioОценок пока нет
- Invitación Pública SMC-30-2021Документ28 страницInvitación Pública SMC-30-2021Francisco MezaОценок пока нет
- Cobitstreamhandle20 500 1176135044IAVH388 Pdfsequence 1&IsAllowed yДокумент210 страницCobitstreamhandle20 500 1176135044IAVH388 Pdfsequence 1&IsAllowed yDiego RiañoОценок пока нет
- Resume NNДокумент23 страницыResume NNYonatan Apal JimenezОценок пока нет
- Atencion Primaria de SaludДокумент7 страницAtencion Primaria de SaludGraciela Estrada PortocarreroОценок пока нет
- Control Biológico Del Mildiu Velloso (Bremia MEDIANTE EL USO DE Trichoderma SPPДокумент6 страницControl Biológico Del Mildiu Velloso (Bremia MEDIANTE EL USO DE Trichoderma SPPlourdes orellanaОценок пока нет
- Dossier Beljanski PDFДокумент24 страницыDossier Beljanski PDFMARC9249Оценок пока нет
- Departamento de CajamarcaДокумент3 страницыDepartamento de CajamarcaRoggert CrodovaОценок пока нет
- Memoria Plan 2016-2025 Capitulo 1Документ21 страницаMemoria Plan 2016-2025 Capitulo 1Elar Tumailla SanchezОценок пока нет