Вам также может понравиться
- EZ3200 - Spaans - Manual de InstruccionesДокумент36 страницEZ3200 - Spaans - Manual de Instruccionesjaviercastro802016Оценок пока нет
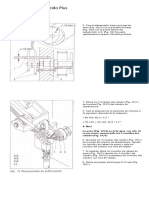
- Preset Plus AnlegerДокумент4 страницыPreset Plus AnlegerAnsel MayerОценок пока нет
- Manual Tecnico Sillon SFДокумент22 страницыManual Tecnico Sillon SFRoger RogelioОценок пока нет
- Trucar Servo Futaba s30032Документ7 страницTrucar Servo Futaba s30032soporte7711Оценок пока нет
- Mec. Barrera GRS B - Modif.Документ34 страницыMec. Barrera GRS B - Modif.Lucas SilesОценок пока нет
- Samsung Mecanismo 3CDs Tipo Carrusel 3 Engranajes-76449Документ6 страницSamsung Mecanismo 3CDs Tipo Carrusel 3 Engranajes-76449Cesra HMОценок пока нет
- 009 B Manual de OperacionesДокумент7 страниц009 B Manual de OperacionesGasparHenaineОценок пока нет
- ManualДокумент46 страницManualherbrugesОценок пока нет
- Manual Del Usuario: TWG-II A Máquina Ranuradora de RodillosДокумент27 страницManual Del Usuario: TWG-II A Máquina Ranuradora de RodillosSANTIAGO TORRES OSORIOОценок пока нет
- Cómo Trucar Un Servo HITEC HSДокумент24 страницыCómo Trucar Un Servo HITEC HSeric86ieeeОценок пока нет
- Flexion Del CigueñalДокумент14 страницFlexion Del Cigueñalhttp://elmaquinista.foroargentina.net/forum100% (11)
- Inyector RegularДокумент2 страницыInyector RegularAntonioОценок пока нет
- Libro+de+Instrucciones+Th 550 MotorДокумент10 страницLibro+de+Instrucciones+Th 550 MotorOliver Mendez CubaОценок пока нет
- Manual de Instrucciones TORNO DE BANCOДокумент19 страницManual de Instrucciones TORNO DE BANCOGiovanny Giglio InostrozaОценок пока нет
- Técnicas de AlineaciónДокумент18 страницTécnicas de AlineaciónBerenice Jauregui CarmonaОценок пока нет
- Fresadora FTX 125 FuДокумент52 страницыFresadora FTX 125 FuDiego RamirezОценок пока нет
- Ajustar Pedal de EmbragueДокумент4 страницыAjustar Pedal de EmbragueJose CalveteОценок пока нет
- Manual Estudio Tren Rodaje System One Caterpillar PDFДокумент199 страницManual Estudio Tren Rodaje System One Caterpillar PDFjuanfra2014100% (8)
- Instructivo Frenos Electromagneticos de Disco RAMFE (V03-09)Документ7 страницInstructivo Frenos Electromagneticos de Disco RAMFE (V03-09)ORLANDO GUILLENОценок пока нет
- C4-1 Tren de PotenciaДокумент6 страницC4-1 Tren de PotenciakafecamОценок пока нет
- Pedal Del Embrague - AjustarДокумент4 страницыPedal Del Embrague - AjustarWilder OportoОценок пока нет
- Calibracion de ValvulasДокумент6 страницCalibracion de Valvulaspaul heberth areche conovilcaОценок пока нет
- PHQ Manual .ZH-CN - EsДокумент23 страницыPHQ Manual .ZH-CN - EsBárbara Gutiérrez ArancibiaОценок пока нет
- Procedimiento de AlineamientoДокумент6 страницProcedimiento de AlineamientoSarai EliasОценок пока нет
- Ajustar Valvulas C27Документ5 страницAjustar Valvulas C27Jocelyn Milla Morales100% (1)
- Como Construir Un Generador Eolico Pequeno NuevoДокумент39 страницComo Construir Un Generador Eolico Pequeno NuevoCinthia CarolinaОценок пока нет
- Calibracion de Valvulas R1600GДокумент5 страницCalibracion de Valvulas R1600Gpaul heberth areche conovilcaОценок пока нет
- Cap06-Procedimientos Operativos - Eje Reb. ComercialДокумент28 страницCap06-Procedimientos Operativos - Eje Reb. ComercialLuis ZutaraОценок пока нет
- Zoom 400Документ5 страницZoom 400martin2902Оценок пока нет
- Calibacion 140Документ5 страницCalibacion 140Jorge Fernando DíazОценок пока нет
- Análisis EngranesДокумент29 страницAnálisis EngranesIvan GarzonОценок пока нет
- Motor Hidraulico de Reduccion (Mando Del Circulo) - ArmarДокумент4 страницыMotor Hidraulico de Reduccion (Mando Del Circulo) - ArmarHenrry RVОценок пока нет
- HVP 90 Manual SpanishДокумент22 страницыHVP 90 Manual SpanishNidia Yasmin Mesa Martinez100% (2)
- Robotica Industrial - Guias de LaboratorioДокумент64 страницыRobotica Industrial - Guias de Laboratoriospablo88Оценок пока нет
- Tarea 8Документ15 страницTarea 8jordan navarroОценок пока нет
- Ajuste de FrenoДокумент6 страницAjuste de FrenoIvdel RivasОценок пока нет
- Manual Eixo Dianteiro 2011-11 ESPДокумент65 страницManual Eixo Dianteiro 2011-11 ESPmansilla316Оценок пока нет
- Cadeja de Impulsión - VerificarДокумент4 страницыCadeja de Impulsión - VerificarCarlos U. CallirgosОценок пока нет
- 930 - Rev A eДокумент38 страниц930 - Rev A ekneo666Оценок пока нет
- Manual Dobladora de LaminaДокумент33 страницыManual Dobladora de Laminanormang91% (11)
- Ponto Iveco Cursor 8Документ39 страницPonto Iveco Cursor 8diego godoyОценок пока нет
- Armado Del Mando Final-PrecargasДокумент11 страницArmado Del Mando Final-PrecargasMiguel Huaman PolarОценок пока нет
- Engranes CompletoДокумент28 страницEngranes CompletocheОценок пока нет
- Calibracion de Inyectores R1600GДокумент3 страницыCalibracion de Inyectores R1600Gpaul heberth areche conovilcaОценок пока нет
- PdeДокумент45 страницPdeeliano222222275% (4)
- Komatsu 930E-4 Tren de PotenciaДокумент6 страницKomatsu 930E-4 Tren de PotenciaAnonymous m3tTeasYK100% (1)
- Trucaje Servos 629Документ4 страницыTrucaje Servos 629Osmar Silva VidalОценок пока нет
- Inspeccionar BielaДокумент6 страницInspeccionar BielaAlejandro ValenzuelaОценок пока нет
- Mario 18Документ8 страницMario 18Andre Cama MaronОценок пока нет
- Dobladora BLMДокумент12 страницDobladora BLMJesusVillacanaMedranoОценок пока нет
- Procedimiento de Torque y Aprietes Al Motor Mazda 6Документ35 страницProcedimiento de Torque y Aprietes Al Motor Mazda 6Mauricio Neira SánchezОценок пока нет
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209От EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Рейтинг: 1 из 5 звезд1/5 (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraОт EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraРейтинг: 4 из 5 звезд4/5 (2)
- Ejercicios de Integrales de Línea, Superficie y VolumenОт EverandEjercicios de Integrales de Línea, Superficie y VolumenРейтинг: 4 из 5 звезд4/5 (2)
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109От EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Оценок пока нет
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposОт EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposРейтинг: 5 из 5 звезд5/5 (1)
- Instructivo de Operación Resortera MDC 60Документ35 страницInstructivo de Operación Resortera MDC 60Anderson Felipe Panche VidalesОценок пока нет
- Instructivo de Operación Resortera MDC 60Документ35 страницInstructivo de Operación Resortera MDC 60Anderson Felipe Panche VidalesОценок пока нет
- Instructivo de Operación Resortera MDC 60Документ35 страницInstructivo de Operación Resortera MDC 60Anderson Felipe Panche VidalesОценок пока нет
- Taller Financiero Respuestas MejoraДокумент3 страницыTaller Financiero Respuestas MejoraAnderson Felipe Panche VidalesОценок пока нет
- Foro Semana 5 y 6Документ2 страницыForo Semana 5 y 6Anderson Felipe Panche VidalesОценок пока нет
- Formato Trabajo - Gestión de La InformaciónДокумент20 страницFormato Trabajo - Gestión de La InformaciónDianaKatalinaCastroОценок пока нет
- Formato Trabajo - Gestión de La InformaciónДокумент20 страницFormato Trabajo - Gestión de La InformaciónDianaKatalinaCastroОценок пока нет
- Contaminantes Lluvia Acida - Calentamiento GlobalДокумент8 страницContaminantes Lluvia Acida - Calentamiento GlobalAnderson Felipe Panche VidalesОценок пока нет
- Contaminantes Lluvia Acida - Calentamiento GlobalДокумент8 страницContaminantes Lluvia Acida - Calentamiento GlobalAnderson Felipe Panche VidalesОценок пока нет
- Elogio A La dificultadTAA PDFДокумент6 страницElogio A La dificultadTAA PDFERIKAОценок пока нет
- Entrega 2Документ9 страницEntrega 2Anderson Felipe Panche VidalesОценок пока нет
- Final Evaluacion de ProyectosДокумент6 страницFinal Evaluacion de ProyectosAnderson Felipe Panche VidalesОценок пока нет
- Proyecto Distribucion en PlantasДокумент8 страницProyecto Distribucion en PlantasAnderson Felipe Panche VidalesОценок пока нет
- Proyecto Procesos IndustrialesДокумент4 страницыProyecto Procesos IndustrialesAnderson Felipe Panche VidalesОценок пока нет
- Economía Básica 2021-2 CepreuniДокумент52 страницыEconomía Básica 2021-2 CepreuniJudai GCОценок пока нет
- Planeacion #8Документ2 страницыPlaneacion #8Geraldine Rodriguez GutierrezОценок пока нет
- Checklist para Evaluar Diseño de Diapositivas en PowerpointДокумент1 страницаChecklist para Evaluar Diseño de Diapositivas en PowerpointJuand DlcSОценок пока нет
- Procedimiento de Uso de Extintores - FullseguridadДокумент7 страницProcedimiento de Uso de Extintores - FullseguridadLuz Marina Otazù ChoquepuraОценок пока нет
- Tailandia Ficha PaisДокумент10 страницTailandia Ficha PaisrichradlealОценок пока нет
- Semana 1 Introduccion A La Ingenieria de Procesos 5 AbrilДокумент29 страницSemana 1 Introduccion A La Ingenieria de Procesos 5 AbrilDiana MontoyaОценок пока нет
- 1 ASPECTOS GENERALES Curso Basico TtoДокумент67 страниц1 ASPECTOS GENERALES Curso Basico TtoKarem Tatiana Aguilar SánchezОценок пока нет
- Ud3 AbafsmДокумент30 страницUd3 AbafsmAntonio Rocio Pradas E IbanezОценок пока нет
- Check List-Mantenimiento Aire Acondicionado (Samsung)Документ1 страницаCheck List-Mantenimiento Aire Acondicionado (Samsung)Christiam HugoОценок пока нет
- Resumen DGII - 2019 - NereaДокумент31 страницаResumen DGII - 2019 - NereaEuge Paez100% (1)
- Generalidades Del Sistema OseaoДокумент19 страницGeneralidades Del Sistema OseaoEva Cristina GomezОценок пока нет
- Ejercicios Segundo Parcial Mate Ii 2020aДокумент10 страницEjercicios Segundo Parcial Mate Ii 2020aLUIS ALFREDO CULEJ ARAОценок пока нет
- Relación Del Trauma Oclusal y El Desarrollo y Agravamiento de Enfermedad PeriodontalДокумент9 страницRelación Del Trauma Oclusal y El Desarrollo y Agravamiento de Enfermedad PeriodontalJessica Jurado G100% (1)
- Examen Higiene y Seguridad Industrial 1uДокумент4 страницыExamen Higiene y Seguridad Industrial 1ujuan cobaxinОценок пока нет
- Triptico Campaña 2019Документ2 страницыTriptico Campaña 2019Fernando PintaОценок пока нет
- Wuolah Free Monografia 1Документ2 страницыWuolah Free Monografia 1Micaela winsletОценок пока нет
- Appol 1Документ6 страницAppol 1Franklin David PazmiñoОценок пока нет
- Guia Ludomotricidad - Grupo 1 FinalДокумент22 страницыGuia Ludomotricidad - Grupo 1 Finalareli mendozaОценок пока нет
- Tesis AutomatizacionДокумент465 страницTesis AutomatizacionSantiago VC100% (2)
- Propuesta de Refuerzo para Conexiones A MomentoДокумент11 страницPropuesta de Refuerzo para Conexiones A MomentoHuang Choo MoliniskiОценок пока нет
- Ficha Descriptiva de Grupo de Primaria en WordДокумент4 страницыFicha Descriptiva de Grupo de Primaria en Wordlaura santosОценок пока нет
- La Sabiduria y JesucristoДокумент13 страницLa Sabiduria y JesucristocristobuensamaritanoОценок пока нет
- Formularios MercosurДокумент20 страницFormularios MercosurelekaОценок пока нет
- Dilemas EticosДокумент4 страницыDilemas Eticosgenesis Smailin Leocadio EusebioОценок пока нет
- Protocolo de Presentación de Tesis v4.3Документ45 страницProtocolo de Presentación de Tesis v4.3jhosmerОценок пока нет
- Plan de ConvivenciaДокумент22 страницыPlan de ConvivenciaAlejandra MuñizОценок пока нет
- Contrato Arrendamiento Adicional Ghetto (V. May. 18 J 2021) REV IVAN 24 MAY 2021Документ13 страницContrato Arrendamiento Adicional Ghetto (V. May. 18 J 2021) REV IVAN 24 MAY 2021hectorОценок пока нет
- Curvas en V Del Generador SincronoДокумент7 страницCurvas en V Del Generador SincronoAngel Fuller100% (1)
- Tarea 09 B. Team Canvas Basico Grupal CompletoДокумент1 страницаTarea 09 B. Team Canvas Basico Grupal CompletoAnthony Pumarayme Taipe60% (5)
- Diagramas de Fase o EquilibrioДокумент5 страницDiagramas de Fase o EquilibrioSergio MartinezОценок пока нет