Вам также может понравиться
- Project Report On Double Wall Corrugated (DWC) PipesДокумент10 страницProject Report On Double Wall Corrugated (DWC) PipesEIRI Board of Consultants and PublishersОценок пока нет
- Designing a subsea pipeline systemДокумент5 страницDesigning a subsea pipeline systemUsman MuhammadОценок пока нет
- CO2 Transport Overview - S. Santos IEAGHGДокумент29 страницCO2 Transport Overview - S. Santos IEAGHGYahyah NahabooОценок пока нет
- AssignmentДокумент4 страницыAssignmentisikioОценок пока нет
- 06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFДокумент8 страниц06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFabhijit kharoteОценок пока нет
- Stress 1Документ6 страницStress 1azhagu durai100% (1)
- Case History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellДокумент9 страницCase History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellElias GonzalezОценок пока нет
- SPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemДокумент14 страницSPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemTheNourEldenОценок пока нет
- 1 Scope of The DocumentДокумент5 страниц1 Scope of The Documentazhagu duraiОценок пока нет
- Spe 77357 MSДокумент14 страницSpe 77357 MSmohamedabbas_us3813Оценок пока нет
- SPE 158655 Design, Qualification, and Installation of Openhole Gravel Packs: Mari B Field, Offshore IsraelДокумент17 страницSPE 158655 Design, Qualification, and Installation of Openhole Gravel Packs: Mari B Field, Offshore IsraelTheNourEldenОценок пока нет
- H010995 WellheadDesanderДокумент2 страницыH010995 WellheadDesanderslbclqrkОценок пока нет
- SPE/IADC 148474 Successful Auto Gaslift Using Intelligent Completion Boosted Oil Production - A Case History From Petroleum Development OmanДокумент11 страницSPE/IADC 148474 Successful Auto Gaslift Using Intelligent Completion Boosted Oil Production - A Case History From Petroleum Development OmanTrisonОценок пока нет
- 4 532583864623736914 PDFДокумент8 страниц4 532583864623736914 PDFMuhammad Riaz Ur RehmanОценок пока нет
- Iptc-19770-Abstract Password RemovedДокумент8 страницIptc-19770-Abstract Password Removed叶芊Оценок пока нет
- Effect of Bit Hydraulic Horsepower On The Drilling Rate of A Polycrystalline Diamond Compact BitДокумент9 страницEffect of Bit Hydraulic Horsepower On The Drilling Rate of A Polycrystalline Diamond Compact BitpendexxОценок пока нет
- Separator Design: Rev Description Date Prepared by Client ApprovalДокумент18 страницSeparator Design: Rev Description Date Prepared by Client ApprovalUsɱâñ Måâñ100% (1)
- Lecture - 2-3 - Course Notes PDFДокумент162 страницыLecture - 2-3 - Course Notes PDFFaraj NabiyevОценок пока нет
- DeaeratorДокумент6 страницDeaeratorSyaeful SyariefОценок пока нет
- Rod Pump SystemsДокумент8 страницRod Pump SystemskarlaОценок пока нет
- Re To Comments - Biz BayДокумент6 страницRe To Comments - Biz BayEngineering WavesОценок пока нет
- Scrubber Design OldДокумент16 страницScrubber Design OldMuhammad UsmanОценок пока нет
- Condenser & Heater PerformanceДокумент116 страницCondenser & Heater PerformanceGaurav Singh100% (2)
- Bab Field Expansion Oil Flowline Stress AnalysisДокумент6 страницBab Field Expansion Oil Flowline Stress Analysisazhagu duraiОценок пока нет
- Refinery and Petrochemical Line Sizing CriteriaДокумент9 страницRefinery and Petrochemical Line Sizing CriteriaAatish ChandrawarОценок пока нет
- Pipe Flow Philosophy, Sizing and SimulationДокумент55 страницPipe Flow Philosophy, Sizing and SimulationRizaldi RizОценок пока нет
- 5718bf9c96b271461239708mto23 Presentation EM Gargoyle SHC 80 POE PDFДокумент58 страниц5718bf9c96b271461239708mto23 Presentation EM Gargoyle SHC 80 POE PDFChristian CotteОценок пока нет
- Design BasisДокумент1 страницаDesign BasismuhdqasimОценок пока нет
- SPE 53955 Primary Cementing Optimisation: Well Conditioning Procedure and Foamed Spacer UseДокумент13 страницSPE 53955 Primary Cementing Optimisation: Well Conditioning Procedure and Foamed Spacer UseWaleed Barakat MariaОценок пока нет
- Capex & Opex9834865Документ32 страницыCapex & Opex9834865Farrah Taha AbdullahОценок пока нет
- SPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSДокумент10 страницSPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSfkong16688Оценок пока нет
- PCP VenezuelaДокумент6 страницPCP VenezuelakurtbkОценок пока нет
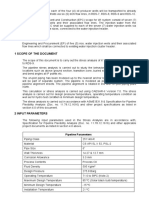
- 1 Scope of The Document: Pipeline ParametersДокумент5 страниц1 Scope of The Document: Pipeline Parametersazhagu duraiОценок пока нет
- A Model For Calculating Bottom-Hole Pressure From Simple Surface Data in Pumped WellsДокумент9 страницA Model For Calculating Bottom-Hole Pressure From Simple Surface Data in Pumped WellsLibya TripoliОценок пока нет
- Project Report On Double Wall Corrugated (DWC) Hdpe PipesДокумент8 страницProject Report On Double Wall Corrugated (DWC) Hdpe PipesEIRI Board of Consultants and PublishersОценок пока нет
- Tubing Size SelectionДокумент17 страницTubing Size SelectionJoseph BirungОценок пока нет
- MECCOCT18-12307: Optimization Module For Aged FlowlinesДокумент8 страницMECCOCT18-12307: Optimization Module For Aged FlowlinesMikeОценок пока нет
- SPE 136817 The Special Successful PCP Applications in Heavy OilfieldДокумент10 страницSPE 136817 The Special Successful PCP Applications in Heavy Oilfieldatilio martinezОценок пока нет
- PWE2013 CameronДокумент54 страницыPWE2013 Cameronaravindhcam100% (1)
- 2-TWO Phase Separator Design Guide by Manish ShahДокумент62 страницы2-TWO Phase Separator Design Guide by Manish Shahdennis_ugarteОценок пока нет
- Selection and Design of Vapour Liquid Separator by Manish V. Shah Mvshah027@yahoo - Com Http://hc-Mvs - Devhub.com/ UK Fellow Charter EngineerДокумент60 страницSelection and Design of Vapour Liquid Separator by Manish V. Shah Mvshah027@yahoo - Com Http://hc-Mvs - Devhub.com/ UK Fellow Charter Engineermvshah108Оценок пока нет
- Beiranvand Choking CorrelationДокумент7 страницBeiranvand Choking Correlationkoba7hiro7Оценок пока нет
- SPE/IADC-173074-MS Blowout Well-Flow Simulation For Deepwater Drilling Using High-Pressure/ High-Temperature (HP/HT) Black-Oil Viscosity ModelДокумент14 страницSPE/IADC-173074-MS Blowout Well-Flow Simulation For Deepwater Drilling Using High-Pressure/ High-Temperature (HP/HT) Black-Oil Viscosity ModelHaider AshourОценок пока нет
- IPC2022-81585 - Pump Station Design IIДокумент11 страницIPC2022-81585 - Pump Station Design IIOswaldo MontenegroОценок пока нет
- 80315-01 r4 Technical Data Sheet PX-Q300Документ1 страница80315-01 r4 Technical Data Sheet PX-Q300JOSÉ VILLALOBOS CORALОценок пока нет
- SPE-174937-MS Optimizing Separation Efficiency of Produced Water Tanks by Installing CFD Designed InternalsДокумент11 страницSPE-174937-MS Optimizing Separation Efficiency of Produced Water Tanks by Installing CFD Designed InternalsSajad FalahОценок пока нет
- Calculation and design of separators (HS)Документ39 страницCalculation and design of separators (HS)Bhuran AkshayОценок пока нет
- High Power Francis Runner - Upgrade With A New Design RunnerДокумент7 страницHigh Power Francis Runner - Upgrade With A New Design RunnerChristopher GarciaОценок пока нет
- API-12J SpecificationДокумент20 страницAPI-12J Specificationgo251019920% (2)
- IPC 2022 - Finite Element Analysis of Cold Field BendsДокумент10 страницIPC 2022 - Finite Element Analysis of Cold Field BendsOswaldo MontenegroОценок пока нет
- SKIMMER Oil Water SeparatorДокумент8 страницSKIMMER Oil Water SeparatorMariela RodriguezОценок пока нет
- API 6A Aplicability and Plunger Lift Lubricators PDFДокумент30 страницAPI 6A Aplicability and Plunger Lift Lubricators PDFJaison JoseОценок пока нет
- Service CatlogДокумент36 страницService Catloggaurav pnrОценок пока нет
- Challenges and Trends in Separator DesignДокумент4 страницыChallenges and Trends in Separator Designmonjardin68Оценок пока нет
- Dupont StratcoДокумент4 страницыDupont Stratcoromi moriОценок пока нет
- Working Guide to Petroleum and Natural Gas Production EngineeringОт EverandWorking Guide to Petroleum and Natural Gas Production EngineeringРейтинг: 5 из 5 звезд5/5 (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsОт EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsОценок пока нет
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeОт EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeОценок пока нет
- BG Spec For Piping Reaction Loadings On Eqt NozzlesДокумент14 страницBG Spec For Piping Reaction Loadings On Eqt NozzlesPhilippe LAVOISIERОценок пока нет
- 8 - Construction Estimating Manual 8 - InstrumentationДокумент25 страниц8 - Construction Estimating Manual 8 - InstrumentationPhilippe LAVOISIERОценок пока нет
- Essai HydratesДокумент1 страницаEssai HydratesPhilippe LAVOISIERОценок пока нет
- 1.method Fabrication Spool (r2)Документ13 страниц1.method Fabrication Spool (r2)sethu109175% (20)
- 7 - Construction Estimating Manual 7 - ElectricalДокумент34 страницы7 - Construction Estimating Manual 7 - ElectricalPhilippe LAVOISIERОценок пока нет
- 12 - Construction Estimating Manual 12 - Site Finishing PDFДокумент13 страниц12 - Construction Estimating Manual 12 - Site Finishing PDFPhilippe LAVOISIERОценок пока нет
- A Review of Onshore Flare Systems PLVДокумент9 страницA Review of Onshore Flare Systems PLVPhilippe LAVOISIERОценок пока нет
- BSB Desalter 3277 - 001Документ10 страницBSB Desalter 3277 - 001Philippe LAVOISIERОценок пока нет
- Flare LiftingДокумент6 страницFlare LiftingPhilippe LAVOISIERОценок пока нет
- 11 - Construction Estimating Manual 11 - PaintingДокумент6 страниц11 - Construction Estimating Manual 11 - PaintingPhilippe LAVOISIERОценок пока нет
- 14 - Construction Estimating Manual 14 - Field Construction IndirectsДокумент31 страница14 - Construction Estimating Manual 14 - Field Construction IndirectsPhilippe LAVOISIERОценок пока нет
- 6 - Construction Estimating Manual 6 - PipingДокумент33 страницы6 - Construction Estimating Manual 6 - PipingPhilippe LAVOISIERОценок пока нет
- 15 - Construction Estimating Manual 15 - Field Cost SheetДокумент5 страниц15 - Construction Estimating Manual 15 - Field Cost SheetPhilippe LAVOISIERОценок пока нет
- 13 - Construction Estimating Manual 13 - Freight and ShippingДокумент6 страниц13 - Construction Estimating Manual 13 - Freight and ShippingPhilippe LAVOISIERОценок пока нет
- 10 - Construction Estimating Manual 10 - Insulation PDFДокумент15 страниц10 - Construction Estimating Manual 10 - Insulation PDFPhilippe LAVOISIERОценок пока нет
- 10 - Construction Estimating Manual 10 - InsulationДокумент15 страниц10 - Construction Estimating Manual 10 - InsulationPhilippe LAVOISIERОценок пока нет
- 1 - Construction Estimating Manual 1 - Major EqtДокумент46 страниц1 - Construction Estimating Manual 1 - Major EqtPhilippe LAVOISIERОценок пока нет
- 9 - Construction Estimating Manual 9 - Refractory and FireproofingДокумент5 страниц9 - Construction Estimating Manual 9 - Refractory and FireproofingPhilippe LAVOISIERОценок пока нет
- 1 Piping CostingДокумент33 страницы1 Piping Costingamoldhole97% (34)
- 0 - Construction Estimating Manual - 1985Документ13 страниц0 - Construction Estimating Manual - 1985Philippe LAVOISIERОценок пока нет
- 4 - Construction Estimating Manual 4 - ConcreteДокумент64 страницы4 - Construction Estimating Manual 4 - ConcretePhilippe LAVOISIERОценок пока нет
- 5 - Construction Estimating Manual 5 - BuildingsДокумент23 страницы5 - Construction Estimating Manual 5 - BuildingsPhilippe LAVOISIERОценок пока нет
- 2 - Construction Estimating Manual 2 - Site PreparationДокумент16 страниц2 - Construction Estimating Manual 2 - Site PreparationPhilippe LAVOISIERОценок пока нет
- Equipment Piping LayoutДокумент39 страницEquipment Piping Layoutlatshare100% (2)
- COST PIPING AND SECONDARY STRUCTURE 66904198-GSoN-Metric-Imperial-Norms-Book PDFДокумент359 страницCOST PIPING AND SECONDARY STRUCTURE 66904198-GSoN-Metric-Imperial-Norms-Book PDFPhilippe LAVOISIER100% (2)
- Supplier Pre-Qualifi-Eval-Criteria-and-WeightingДокумент39 страницSupplier Pre-Qualifi-Eval-Criteria-and-WeightingPhilippe LAVOISIERОценок пока нет
- Modular Pipe Rack ConceptДокумент29 страницModular Pipe Rack ConceptPhilippe LAVOISIERОценок пока нет
- Hydrocyclones A Solution For The PWTSДокумент12 страницHydrocyclones A Solution For The PWTSPhilippe LAVOISIERОценок пока нет
- Checklist For Nozzle OrientationДокумент4 страницыChecklist For Nozzle OrientationPhilippe LAVOISIERОценок пока нет
- Separator Vessel Manufacturing Work ActivitiesДокумент3 страницыSeparator Vessel Manufacturing Work ActivitiesPhilippe LAVOISIERОценок пока нет
- Torsion PDFДокумент40 страницTorsion PDFHongVuthyОценок пока нет
- Aquatherm PPR SDR 9 - DimensiuniДокумент1 страницаAquatherm PPR SDR 9 - DimensiuniDragut OvidiuОценок пока нет
- Rail A100Документ1 страницаRail A100Parvee K NakwalОценок пока нет
- Manual - DriveIT M3000 LV Motors For Hazardous AreasДокумент104 страницыManual - DriveIT M3000 LV Motors For Hazardous AreassihamuОценок пока нет
- Surface Review & LettersДокумент12 страницSurface Review & LettersSujoy ChakrabortyОценок пока нет
- Problem Sheet - 2 PDFДокумент2 страницыProblem Sheet - 2 PDFJyotirmoy DekaОценок пока нет
- Performance Sheet Drill CollarДокумент1 страницаPerformance Sheet Drill CollarsimmsbopОценок пока нет
- B.sc. Electronics Honours SyllabusДокумент10 страницB.sc. Electronics Honours Syllabussiddhartharay007Оценок пока нет
- Wet cleaning of historical textiles: surfactants and other wash bath additivesДокумент32 страницыWet cleaning of historical textiles: surfactants and other wash bath additivesJC4413Оценок пока нет
- Freemyer TWS600S IV - OR00059565 4,5 & 3.5Документ38 страницFreemyer TWS600S IV - OR00059565 4,5 & 3.5Carlos Martínez VelázquezОценок пока нет
- Fluid Mechanics Lab Manual Calibration of Venturimeter ExperimentДокумент55 страницFluid Mechanics Lab Manual Calibration of Venturimeter ExperimentpkvssraoОценок пока нет
- Fabrication Tracking Sheet (29-June 4.00 AmДокумент9 страницFabrication Tracking Sheet (29-June 4.00 Amvishal bailurОценок пока нет
- ManuscriptДокумент60 страницManuscriptMalek MahmoudОценок пока нет
- A Report On Rail Wheel Interaction and Rail Grinding: Prepared By: Saurabh SharmaДокумент15 страницA Report On Rail Wheel Interaction and Rail Grinding: Prepared By: Saurabh Sharmasemi1919Оценок пока нет
- SEMM Prelim AnalysisДокумент23 страницыSEMM Prelim AnalysisMao Cristhian Pinto CruzОценок пока нет
- Kea - Kar.nic - in Vikasana Timetable May2012Документ5 страницKea - Kar.nic - in Vikasana Timetable May2012saraОценок пока нет
- Liebert PDX Technical Manual Eng PDFДокумент150 страницLiebert PDX Technical Manual Eng PDFJelena PerićОценок пока нет
- Chemistry Notes VtuДокумент160 страницChemistry Notes VtuNarayan S. Burbure67% (3)
- JPT 3 DLPD JEE Adv 26 05 2013 P 2 C 0 EnglishДокумент19 страницJPT 3 DLPD JEE Adv 26 05 2013 P 2 C 0 Englishhareesh1995Оценок пока нет
- SABA Ecoseal Bio HM PDS ENДокумент2 страницыSABA Ecoseal Bio HM PDS ENArda YILDIZEL I Reliant E&CОценок пока нет
- (2023) Design, Flow Characteristics and Performance Evaluation of Bioinspired Heat Exchangers Based On Triply Periodic Minimal SurfacesДокумент13 страниц(2023) Design, Flow Characteristics and Performance Evaluation of Bioinspired Heat Exchangers Based On Triply Periodic Minimal Surfaces오지윤Оценок пока нет
- @MBmedicalbook 2019 ImagingДокумент411 страниц@MBmedicalbook 2019 ImagingJennifer ConradОценок пока нет
- Practice Periodical Structural Design ConstructionДокумент4 страницыPractice Periodical Structural Design ConstructionSen HuОценок пока нет
- Eb-100 - VHP-NRLДокумент4 страницыEb-100 - VHP-NRLsoundicalОценок пока нет
- Maxifloor MFT 323 SL Epoxy CoatingДокумент2 страницыMaxifloor MFT 323 SL Epoxy CoatinganggaОценок пока нет
- Machine Elements Tutorial on Screw Design and EfficiencyДокумент2 страницыMachine Elements Tutorial on Screw Design and EfficiencydvarsastryОценок пока нет
- Calculate Carbonate SystemДокумент27 страницCalculate Carbonate SystemgombossandorОценок пока нет
- The Longest Prestressed Concrete Box Girder Span Bridge in ThailandДокумент8 страницThe Longest Prestressed Concrete Box Girder Span Bridge in ThailandsujupsОценок пока нет
- Pipeline JournalДокумент68 страницPipeline Journal구용찬Оценок пока нет
- Plastic AnalysisДокумент86 страницPlastic AnalysisAman KhanОценок пока нет