Вам также может понравиться
- APQP MatrixДокумент3 страницыAPQP Matrixsabareeson100% (1)
- APQP Check ListДокумент17 страницAPQP Check ListmdjeckelОценок пока нет
- APQPДокумент25 страницAPQPHeera Singh100% (3)
- Ford ApqpДокумент17 страницFord ApqpmageroteОценок пока нет
- Sheet Metal Lean AssessmentДокумент23 страницыSheet Metal Lean AssessmentLee Chong Ee100% (2)
- 5S TrainingДокумент29 страниц5S TrainingponОценок пока нет
- Advanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial StageДокумент6 страницAdvanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial Stagerajesh sharma100% (2)
- DRBFM WorksheetДокумент1 страницаDRBFM WorksheetHareth MRAIDIОценок пока нет
- PS - APQP Check ListДокумент17 страницPS - APQP Check ListalexrferreiraОценок пока нет
- Gate Check Review FormsДокумент7 страницGate Check Review FormsKamardeen Nazurudeen100% (1)
- ChryslerДокумент117 страницChryslerdokser29100% (1)
- APQP FormsДокумент23 страницыAPQP FormsJOECOOL670% (1)
- Supplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsДокумент3 страницыSupplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsManu SharmaОценок пока нет
- APQP Phases & Elements of APQPДокумент6 страницAPQP Phases & Elements of APQPSachin Ramdurg100% (1)
- Copy of APQP Check List - Ford (Blank)Документ9 страницCopy of APQP Check List - Ford (Blank)feiraluremaОценок пока нет
- APQP Matrix Pedal Yl1 at IsgДокумент11 страницAPQP Matrix Pedal Yl1 at Isgkaran singh100% (2)
- Apqp - DR SHFTДокумент60 страницApqp - DR SHFTrajesh5000100% (2)
- FAU-P-DSC-6400 Manage Product and Process Deviation WaiverДокумент6 страницFAU-P-DSC-6400 Manage Product and Process Deviation WaiverHammamiSalahОценок пока нет
- 8D Human Error Root Cause Analysis Worksheet Revision Date: 4/3/2018 Revision #: 1Документ1 страница8D Human Error Root Cause Analysis Worksheet Revision Date: 4/3/2018 Revision #: 1Thee Bouyy100% (1)
- S ApqpДокумент15 страницS ApqpIram ChaviraОценок пока нет
- Fmea Vda AiagДокумент63 страницыFmea Vda AiagfquysxlahyytpxpwgqОценок пока нет
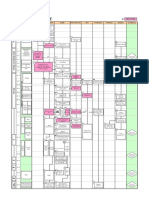
- Apqp Workflow - EXAMPLEДокумент1 страницаApqp Workflow - EXAMPLEMiguel NetoОценок пока нет
- Apqp (Fac)Документ1 страницаApqp (Fac)Fernando MejíaОценок пока нет
- 36 PfmeaДокумент9 страниц36 Pfmeamscsmn100% (1)
- Operations: Group Leader: Daily Department Manager: Weekly Plant Manager: MonthlyДокумент4 страницыOperations: Group Leader: Daily Department Manager: Weekly Plant Manager: MonthlyR JОценок пока нет
- PPAP Workbook All in OneДокумент29 страницPPAP Workbook All in Onefhscomtech3Оценок пока нет
- Manufacturing Process AuditДокумент1 страницаManufacturing Process AuditSachin Kumbhar100% (1)
- Process Audit Preparation "Turtle Diagram": Design & DevelopmentДокумент7 страницProcess Audit Preparation "Turtle Diagram": Design & Developmentkhwanta-bta100% (2)
- PPAP ChecklistДокумент2 страницыPPAP ChecklistN.Palaniappan50% (2)
- Process Control PlanДокумент10 страницProcess Control Planapi-3701688Оценок пока нет
- APQP Timing PlanДокумент2 страницыAPQP Timing Plancertifiq8213100% (3)
- Needs and Expectations, Turtle ChartДокумент1 страницаNeeds and Expectations, Turtle ChartChiheb GОценок пока нет
- Apqp FormsДокумент25 страницApqp FormsgkspОценок пока нет
- Form Sheet AIAG VDA Design U Process-FMEA enДокумент2 страницыForm Sheet AIAG VDA Design U Process-FMEA en57641100% (1)
- APQP Process Flow MapДокумент13 страницAPQP Process Flow Mapjohnoo70% (1)
- APQP Process FlowДокумент13 страницAPQP Process Flowshukumar_24Оценок пока нет
- Evidences To Be Maintained As Per APQP For PMДокумент3 страницыEvidences To Be Maintained As Per APQP For PMSachin RamdurgОценок пока нет
- 4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedДокумент1 страница4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedDINESHCHOUDHARY88Оценок пока нет
- IATF 16949 DocumenДокумент1 страницаIATF 16949 Documenpunitg_2Оценок пока нет
- NPD Procedure & Apqp FormatДокумент132 страницыNPD Procedure & Apqp FormatKaramjit Singh100% (2)
- PFMEA ExampleДокумент14 страницPFMEA Examplekalebasveggie100% (1)
- APQP ChecklistДокумент18 страницAPQP ChecklistmichaelbarkovicОценок пока нет
- APQP ProcedureДокумент9 страницAPQP ProcedurePk Nimiwal100% (4)
- ISO IATF 16949 Gap Tool b70944Документ216 страницISO IATF 16949 Gap Tool b70944SudhagarОценок пока нет
- IQA IATF ChecksheetДокумент37 страницIQA IATF ChecksheetSumeet Rathee100% (5)
- Microsoft PowerPoint - ASQ Symposium Core Tools Apr 12 BДокумент69 страницMicrosoft PowerPoint - ASQ Symposium Core Tools Apr 12 Brameshdesign67% (3)
- Gemba Walk Checklist v3Документ1 страницаGemba Walk Checklist v3Suneel PanditОценок пока нет
- Annexure-1 Customer Specific Requirement MatrixДокумент5 страницAnnexure-1 Customer Specific Requirement MatrixSunil Shrivastava50% (2)
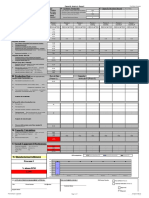
- Ford Capacity Analysis ReportДокумент7 страницFord Capacity Analysis Reportss2mrattriОценок пока нет
- GM 1927-30 QSB AuditДокумент38 страницGM 1927-30 QSB Auditmanune01Оценок пока нет
- Supplier Run Rate CalculatorДокумент9 страницSupplier Run Rate CalculatordcevipinОценок пока нет
- 4th Edition PPAPДокумент83 страницы4th Edition PPAPTerri Paleno Lebow100% (1)
- 08 Mistake Proofing v20130529Документ58 страниц08 Mistake Proofing v20130529Adrian JoelОценок пока нет
- Process Audit NewДокумент2 страницыProcess Audit NewAshutosh Singh100% (2)
- SOP in Use QualificationДокумент4 страницыSOP in Use QualificationDharmesh PatelОценок пока нет
- Software Testing StudentДокумент35 страницSoftware Testing Studentpooja bОценок пока нет
- WaterДокумент1 страницаWaterJay BudhdhabhattiОценок пока нет
- 3 PlanningДокумент36 страниц3 PlanningDheerajОценок пока нет
- Tds PayableДокумент1 страницаTds PayableJay BudhdhabhattiОценок пока нет
- Analog IR Sensor (Distance Measurement)Документ1 страницаAnalog IR Sensor (Distance Measurement)Jay BudhdhabhattiОценок пока нет
- Loan Amortization DailyДокумент3 страницыLoan Amortization DailyJay BudhdhabhattiОценок пока нет
- Emi HTMLДокумент12 страницEmi HTMLJay BudhdhabhattiОценок пока нет
- Salary Sheet WorkingДокумент2 страницыSalary Sheet WorkingJay BudhdhabhattiОценок пока нет
- Tally Erp-9 GuideДокумент227 страницTally Erp-9 GuideNitin Vishwakarma0% (2)
- BusinessBasics1 EnglishEverywhere2011April22Документ138 страницBusinessBasics1 EnglishEverywhere2011April22Mario Bermejo Garcia67% (3)
- Detention CmaДокумент3 страницыDetention CmaJay BudhdhabhattiОценок пока нет
- Excise Law PDFДокумент54 страницыExcise Law PDFJay BudhdhabhattiОценок пока нет
- Incoterms 2011Документ3 страницыIncoterms 2011afghanihunkОценок пока нет
- Management Review Agenda and MinutesДокумент6 страницManagement Review Agenda and MinutesGobi Smart71% (7)
- For Shiper Portal - NEWДокумент22 страницыFor Shiper Portal - NEWJay BudhdhabhattiОценок пока нет
- BusinessBasics1 EnglishEverywhere2011April22Документ138 страницBusinessBasics1 EnglishEverywhere2011April22Mario Bermejo Garcia67% (3)
- FДокумент1 страницаFJay BudhdhabhattiОценок пока нет
- 3 PlanningДокумент36 страниц3 PlanningDheerajОценок пока нет
- ObДокумент216 страницObDr-Shefali GargОценок пока нет
- Incoterms 2011Документ3 страницыIncoterms 2011afghanihunkОценок пока нет
- BusinessBasics1 EnglishEverywhere2011April22Документ138 страницBusinessBasics1 EnglishEverywhere2011April22Mario Bermejo Garcia67% (3)
- S.No. Base Form Past Form Past Participle Form S / Es/ Ies Ing' FormДокумент34 страницыS.No. Base Form Past Form Past Participle Form S / Es/ Ies Ing' FormyawОценок пока нет
- CNCSoftwareДокумент17 страницCNCSoftwarectaylor102Оценок пока нет
- Lenovo 20-30 User GuideДокумент82 страницыLenovo 20-30 User GuideJay BudhdhabhattiОценок пока нет
- Manual de Autocad BasicoДокумент17 страницManual de Autocad Basicoinfected521Оценок пока нет
- CFA Syllabus in India 2013:-Foundation CourseДокумент2 страницыCFA Syllabus in India 2013:-Foundation CourseJay BudhdhabhattiОценок пока нет
- Basic Commands of AutoCADДокумент5 страницBasic Commands of AutoCADMuhammad UmairОценок пока нет
- POSDCo RBДокумент6 страницPOSDCo RBJay BudhdhabhattiОценок пока нет
- CFA Syllabus in India 2013:-Foundation CourseДокумент2 страницыCFA Syllabus in India 2013:-Foundation CourseJay BudhdhabhattiОценок пока нет
- MotivationДокумент1 страницаMotivationJay BudhdhabhattiОценок пока нет
- Operation Management Capacity Planning: Chapter 6Документ25 страницOperation Management Capacity Planning: Chapter 6Cool BuddyОценок пока нет
- Manzana Case AnalysisДокумент5 страницManzana Case AnalysisTitah LaksamanaОценок пока нет
- 3 Process Fundamentals Chapter 2 and 3Документ74 страницы3 Process Fundamentals Chapter 2 and 3Terry Conrad KingОценок пока нет
- Optimized Production TechnologyДокумент2 страницыOptimized Production TechnologyanurajОценок пока нет
- Cycle TIME MAGAEMENT PDFДокумент55 страницCycle TIME MAGAEMENT PDFAshutosh SinghОценок пока нет
- 20 Ways To Improve Productivity in Garment ProductionДокумент7 страниц20 Ways To Improve Productivity in Garment ProductionAnamika PanghalОценок пока нет
- CONWIPДокумент17 страницCONWIPostapОценок пока нет
- MECH 3170 Assignment #1Документ3 страницыMECH 3170 Assignment #1JontyThakurОценок пока нет
- BPR Managing Process FlowsДокумент30 страницBPR Managing Process FlowsPrudhvinadh KopparapuОценок пока нет
- Modelling An Ice Cream Factory For Debottlenecking (Technical Report)Документ6 страницModelling An Ice Cream Factory For Debottlenecking (Technical Report)pangregisterlang99Оценок пока нет
- Line Balance Ratio (LBR) : Lean Manufacturing Explained - LMEДокумент10 страницLine Balance Ratio (LBR) : Lean Manufacturing Explained - LMEChristine MagnayeОценок пока нет
- Hauling EquipmentДокумент7 страницHauling EquipmentphannaОценок пока нет
- Shouldice Hospital Case Study SolutionДокумент10 страницShouldice Hospital Case Study SolutionSinta Surya DewiОценок пока нет
- Case Study Solution - CEU CASEДокумент2 страницыCase Study Solution - CEU CASEMansoor Tarik100% (2)
- POM C15 Short-Term SchedulingДокумент11 страницPOM C15 Short-Term SchedulingLouis PatОценок пока нет
- F5 Handout 1 For Dec 2011Документ18 страницF5 Handout 1 For Dec 2011saeed@atcОценок пока нет
- State Automobile Licence RenewalsДокумент4 страницыState Automobile Licence RenewalsAbid RaufОценок пока нет
- Capacity Requirements Planning System (CRP)Документ14 страницCapacity Requirements Planning System (CRP)amirulОценок пока нет
- HG-015c. Hanon Systems Global Phased PPAP Requirements Handbook - Edition1.0Документ21 страницаHG-015c. Hanon Systems Global Phased PPAP Requirements Handbook - Edition1.0aperezpi26606Оценок пока нет
- Backflush Accounting: Traditional Cost Accounting SystemДокумент9 страницBackflush Accounting: Traditional Cost Accounting SystemMuhammad Noman AnserОценок пока нет
- Capacity & Scheduling ManagementДокумент55 страницCapacity & Scheduling ManagementSanghamitra DanОценок пока нет
- Constraint ManagementДокумент57 страницConstraint Managementcindyanastasia772Оценок пока нет
- Paramount Case StudyДокумент6 страницParamount Case StudySaima AsadОценок пока нет
- Basics of IE Industrial Engineering YouДокумент27 страницBasics of IE Industrial Engineering YouIftakharul IslamОценок пока нет
- Advanced Management Accounting Vol.-Ii (Practice Manual) - g2Документ532 страницыAdvanced Management Accounting Vol.-Ii (Practice Manual) - g2Anshu Goyal100% (2)
- Scd Hw2 Nguyễn Thị Hoài Liên Ielsiu19038Документ4 страницыScd Hw2 Nguyễn Thị Hoài Liên Ielsiu19038Liên Nguyễn Thị HoàiОценок пока нет
- Advanced Management Accounting Vol IIДокумент532 страницыAdvanced Management Accounting Vol IIJAIN74780% (5)
- Constraint Management AssignmentДокумент3 страницыConstraint Management AssignmentIvan ObagaОценок пока нет
- Throughput Analysis and Debottlenecking of Biomanufacturing FacilitiesДокумент6 страницThroughput Analysis and Debottlenecking of Biomanufacturing FacilitiesPaulo Roberto Chiarolanza VilelaОценок пока нет
- Reckitt BenckiserДокумент15 страницReckitt BenckiserAgamitbgmail.com 1098itbtmОценок пока нет