Вам также может понравиться
- Granulometría en Seco para AgregadosДокумент2 страницыGranulometría en Seco para AgregadosMayra MejíaОценок пока нет
- Determinación de La Resistencia Al Choque Térmico para Cerámicas Avanzadas Mediante Enfriamiento Con Agua1 PDFДокумент8 страницDeterminación de La Resistencia Al Choque Térmico para Cerámicas Avanzadas Mediante Enfriamiento Con Agua1 PDFLUIS ANTHONY SALAS ARISTAОценок пока нет
- ANTAC - Ladrillos y Mortero - Boletín TécnicoДокумент4 страницыANTAC - Ladrillos y Mortero - Boletín TécnicoGYC INGENIERIA ESTRUCTURALОценок пока нет
- Laboratorio de Análisis de ArenaДокумент6 страницLaboratorio de Análisis de ArenaMarco ManОценок пока нет
- Ensayo de ArenaДокумент15 страницEnsayo de ArenaAngel Alvaro Flores RazzetoОценок пока нет
- Ensayo de Tracción IndirectaДокумент7 страницEnsayo de Tracción IndirectaJhovam Josue Velasquez MinayaОценок пока нет
- Practica #6 Conductividad Eléctrica de Un Polímero Mezcla de Un Metal y Polímero - 2019Документ5 страницPractica #6 Conductividad Eléctrica de Un Polímero Mezcla de Un Metal y Polímero - 2019Vinc Rivera Ggamar100% (3)
- Practica No 3 Determinacion de Tamaño de GranoДокумент6 страницPractica No 3 Determinacion de Tamaño de GranoWendy GarciaОценок пока нет
- Nte Inen 2221-3Документ16 страницNte Inen 2221-3Tito MuñozОценок пока нет
- Norma Coguanor NTG 41017h5 Astm C 138 Densidad AparenteДокумент9 страницNorma Coguanor NTG 41017h5 Astm C 138 Densidad AparenteAny SerrudoОценок пока нет
- Laboratorio de Mecánica de Suelos y ConcretoДокумент2 страницыLaboratorio de Mecánica de Suelos y ConcretoElisa R. LaricoОценок пока нет
- Procesos de Elaboracion de LadrillosДокумент34 страницыProcesos de Elaboracion de LadrillosAlvarezRonalОценок пока нет
- Práctica No.1 Determinación Del Número de AvogadroДокумент7 страницPráctica No.1 Determinación Del Número de AvogadroRegina SaenzОценок пока нет
- Mapa MentalДокумент1 страницаMapa MentalGLADYS VELA100% (1)
- Informe Moldeo Indice de Finura AFSДокумент13 страницInforme Moldeo Indice de Finura AFSAna Milena Angarita Acosta100% (3)
- Pronosticos de Demanda ResueltoДокумент19 страницPronosticos de Demanda ResueltoCristian CalderonОценок пока нет
- Práctica Cartas de ControlДокумент7 страницPráctica Cartas de ControlLILIANA KAREN IDME RAMOSОценок пока нет
- Termo GravimetriaДокумент21 страницаTermo GravimetriaRuiz Nino Jose LuisОценок пока нет
- Modelado AbaqusДокумент14 страницModelado AbaqusIanFernandoPerezRomanОценок пока нет
- Practica N 02Документ15 страницPractica N 02Nestor Arancibia PinedaОценок пока нет
- Analisis de ArenasДокумент8 страницAnalisis de ArenasLuis EstebanОценок пока нет
- Expo Aguas Visita InteraguaДокумент15 страницExpo Aguas Visita InteraguaPablo IvAn PadillaОценок пока нет
- Determinación de La Relación AguaДокумент15 страницDeterminación de La Relación Aguaronald huancachoque ariasОценок пока нет
- El Arte de Soldar RevisarДокумент4 страницыEl Arte de Soldar RevisarVeronica Ku100% (1)
- Tesis Aceite LimonДокумент108 страницTesis Aceite LimonAnonymous XIIv9HZОценок пока нет
- Ladrillos Refractarios IFB JM 1-11-10SДокумент2 страницыLadrillos Refractarios IFB JM 1-11-10Smariogarrido_c4Оценок пока нет
- Betunes de PetroleoДокумент10 страницBetunes de PetroleoRudy Mamani CuellarОценок пока нет
- Laboratorio de Proteccion CatodicaДокумент21 страницаLaboratorio de Proteccion CatodicaLois Deyvid Gallardo MurgaОценок пока нет
- Ensayo de Durezas para Un BronceДокумент14 страницEnsayo de Durezas para Un BronceEduardo Bustos100% (1)
- Rocas OrnamentalesДокумент19 страницRocas Ornamentalesrosmery cristinaОценок пока нет
- Ficha - Cantidad de Material Fino Que Pasa Por El Tamiz #200-1 - 294Документ1 страницаFicha - Cantidad de Material Fino Que Pasa Por El Tamiz #200-1 - 294henry0m.0hurtadoОценок пока нет
- Fierro Bel GoДокумент5 страницFierro Bel GogddfgdsfgОценок пока нет
- Tipos de Aleaciones de Acero Usadas en La ConstrucciónДокумент7 страницTipos de Aleaciones de Acero Usadas en La ConstrucciónFil Melchor ChavezОценок пока нет
- Astd D5341 Cri CSRДокумент6 страницAstd D5341 Cri CSRjhon jairoОценок пока нет
- Apuntes Clase 1 Logaritmos (2017)Документ2 страницыApuntes Clase 1 Logaritmos (2017)carlosОценок пока нет
- Conclusiones Iso 17025Документ29 страницConclusiones Iso 17025Alex Abel Morocho RiveraОценок пока нет
- Aluminio 3104-H19Документ2 страницыAluminio 3104-H19AloixОценок пока нет
- Ensayo MetalograficoДокумент20 страницEnsayo MetalograficoDavid Ruiz AlvarezОценок пока нет
- Inen 1324 - Alambrón de Acero Al Carbono para Trefilar o Laminar en Frío. RequisitosДокумент12 страницInen 1324 - Alambrón de Acero Al Carbono para Trefilar o Laminar en Frío. Requisitosing_fernandogalvez2015Оценок пока нет
- Método de Prueba Estándar para Cenizas en El Análisis Muestra de Carbón y Coque Del CarbónДокумент6 страницMétodo de Prueba Estándar para Cenizas en El Análisis Muestra de Carbón y Coque Del CarbónMatheo RojasОценок пока нет
- Laboratorio N°6 LaminadoДокумент5 страницLaboratorio N°6 LaminadoLeonardo VillanuevaОценок пока нет
- InformeДокумент158 страницInformeRodolfo Del Aguila PanduroОценок пока нет
- Pract Nº01 - Diseño de Híbridos Con El CES Parte IДокумент11 страницPract Nº01 - Diseño de Híbridos Con El CES Parte IGERSON ANDRES POZO VERAОценок пока нет
- Galga de SoldaduraДокумент2 страницыGalga de SoldaduraChristian David Mesa AriasОценок пока нет
- Ficha Técnica Acero D3 IirsaceroДокумент2 страницыFicha Técnica Acero D3 Iirsaceroharold echeverriОценок пока нет
- Comparamos Las Curvas de Esfuerzo Deformación A Tensión de Varillas Ordinarias Con Las de Aceros Típicos para El PresfuerzoДокумент5 страницComparamos Las Curvas de Esfuerzo Deformación A Tensión de Varillas Ordinarias Con Las de Aceros Típicos para El PresfuerzoBryanОценок пока нет
- Informe de ArenasДокумент11 страницInforme de ArenasFrancoJavierYelaОценок пока нет
- YesoДокумент5 страницYesojesusОценок пока нет
- Ensayo de Proctor ModificadoДокумент16 страницEnsayo de Proctor ModificadoWilfredo Nina TiconaОценок пока нет
- Registro de Calibracion de Speedy VS HornoДокумент1 страницаRegistro de Calibracion de Speedy VS HornoWalter PeñaОценок пока нет
- Cesar Vicente Perez Garro, Jefe de ProducciónДокумент3 страницыCesar Vicente Perez Garro, Jefe de ProducciónAnonymous TN0JOwzОценок пока нет
- Resolucion de Ejercicios de 31-40 PDFДокумент12 страницResolucion de Ejercicios de 31-40 PDFHector AdolfoОценок пока нет
- Manual Único de Medición (Contenido)Документ3 страницыManual Único de Medición (Contenido)oekscpojasОценок пока нет
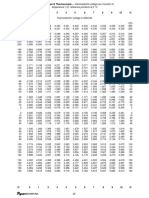
- Termopares Tipo N Tabla Tensión en Funcion de TemperaturaДокумент4 страницыTermopares Tipo N Tabla Tensión en Funcion de TemperaturaGilberto Andrés JuradoОценок пока нет
- Termopares Tipo E Tabla Tensión en Funcion de TemperaturaДокумент3 страницыTermopares Tipo E Tabla Tensión en Funcion de TemperaturaGilberto Andrés JuradoОценок пока нет
- Traccion AceroДокумент13 страницTraccion AceroCarlos GarayОценок пока нет
- Termopares Tipo K Tabla Tensión en Funcion de TemperaturaДокумент4 страницыTermopares Tipo K Tabla Tensión en Funcion de TemperaturaGilberto Andrés JuradoОценок пока нет
- Tablas de Mortalidad Mexicanas - 2 PDFДокумент7 страницTablas de Mortalidad Mexicanas - 2 PDFEfrain Montes de OcaОценок пока нет
- Usace CBRДокумент37 страницUsace CBRYerko EterovicОценок пока нет
- Alambre de Cobre Desnudo: Descripción EmpaqueДокумент2 страницыAlambre de Cobre Desnudo: Descripción Empaquegubert e pОценок пока нет
- Exp 4 Diagramas-De-Evans EstudianteДокумент5 страницExp 4 Diagramas-De-Evans EstudianteJorgeОценок пока нет
- Los Códigos de La Ética de La IngenieríaДокумент6 страницLos Códigos de La Ética de La IngenieríaJorgeОценок пока нет
- Hidrólisis de PolímerosДокумент17 страницHidrólisis de PolímerosJorge100% (1)
- Biografia de Frederick SangerДокумент3 страницыBiografia de Frederick SangerJorgeОценок пока нет
- Diseño BASICO LOGROS DE CURSOДокумент8 страницDiseño BASICO LOGROS DE CURSOJorgeОценок пока нет
- INTRODUCCION A Los MaterialesДокумент10 страницINTRODUCCION A Los MaterialesJorgeОценок пока нет
- Maquinas de GimnasioДокумент5 страницMaquinas de GimnasioJorge50% (2)
- Estructura de Informe TecnicoДокумент2 страницыEstructura de Informe TecnicoGlendy ZamarОценок пока нет
- Informe TecnicoДокумент4 страницыInforme TecnicoJorgeОценок пока нет
- Anexo 1 - Formato para Control y Registro de Prueba de Presión HidrostaticaДокумент2 страницыAnexo 1 - Formato para Control y Registro de Prueba de Presión HidrostaticaJorgeОценок пока нет
- Mineral EsДокумент29 страницMineral EsJorgeОценок пока нет
- Polimeros SiglasДокумент6 страницPolimeros SiglasKatherine Cobo OteroОценок пока нет
- Límites de Grano en Sólido Policristalino BifásicosДокумент8 страницLímites de Grano en Sólido Policristalino BifásicosJorgeОценок пока нет
- PG 1706 Mita Yujra, CeledonioДокумент235 страницPG 1706 Mita Yujra, CeledonioFreddy Puñi CarhuaniОценок пока нет
- Parcial 2 G1Документ3 страницыParcial 2 G1JUAN STIVEN MOLINA GRAJALESОценок пока нет
- Exposicion Propiedades MecanicasДокумент15 страницExposicion Propiedades MecanicasBubuu LoveОценок пока нет
- Practica 2 DurezaДокумент34 страницыPractica 2 Durezaeverardo uriel montes pachecoОценок пока нет
- Ejer Cici OsДокумент2 страницыEjer Cici OsCesar LopezОценок пока нет
- Tratamiento TérmicosДокумент17 страницTratamiento TérmicosCompu Servicios Aguilera Trabajos UniversitariosОценок пока нет
- Caramelo Como Sistema Modelo para Evaluar A Los Roles de Las Propiedades Mecánicas y de Procesamiento Oral Sobre Percepción Sensorial de La TexturaДокумент11 страницCaramelo Como Sistema Modelo para Evaluar A Los Roles de Las Propiedades Mecánicas y de Procesamiento Oral Sobre Percepción Sensorial de La TexturaFelipe Choque BustamanteОценок пока нет
- Análisis y Caracterización de Soldadura Con El Proceso SAWДокумент8 страницAnálisis y Caracterización de Soldadura Con El Proceso SAWJorge Armando Veloza NuñezОценок пока нет
- Resueltos 2.2.2Документ5 страницResueltos 2.2.2Alberto CárdenasОценок пока нет
- Curso: Metodo de Explotacion Superficial Docente: Ing. Franklin Aguirre Huillcas Estudiante: Huaraca Ruiz Hector Edwin Codigo: 161101Документ6 страницCurso: Metodo de Explotacion Superficial Docente: Ing. Franklin Aguirre Huillcas Estudiante: Huaraca Ruiz Hector Edwin Codigo: 161101Roxana Chipayo BlancoОценок пока нет
- NTC 1523-93 Cascos de Seguridad IndustrialДокумент30 страницNTC 1523-93 Cascos de Seguridad IndustrialJorge Hernan Aguado QuinteroОценок пока нет
- HANSДокумент2 страницыHANSHANS EVERT ANCO HUAMAN100% (1)
- Según La Utilidad de La Pieza Después de Ser Sometida Al EnsayoДокумент11 страницSegún La Utilidad de La Pieza Después de Ser Sometida Al EnsayoVidalJMuñozAОценок пока нет
- Ejercicios para El Parcial de MCДокумент4 страницыEjercicios para El Parcial de MCJhonatan Flores JoaquinОценок пока нет
- TM - Dureza de RockwellДокумент7 страницTM - Dureza de RockwellIsrael CárdenasОценок пока нет
- Ensayo de Dureza BrinellДокумент2 страницыEnsayo de Dureza BrinellNeil Michael Amanzo RicseОценок пока нет
- Informe DurezaДокумент7 страницInforme DurezaAlexis VasquezОценок пока нет
- Expau Jun 0809Документ10 страницExpau Jun 0809Inquieta MusarañaОценок пока нет
- Curvas Homoteticas SuelosДокумент138 страницCurvas Homoteticas SuelosRenzo RiveraОценок пока нет
- Ensayo JominyДокумент8 страницEnsayo JominyJean Pierre Morote SánchezОценок пока нет
- 3 TrepanosДокумент28 страниц3 TrepanosMichael Delgadillo SanchezОценок пока нет
- Informe Dureza BrinellДокумент5 страницInforme Dureza BrinellJose Carlos Villadiego PizarroОценок пока нет
- Ensayo de DurezaДокумент8 страницEnsayo de DurezaJorge Martin Flores NarvaezОценок пока нет
- Tecnica de La Perforacion Rotativa PDFДокумент20 страницTecnica de La Perforacion Rotativa PDFGonzalo GabrielОценок пока нет
- Escala de MohsДокумент4 страницыEscala de MohsUNAQ ManufacturaОценок пока нет
- Hardox Data Sheet 2067uk eДокумент3 страницыHardox Data Sheet 2067uk egabrielaОценок пока нет
- Catalogo General ROSTAДокумент124 страницыCatalogo General ROSTAHairok CubaОценок пока нет
- Informe ResistenciaДокумент17 страницInforme ResistenciaRonald CortésОценок пока нет
- Friabilidad-Y-Dureza-De-Comprimidos 919 0Документ2 страницыFriabilidad-Y-Dureza-De-Comprimidos 919 0AntonelaОценок пока нет
- Laboratorio Nº3:ENSAYO DE CALIDAD DE LOS AGREGADOSДокумент10 страницLaboratorio Nº3:ENSAYO DE CALIDAD DE LOS AGREGADOSJuan Ramos Lachi100% (44)