Вам также может понравиться
- Concreto TraslucidoДокумент28 страницConcreto TraslucidoMartin Ortiz B100% (3)
- Norma EscalerasДокумент16 страницNorma EscalerasRicardo SosaОценок пока нет
- Tejas AsfalticasДокумент8 страницTejas AsfalticasJunior Medina ChavezОценок пока нет
- Memoria Estanques Modificacion Tapa Estanque V3 360-0240-ST-CAL-51103Документ15 страницMemoria Estanques Modificacion Tapa Estanque V3 360-0240-ST-CAL-51103MILAGROSОценок пока нет
- Mat ElectricosДокумент114 страницMat ElectricosRoberto OrtegaОценок пока нет
- Practica 1 ElectrolisisДокумент3 страницыPractica 1 ElectrolisisJesus Soberanes MaldonadoОценок пока нет
- Cintas 3mДокумент9 страницCintas 3mArtuRo HuillcaОценок пока нет
- Manual de Fibra de VidrioДокумент77 страницManual de Fibra de Vidriomadenicola10100% (5)
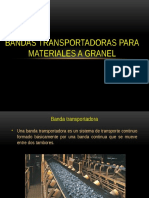
- Bandas Transportadoras para Materiales A GranelДокумент33 страницыBandas Transportadoras para Materiales A GranelfrancoОценок пока нет
- Epa-Io-3 1 en EsДокумент30 страницEpa-Io-3 1 en EsGERENCIAОценок пока нет
- Especificaciones para Los Tanques de FRP para Contener Hipoclorito de SodioДокумент5 страницEspecificaciones para Los Tanques de FRP para Contener Hipoclorito de SodioWilfredoCaveroCarrascoОценок пока нет
- Tipos de Aislamientos de Aire AcondicionadoДокумент8 страницTipos de Aislamientos de Aire AcondicionadoZudey Ortega100% (1)
- CUESTIONARIOДокумент4 страницыCUESTIONARIOEduardo RodriguezОценок пока нет
- 2008 Reparacion de Un Muro de Albañileria Confinada Mediante VarillasДокумент92 страницы2008 Reparacion de Un Muro de Albañileria Confinada Mediante VarillasClaudia Febres BenvenuttoОценок пока нет
- Trabajo PultrusionДокумент20 страницTrabajo PultrusionOswaldo GomezОценок пока нет
- Tanques de Fibra de VidrioДокумент8 страницTanques de Fibra de VidrioKarla Yoali Sánchez AndradeОценок пока нет
- Scotch 69Документ1 страницаScotch 69Santoro Inc. InternationalОценок пока нет
- Taller de Hornos y Programacion Marianela ChaconДокумент29 страницTaller de Hornos y Programacion Marianela ChaconMabel Mercedes MarinoОценок пока нет
- Final - Rogelio PДокумент7 страницFinal - Rogelio PRogelio PérezОценок пока нет
- Catalogo - Parrillas FIBRA de VIDRIOДокумент8 страницCatalogo - Parrillas FIBRA de VIDRIOVicente Ricardo Tinajero NovilloОценок пока нет
- El Efecto de Férula Domina El Uso de Un Poste de Fibra Al Restaurar Los Incisivos Tratados Endodónticamente Un Estudio in VitroДокумент6 страницEl Efecto de Férula Domina El Uso de Un Poste de Fibra Al Restaurar Los Incisivos Tratados Endodónticamente Un Estudio in VitroMarianoFriasОценок пока нет
- Catalogo de Rejillas MonarcaДокумент8 страницCatalogo de Rejillas MonarcaCarlos MendoОценок пока нет
- Manta MoldeableДокумент3 страницыManta MoldeableFrancisco Javier Jose AngelesОценок пока нет
- Decantadores LaminaresДокумент19 страницDecantadores LaminaresDenis Reinosa100% (1)
- Malla de Refuerzo Exterior Marca DUROCKДокумент3 страницыMalla de Refuerzo Exterior Marca DUROCKHenri AlvaradoОценок пока нет
- Ficha Tecnica Fibra de VidrioДокумент5 страницFicha Tecnica Fibra de VidrioOscar Ivan100% (1)
- Materiales CompuestosДокумент38 страницMateriales CompuestosANAI20091Оценок пока нет
- ¿ Còmo Seleccionar Un Casco de Seguridad?Документ7 страниц¿ Còmo Seleccionar Un Casco de Seguridad?ABNERОценок пока нет
- Pesos Placa FibroCementoДокумент28 страницPesos Placa FibroCementoVladimir Lopez ZamoraОценок пока нет
- Descripcion de MaterialesДокумент13 страницDescripcion de MaterialesDave ChecaОценок пока нет