Вам также может понравиться
- Welding Machine Calibration ProcedureДокумент12 страницWelding Machine Calibration ProcedureNDTInstructor88% (8)
- Procedure For Calibration of Machines WeldingДокумент3 страницыProcedure For Calibration of Machines Weldinglewgne08100% (6)
- Procedure For Calibration of Machines Welding PDFДокумент3 страницыProcedure For Calibration of Machines Welding PDFravi00098100% (1)
- A-Qac-Pro-730-38926-A Welding Machine Calibration ProcedureДокумент25 страницA-Qac-Pro-730-38926-A Welding Machine Calibration ProcedureRamzi Zoghlami100% (1)
- Visual Weld InspectionДокумент7 страницVisual Weld InspectioninsiderrОценок пока нет
- List of WPS (Jerp) PDFДокумент2 страницыList of WPS (Jerp) PDFAlam MD SazidОценок пока нет
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Документ19 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefОценок пока нет
- CERTIFICATE NO 2 Electric Welding MachineДокумент2 страницыCERTIFICATE NO 2 Electric Welding MachineOwais MalikОценок пока нет
- Reports - QAQC - R0Документ10 страницReports - QAQC - R0talupurumОценок пока нет
- Work Instructions For Rolling of PlatesДокумент3 страницыWork Instructions For Rolling of PlatesPravin Patil100% (1)
- How To Write A Welding Procedure SpecificationДокумент14 страницHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Calibration Certificates and Maintenance ReportДокумент4 страницыCalibration Certificates and Maintenance ReportSuresh Rathod100% (1)
- Welding Program Quality Assurance GuideДокумент19 страницWelding Program Quality Assurance GuideDonald ray100% (1)
- WPSДокумент1 страницаWPSNidhinkorothОценок пока нет
- Welder Continuity LogДокумент3 страницыWelder Continuity Log942519100% (1)
- PWHT PROCEDURE (11) Rev 0Документ14 страницPWHT PROCEDURE (11) Rev 0AbdulNeyasОценок пока нет
- WPS D1.6 Annex m1 PDFДокумент1 страницаWPS D1.6 Annex m1 PDFbollascribdОценок пока нет
- Sample of Welding Quality ManualДокумент5 страницSample of Welding Quality ManualwentropremОценок пока нет
- Manual Overlay WeldingДокумент8 страницManual Overlay Weldingaamirtec301100% (2)
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Документ2 страницыPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya Barani100% (1)
- Calibrationbooklet Welding MachineДокумент12 страницCalibrationbooklet Welding MachineMario MolinaОценок пока нет
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFДокумент11 страницControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicОценок пока нет
- Aluminim WPSДокумент2 страницыAluminim WPSmahmoud_allam3Оценок пока нет
- 1-EN PQR List - 05.04.2019Документ6 страниц1-EN PQR List - 05.04.2019HAKANОценок пока нет
- Sample Heat Treatment ProcedureДокумент13 страницSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Pulse Mig WeldingДокумент7 страницPulse Mig WeldingajayОценок пока нет
- WPS 136 FWДокумент1 страницаWPS 136 FWsocaugusto100% (1)
- QCF304 Magnetic Particle Testing ReportДокумент2 страницыQCF304 Magnetic Particle Testing Reportminhnn100% (1)
- Welding Manual: Cheema Boilers LimitedДокумент19 страницWelding Manual: Cheema Boilers LimitedRajesh ThakurОценок пока нет
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordДокумент1 страницаExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalОценок пока нет
- Fit-Up Inspection Report PDFДокумент1 страницаFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- Guidance To Prepare Wps PQR For WeldingДокумент1 страницаGuidance To Prepare Wps PQR For WeldingHamid MansouriОценок пока нет
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateДокумент3 страницыWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaОценок пока нет
- Welder Qualification Test CertificateДокумент1 страницаWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Duties Before WeldingДокумент1 страницаDuties Before WeldingMuhammed ThanzeelОценок пока нет
- Welding Procedure DocumentДокумент7 страницWelding Procedure DocumentikponmwonsaОценок пока нет
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Документ29 страницFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- API 6A RadiographyДокумент4 страницыAPI 6A RadiographyminakshissawantОценок пока нет
- Sfa 5.22 PDFДокумент36 страницSfa 5.22 PDFLuis Evangelista Moura PachecoОценок пока нет
- Welding Process: Work InstructionДокумент6 страницWelding Process: Work Instructionmkcsekar100% (1)
- Hard Facing OverlayДокумент2 страницыHard Facing OverlayAmanSharmaОценок пока нет
- WpsДокумент39 страницWpsAkhilesh Kumar100% (1)
- En 15085 - 1 & 2Документ34 страницыEn 15085 - 1 & 20502ravi100% (4)
- Electrode Handling Procedure - Simple - SMAWДокумент7 страницElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- KON 8.2 QA PRO 0020 C1 Welding Control ProcedureДокумент15 страницKON 8.2 QA PRO 0020 C1 Welding Control ProcedureAlizamin Salmanov100% (1)
- Welding Consumables Control RegisterДокумент5 страницWelding Consumables Control RegisterAli Mhaskar100% (2)
- VT ProcedureДокумент6 страницVT ProcedurePand AemonaEonОценок пока нет
- 10 Procedure For PWHTДокумент5 страниц10 Procedure For PWHTSachin S. SalunkheОценок пока нет
- Ins-P-021, Long Seam Set UpДокумент4 страницыIns-P-021, Long Seam Set UpDeepak100% (1)
- Duties of The RWCДокумент3 страницыDuties of The RWCbluegalago100% (1)
- Sample - Welding ManualДокумент42 страницыSample - Welding ManualAmit shah100% (3)
- Welding Consumable Baking Register PDFДокумент1 страницаWelding Consumable Baking Register PDFKandula Raju100% (1)
- Assessment Procedure Welding Report FormДокумент23 страницыAssessment Procedure Welding Report Formssierro100% (1)
- Qatar Engineering & Construction Company WLL (Qcon)Документ12 страницQatar Engineering & Construction Company WLL (Qcon)Dan DumbravescuОценок пока нет
- Procedure For Calibration of Welding MachinesДокумент8 страницProcedure For Calibration of Welding MachinesVinayaga MoorthiОценок пока нет
- 1 5017062503750828201Документ3 страницы1 5017062503750828201Vijaya BaraniОценок пока нет
- WPS & SmawДокумент12 страницWPS & Smawnuke apriyaniОценок пока нет
- API 16C Choke and KillДокумент26 страницAPI 16C Choke and Killrps197750% (2)
- 1.1 Welding Procedure Specification (WPS)Документ35 страниц1.1 Welding Procedure Specification (WPS)Mohamed WahidОценок пока нет
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Документ17 страниц015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalОценок пока нет
- Dimensioning CabinetДокумент3 страницыDimensioning CabinetGerman FavelaОценок пока нет
- Ductile-Iron Compact Fittings For Water Service: AWWA StandardДокумент48 страницDuctile-Iron Compact Fittings For Water Service: AWWA StandardGerman FavelaОценок пока нет
- SSPC SP 17Документ8 страницSSPC SP 17German Favela100% (3)
- Brochure Fc101Документ16 страницBrochure Fc101German Favela100% (1)
- Iti (Cbema) Curve Application NoteДокумент3 страницыIti (Cbema) Curve Application NoteGerman FavelaОценок пока нет
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceДокумент4 страницыPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceGerman FavelaОценок пока нет
- Link Belt RTC 8075 SpecificationsДокумент22 страницыLink Belt RTC 8075 SpecificationsGerman Favela100% (1)
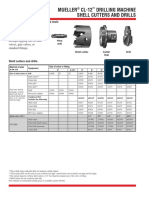
- CL-12 Shell CuttersДокумент1 страницаCL-12 Shell CuttersGerman FavelaОценок пока нет
- Aws WJ 201409Документ166 страницAws WJ 201409German Favela100% (2)
- A 159 - 83 R01 Qte1oqДокумент5 страницA 159 - 83 R01 Qte1oqGerman FavelaОценок пока нет
- Automatic Textile Roller Robot Welding StationДокумент16 страницAutomatic Textile Roller Robot Welding StationfaisalОценок пока нет
- HM 300 PDFДокумент1 056 страницHM 300 PDFaugustoОценок пока нет
- Cswip - Section 05-Non-Destructive Testing PDFДокумент11 страницCswip - Section 05-Non-Destructive Testing PDFNsidibe Michael EtimОценок пока нет
- BS 288 - 2Документ13 страницBS 288 - 2amalhaj2013Оценок пока нет
- Welding ProcedureДокумент10 страницWelding ProcedureWahyu Endra PurwantoОценок пока нет
- Band5 - History of EBweldingДокумент97 страницBand5 - History of EBweldingpiratina33Оценок пока нет
- Field Inspection & Test PlanДокумент2 страницыField Inspection & Test PlanEgbert A. OgoloОценок пока нет
- Beam To Column Web ConnectionsДокумент83 страницыBeam To Column Web ConnectionsAnia KopiecОценок пока нет
- New Holland W270 Wheel Loader Service Repair Manual-2Документ21 страницаNew Holland W270 Wheel Loader Service Repair Manual-2ggjjjjotonesОценок пока нет
- Alloy: C97300: Typical UsesДокумент2 страницыAlloy: C97300: Typical UsesalextentwentyОценок пока нет
- General 2Документ6 страницGeneral 2skynyrd75Оценок пока нет
- Technical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerДокумент23 страницыTechnical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerjuanОценок пока нет
- Analysis of High Contact Resistance in SIG ContactsДокумент9 страницAnalysis of High Contact Resistance in SIG ContactsA.K.SINGHОценок пока нет
- Some Advantages of Welding Turbine Rotors PDFДокумент10 страницSome Advantages of Welding Turbine Rotors PDFAli VarmazyarОценок пока нет
- Bavaria Flux BF 5.1Документ3 страницыBavaria Flux BF 5.1Filipe CordeiroОценок пока нет
- F1108 1479757-1Документ4 страницыF1108 1479757-1Thaweekarn ChangthongОценок пока нет
- Factors: Root Cause AnalysisДокумент2 страницыFactors: Root Cause Analysisnsy2204100% (1)
- Millermatic 250x ManualДокумент40 страницMillermatic 250x ManualEduardo Mata GamezОценок пока нет
- API 570 in Service Inspection Piping System 1643295114Документ32 страницыAPI 570 in Service Inspection Piping System 1643295114DeepakОценок пока нет
- Large Diameter Submarine OutfallsДокумент9 страницLarge Diameter Submarine Outfallsmidhun1986Оценок пока нет
- MMC New ProfileДокумент17 страницMMC New ProfileFanie NelОценок пока нет
- BS StandardsДокумент13 страницBS StandardsShyam Prasad K S100% (3)
- Escotilhas - KnappcoДокумент12 страницEscotilhas - KnappcoRenato CorrêaОценок пока нет
- New Holland Wheel Loader w230 en Service ManualДокумент20 страницNew Holland Wheel Loader w230 en Service Manualrichard100% (41)
- ASTM E3024-19 Standard Practice For Magnetic Particle Testing For General IndustryДокумент19 страницASTM E3024-19 Standard Practice For Magnetic Particle Testing For General IndustryBert BozoОценок пока нет
- Report On The Training ModuleДокумент6 страницReport On The Training ModuleMurali S KrishnanОценок пока нет
- Aluminum 5052Документ2 страницыAluminum 5052Praveen ThomasОценок пока нет
- Cape BmedДокумент381 страницаCape BmedJamal's UploadsОценок пока нет
- PQR Template AsmeДокумент2 страницыPQR Template Asmeamine algОценок пока нет
- Metallic-Coated, Steel-Woven Wire Fence Fabric: Standard Specification ForДокумент6 страницMetallic-Coated, Steel-Woven Wire Fence Fabric: Standard Specification Forsharon blushteinОценок пока нет