Вам также может понравиться
- Exp. N5 - Actividad N3 - 2°Документ2 страницыExp. N5 - Actividad N3 - 2°Carla Sharmely Ayala MateosОценок пока нет
- Exp. N5 - Actividad N2 - 2°Документ2 страницыExp. N5 - Actividad N2 - 2°Carla Sharmely Ayala MateosОценок пока нет
- Exp. N5 - Actividad N1 - 2°Документ2 страницыExp. N5 - Actividad N1 - 2°Carla Sharmely Ayala MateosОценок пока нет
- Estadística descriptiva y probabilidades: introducciónДокумент86 страницEstadística descriptiva y probabilidades: introducciónFelipe B MendozaОценок пока нет
- Trabajo Qué Es El ConcretoДокумент10 страницTrabajo Qué Es El ConcretoJavier CNОценок пока нет
- Exp. N6 - Actividad N4 - 2°Документ2 страницыExp. N6 - Actividad N4 - 2°Carla Sharmely Ayala MateosОценок пока нет
- Exp. N6 - Actividad N2 - 2°Документ3 страницыExp. N6 - Actividad N2 - 2°Carla Sharmely Ayala MateosОценок пока нет
- Trabajo Qué Es El ConcretoДокумент10 страницTrabajo Qué Es El ConcretoJavier CNОценок пока нет
- PresupuestoclienteДокумент4 страницыPresupuestoclienteCarla Sharmely Ayala MateosОценок пока нет
- RELACIONДокумент1 страницаRELACIONCarla Sharmely Ayala MateosОценок пока нет
- Abastecimiento de AguaДокумент10 страницAbastecimiento de AguaCarhua Castro PercoisitoОценок пока нет
- Nombres y ApellidosДокумент1 страницаNombres y ApellidosCarla Sharmely Ayala MateosОценок пока нет
- Instalacion ElectrobombasДокумент12 страницInstalacion ElectrobombasCarla Sharmely Ayala MateosОценок пока нет
- Ciclo Hidrológico: Introducción y ProcesosДокумент12 страницCiclo Hidrológico: Introducción y ProcesosRay Lester Esteban VicenteОценок пока нет
- Nombres y ApellidosДокумент1 страницаNombres y ApellidosCarla Sharmely Ayala MateosОценок пока нет
- Analisis de Costos UnitariosДокумент5 страницAnalisis de Costos UnitariosCarla Sharmely Ayala MateosОценок пока нет
- Cartel de ObraДокумент1 страницаCartel de ObraCarla Sharmely Ayala MateosОценок пока нет
- Cartel de ObraДокумент1 страницаCartel de ObraCarla Sharmely Ayala MateosОценок пока нет
- Inst Eléctricas ViviendasДокумент16 страницInst Eléctricas ViviendasRobert KelevraОценок пока нет
- Trabajo 1Документ12 страницTrabajo 1Carla Sharmely Ayala MateosОценок пока нет
- Perdidos en La Montaña 3Документ4 страницыPerdidos en La Montaña 3Alsa Man66% (50)
- HahavvsksvДокумент4 страницыHahavvsksvCarla Sharmely Ayala MateosОценок пока нет
- 05 Reservorio V 5.97m3 PACHACUTECДокумент4 страницы05 Reservorio V 5.97m3 PACHACUTECCarla Sharmely Ayala MateosОценок пока нет
- Expo InstaДокумент24 страницыExpo InstaCarla Sharmely Ayala MateosОценок пока нет
- ACU Instalaciones ElectricasДокумент5 страницACU Instalaciones ElectricasCarla Sharmely Ayala MateosОценок пока нет
- 05 Reservorio V 5.97m3 PACHACUTECДокумент4 страницы05 Reservorio V 5.97m3 PACHACUTECCarla Sharmely Ayala MateosОценок пока нет
- s5 6 Prim Dia 5Документ5 страницs5 6 Prim Dia 5Elizabeth Johana Castillo PancorboОценок пока нет
- s5 6 Prim Dia 5Документ5 страницs5 6 Prim Dia 5Elizabeth Johana Castillo PancorboОценок пока нет
- 05 Reservorio V 5.97m3 PACHACUTECДокумент4 страницы05 Reservorio V 5.97m3 PACHACUTECCarla Sharmely Ayala MateosОценок пока нет
- Cartel de ObraДокумент1 страницаCartel de ObraCarla Sharmely Ayala MateosОценок пока нет
- Guias de Nomenclatura PDFДокумент11 страницGuias de Nomenclatura PDFCristian ChiapasОценок пока нет
- Fenomenos de TransporteДокумент24 страницыFenomenos de TransporteSergio Solano0% (1)
- Capitulo 5 - Equilibrio Acido-BaseДокумент41 страницаCapitulo 5 - Equilibrio Acido-BaseLUISA MARIA FRANCO DIAZОценок пока нет
- Investigación de Carburantes de Automóviles en BoliviaДокумент7 страницInvestigación de Carburantes de Automóviles en BoliviaJose luis rodriguez limaОценок пока нет
- Trabajos Adicionales Metal MecanicaДокумент4 страницыTrabajos Adicionales Metal MecanicaRoger CruzОценок пока нет
- 1 Pmac Agosto 18 RP 46Документ65 страниц1 Pmac Agosto 18 RP 46Gustavo BaezОценок пока нет
- Pernos, Tornillos y ArandelasДокумент33 страницыPernos, Tornillos y ArandelasEdgar Elio Quiñones QuirogaОценок пока нет
- 2020-09-29 180739 RXroC136877Документ5 страниц2020-09-29 180739 RXroC136877Magie MОценок пока нет
- Minerales Que Existen en La TierraДокумент16 страницMinerales Que Existen en La TierraJose Del Carmen Toledo CruzОценок пока нет
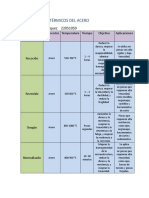
- Tratamientos Térmicos Del Acero Tabla ComparativaДокумент2 страницыTratamientos Térmicos Del Acero Tabla ComparativaJuárez Vázquez RodrigoОценок пока нет
- Practq4 2 PDFДокумент64 страницыPractq4 2 PDFMoi HernándezОценок пока нет
- Cloruro de ViniloДокумент2 страницыCloruro de VinilomariaconaceОценок пока нет
- Trabajo de Diseño 2Документ12 страницTrabajo de Diseño 2carolinaОценок пока нет
- Clasifica RSP según normaДокумент8 страницClasifica RSP según normaRuth Iris Gonzalez ArriagaОценок пока нет
- Calculo de Flete Partidas NuevasДокумент6 страницCalculo de Flete Partidas NuevasManuel C SuañaОценок пока нет
- Ejercicios FundicionДокумент2 страницыEjercicios FundicionBlanca AstudilloОценок пока нет
- Proceso Metalurgico - Galvanizado de MetalesДокумент5 страницProceso Metalurgico - Galvanizado de MetalesBoo CreativesОценок пока нет
- Análisis Pirognóstico de LanaДокумент11 страницAnálisis Pirognóstico de LanakheithcomОценок пока нет
- Manual de Pavimentos PDFДокумент33 страницыManual de Pavimentos PDFGrecia Carrillo0% (1)
- Familia Del CarbonoДокумент24 страницыFamilia Del CarbonoEdison Fernando CollaguazoОценок пока нет
- Cabrera Trujillo Hannah Gabriela 2020Документ122 страницыCabrera Trujillo Hannah Gabriela 2020Apb SamuОценок пока нет
- Obras Subterráneas en RocaДокумент99 страницObras Subterráneas en RocaZF Marce100% (1)
- Analisis Granulometrico en MorterosДокумент27 страницAnalisis Granulometrico en MorterosSebastian LopezОценок пока нет
- Parcial Resistencia de Materiales2Документ23 страницыParcial Resistencia de Materiales2Hector AguilarОценок пока нет
- Tornillos de culata: tipos y métodos de aprieteДокумент9 страницTornillos de culata: tipos y métodos de aprieteDavidx Escriba100% (1)
- Manual Norma 29Документ37 страницManual Norma 29Martin CovarrubiasОценок пока нет
- Conformación de Vidrio Plano y TubularДокумент3 страницыConformación de Vidrio Plano y TubularErika Xiomara ArrisiagaОценок пока нет
- Determinación de dureza del agua por volumetría de formación de complejosДокумент31 страницаDeterminación de dureza del agua por volumetría de formación de complejosMilagros GamarraОценок пока нет
- Eucoflex Fria PDFДокумент4 страницыEucoflex Fria PDFAlejandroОценок пока нет
- Triptico Geomecanica PDFДокумент2 страницыTriptico Geomecanica PDFLui Quispe Nina100% (1)