Вам также может понравиться
- Bible Secrets of Moses and Solomon Vol2Документ40 страницBible Secrets of Moses and Solomon Vol2jamjam_9567885389% (80)
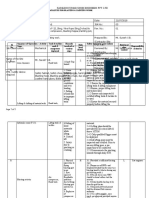
- Job Safety Analysis: Arc WeldingДокумент50 страницJob Safety Analysis: Arc Weldingmurasolimaran100% (1)
- HSE - Safety Gas Welding & CuttingДокумент16 страницHSE - Safety Gas Welding & CuttingAnonymous dvrhf5Оценок пока нет
- Initial & Re-CertificationДокумент107 страницInitial & Re-CertificationSatya PrabhatОценок пока нет
- Cable Tray Installation JSA 21-11-2017 N°0022Документ5 страницCable Tray Installation JSA 21-11-2017 N°0022azerОценок пока нет
- JSA-Using A Type Ladder 2015Документ1 страницаJSA-Using A Type Ladder 2015nishanthОценок пока нет
- JSA Formet New Blasting & PaintingДокумент5 страницJSA Formet New Blasting & Paintingsakthi venkatОценок пока нет
- Work Permit SystemДокумент30 страницWork Permit SystemSantanu Kumar SahuОценок пока нет
- Presentation On Safety For E1 E2 PDFДокумент84 страницыPresentation On Safety For E1 E2 PDFdalalanup90Оценок пока нет
- Spoken English Made Easy: Author: Mrs - Hari Shyamala DharmarДокумент27 страницSpoken English Made Easy: Author: Mrs - Hari Shyamala DharmarSantanu Kumar Sahu75% (8)
- Stock Register StoreДокумент1 218 страницStock Register StoreSantanu Kumar SahuОценок пока нет
- JSA 04 Confined Sapce EntryДокумент1 страницаJSA 04 Confined Sapce EntryalekyaОценок пока нет
- JSA 08 Gas WeldingДокумент1 страницаJSA 08 Gas Weldingmuthuswamy77Оценок пока нет
- Jsa Copper Grounding at Fire PumpДокумент5 страницJsa Copper Grounding at Fire PumpHow Chin Engineering Sdn BhdОценок пока нет
- Safe Use of Oxygen Fuel Gas EquipmentДокумент4 страницыSafe Use of Oxygen Fuel Gas Equipmentzam110Оценок пока нет
- CGC SafetyДокумент9 страницCGC SafetySOLY_POP_10Оценок пока нет
- Checklist For High Risk Work - Hot WorkДокумент8 страницChecklist For High Risk Work - Hot WorkSalsabilla Putri anggrainiОценок пока нет
- Fixed Air Compressor: Do NotДокумент1 страницаFixed Air Compressor: Do NothainguyenbkvhvОценок пока нет
- Hira PDFДокумент69 страницHira PDFvinod100% (1)
- Safety Observation ReportДокумент12 страницSafety Observation Reportmohammed minhaj0% (1)
- 16.18 TBT - Gas Welding and CuttingДокумент2 страницы16.18 TBT - Gas Welding and Cuttinggrant100% (1)
- Oil and Natural Gas Corporation LTD.: 629, Vasudhara Bhavan, Bandra (E), Mumbai-400051 Ph.:022-26562629 Fax:022-26599500Документ9 страницOil and Natural Gas Corporation LTD.: 629, Vasudhara Bhavan, Bandra (E), Mumbai-400051 Ph.:022-26562629 Fax:022-26599500vinesh81Оценок пока нет
- Al Bawani Co. Near Miss ReportДокумент2 страницыAl Bawani Co. Near Miss ReportZahir HSEОценок пока нет
- Safety Inspection Check ListДокумент24 страницыSafety Inspection Check ListSarah MclaughlinОценок пока нет
- Biphasic Liquid Dosage FromДокумент8 страницBiphasic Liquid Dosage FromSwaroopSinghJakhar100% (1)
- T 402Документ13 страницT 402kunal royОценок пока нет
- Disease and IllnessДокумент3 страницыDisease and IllnessAntonius Robby100% (1)
- Workplace Exposure To Vibration in Europe: An Expert ReviewДокумент12 страницWorkplace Exposure To Vibration in Europe: An Expert Reviewrajesh kumarОценок пока нет
- DCL (Logo) : Hand BookДокумент16 страницDCL (Logo) : Hand BookJahangir Sha100% (1)
- Confined Space - Introduction: Canadian Government Departments Responsible For OH&S Confined Space - ProgramДокумент7 страницConfined Space - Introduction: Canadian Government Departments Responsible For OH&S Confined Space - ProgramAnge JuanОценок пока нет
- Safe Use of Cylinder Gases: ©consultnet LimitedДокумент29 страницSafe Use of Cylinder Gases: ©consultnet LimitedAhmad Mensa100% (1)
- HSE - Take Care With AcetyleneДокумент5 страницHSE - Take Care With Acetylenesl1828Оценок пока нет
- NSRP Project: Confined Space Entry CertificateДокумент1 страницаNSRP Project: Confined Space Entry CertificateThanh Tung DongОценок пока нет
- Safety in Gas Welding & Cutting Process PDFДокумент11 страницSafety in Gas Welding & Cutting Process PDFviswamanojОценок пока нет
- Highly Flammable Materials PDFДокумент1 страницаHighly Flammable Materials PDFsubhanmusadiqОценок пока нет
- Site Safety InspectionДокумент2 страницыSite Safety InspectionRabar TahaОценок пока нет
- Safety Award ApplicationДокумент7 страницSafety Award ApplicationJason Smith100% (1)
- Grinding Machine Safety Operating ProcedureДокумент2 страницыGrinding Machine Safety Operating ProcedureDominic Libradilla50% (2)
- Presentation: "Emergency Preparedness"Документ63 страницыPresentation: "Emergency Preparedness"vidhya sagarОценок пока нет
- Compressed Gas SafetyДокумент28 страницCompressed Gas SafetyDiaa Gab-AllahОценок пока нет
- Atlas CopcoДокумент58 страницAtlas CopcoMario Maldonado100% (3)
- International General Certificate Candidate's Observation Sheet Igc3 - The Health and Safety Practical ApplicationДокумент7 страницInternational General Certificate Candidate's Observation Sheet Igc3 - The Health and Safety Practical Applicationsubhanmusadiq60% (10)
- Laws On Industrial SafetyДокумент86 страницLaws On Industrial SafetyTarun Majumdar100% (1)
- Fire Safety Training: The Loss Prevention Unit of The Office of Risk ManagementДокумент53 страницыFire Safety Training: The Loss Prevention Unit of The Office of Risk ManagementFAISAL RAZAОценок пока нет
- 1HDH 118 041 en - Rev. IДокумент53 страницы1HDH 118 041 en - Rev. IKhắc Đồng Trần100% (1)
- Section II: Reading: Passage 1: What Are You Doing Today?Документ6 страницSection II: Reading: Passage 1: What Are You Doing Today?Guilherme Corrêa100% (2)
- 02 TBS Lightning Protection System PDFДокумент448 страниц02 TBS Lightning Protection System PDFgilbertomjcОценок пока нет
- Ladder Safety Check ListДокумент1 страницаLadder Safety Check ListjoesuhreОценок пока нет
- How Chin Engineering: Job Safety AnalysisДокумент5 страницHow Chin Engineering: Job Safety AnalysisHow Chin Engineering Sdn BhdОценок пока нет
- Fuji FCR 5000Документ435 страницFuji FCR 5000Lion Micheal OtitolaiyeОценок пока нет
- Basics of FireДокумент2 страницыBasics of FireMr. XОценок пока нет
- 2300 - Performing The EngagementДокумент1 страница2300 - Performing The EngagementAlexandra AvîrvareiОценок пока нет
- Fire Safety PrinciplesДокумент45 страницFire Safety PrinciplesCollenne Kaye-Lie Garcia UyОценок пока нет
- Civil JSA Form Application of Protective Coating On Sump PitsДокумент1 страницаCivil JSA Form Application of Protective Coating On Sump PitsdrmuhsinОценок пока нет
- Earthworks Technical Strategy PDFДокумент67 страницEarthworks Technical Strategy PDFSantanu Kumar SahuОценок пока нет
- JSA General-Hot-Height-Confined SpaceДокумент26 страницJSA General-Hot-Height-Confined SpaceGMAОценок пока нет
- 51 General Safety Precautions in ConstructionДокумент4 страницы51 General Safety Precautions in ConstructionFazal Ahmed ShaikОценок пока нет
- Ladder SafetyДокумент27 страницLadder SafetySantanu Kumar Sahu100% (1)
- My Report 2 1Документ6 страницMy Report 2 1Tariq AkhtarОценок пока нет
- Toolbox Talks Pneumatic Tools EnglishДокумент1 страницаToolbox Talks Pneumatic Tools EnglishebbasinghОценок пока нет
- Electrical Safety & Accident PreventionДокумент50 страницElectrical Safety & Accident PreventionTina Surve0% (1)
- Isi Safety Codes ListДокумент7 страницIsi Safety Codes ListDrGuru PrasadОценок пока нет
- Safety in Metallizing: Presentation By, A.Mohan RajДокумент10 страницSafety in Metallizing: Presentation By, A.Mohan RajMohan RajОценок пока нет
- Use of Full Body Harness With LanyardДокумент3 страницыUse of Full Body Harness With LanyardSn Ahsan100% (1)
- Earth Pit Maintenance Instructions MBCДокумент2 страницыEarth Pit Maintenance Instructions MBCdilipgmОценок пока нет
- 3216 JSA Roof PlumbingДокумент14 страниц3216 JSA Roof Plumbingmalimsaidi_160040895100% (2)
- Excavation Safety Dos and DontsДокумент4 страницыExcavation Safety Dos and DontsVidya SagarОценок пока нет
- Safety Regulations in The Engineering WorkshopДокумент3 страницыSafety Regulations in The Engineering WorkshopPeter ThomasОценок пока нет
- Safety in Engineering IndustryДокумент6 страницSafety in Engineering IndustryJaved KhanОценок пока нет
- Module 2 of 2 Basic Arc and Gas WeldingДокумент13 страницModule 2 of 2 Basic Arc and Gas WeldingFranzon MelecioОценок пока нет
- The Oxyacetylene Process: Safe Practice and Accident AvoidanceДокумент6 страницThe Oxyacetylene Process: Safe Practice and Accident AvoidanceAsan IbrahimОценок пока нет
- T 1839 F Welding OperationДокумент44 страницыT 1839 F Welding OperationrubelОценок пока нет
- Equipment Operation: Safety GuidelinesДокумент4 страницыEquipment Operation: Safety GuidelinesasxceОценок пока нет
- Ladder SafetyДокумент27 страницLadder SafetySantanu Kumar Sahu100% (1)
- RevisedДокумент12 страницRevisedSantanu Kumar SahuОценок пока нет
- Types of Grouting MethodДокумент376 страницTypes of Grouting MethodSantanu Kumar SahuОценок пока нет
- National Time Series Freq RatesДокумент4 страницыNational Time Series Freq RatesSantanu Kumar SahuОценок пока нет
- Workplace Hazard Notes of IGC 2Документ74 страницыWorkplace Hazard Notes of IGC 2Muhammad Mohtashim67% (3)
- CSДокумент292 страницыCSSantanu Kumar SahuОценок пока нет
- 234 PgdhseДокумент2 страницы234 PgdhseSantanu Kumar SahuОценок пока нет
- ToolboxДокумент2 страницыToolboxSantanu Kumar SahuОценок пока нет
- Weld Neck Flange Inches / Pounds: CLASS 900Документ1 страницаWeld Neck Flange Inches / Pounds: CLASS 900ksathishgreenОценок пока нет
- What Is Emotion-WPS OfficeДокумент3 страницыWhat Is Emotion-WPS OfficeReyboy TagsipОценок пока нет
- Schneider A9F 74206Документ2 страницыSchneider A9F 74206Rasek ResolfОценок пока нет
- Q2-PPT-PE10-Module1.2 (Running As Exercise)Документ30 страницQ2-PPT-PE10-Module1.2 (Running As Exercise)Gericho MarianoОценок пока нет
- Reference Texts - Textes de RéférenceДокумент7 страницReference Texts - Textes de RéférenceSid PatelОценок пока нет
- Slaking SQ Physical Indicator SheetДокумент2 страницыSlaking SQ Physical Indicator Sheetqwerty12348Оценок пока нет
- 68BДокумент5 страниц68BJamie Schultz100% (1)
- Latin American Vocabulary BookДокумент1 страницаLatin American Vocabulary BookWilma AnugrahОценок пока нет
- A Qualitative Study of Depression in Primary Care: Missed Opportunities For Diagnosis and EducationДокумент8 страницA Qualitative Study of Depression in Primary Care: Missed Opportunities For Diagnosis and EducationTeam BEEОценок пока нет
- Legal Requirements For Starting A SME Business in Pakistan PDFДокумент12 страницLegal Requirements For Starting A SME Business in Pakistan PDFUsman AbbasОценок пока нет
- SLL VS NLRCДокумент11 страницSLL VS NLRCJepski ScopeОценок пока нет
- Outlet Temperature HighДокумент5 страницOutlet Temperature HighOzan Gürcan100% (3)
- ClaireДокумент24 страницыClaireMariclaire LibasОценок пока нет
- People. Passion. Possibilities.: .30 .11 Thread Relief As RequiredДокумент40 страницPeople. Passion. Possibilities.: .30 .11 Thread Relief As RequiredFranciscoОценок пока нет
- Red Oxide PrimerДокумент2 страницыRed Oxide Primermarsha.fsdОценок пока нет
- Bechtel - Use of Startup StrainerДокумент17 страницBechtel - Use of Startup Strainerreach_arindomОценок пока нет
- Is 13428 2005Документ47 страницIs 13428 2005Varun DevОценок пока нет
- 11 - Chapter 4 Muslim Law PDFДокумент87 страниц11 - Chapter 4 Muslim Law PDFAnfal BarbhuiyaОценок пока нет
- W - Paul Smith, William C. Compton and W - Beryl WestДокумент5 страницW - Paul Smith, William C. Compton and W - Beryl Westefarfan26Оценок пока нет
- ALP 9th Bio. Ch. 3 MCQs - Nauman SadafДокумент2 страницыALP 9th Bio. Ch. 3 MCQs - Nauman SadafSohail AfzalОценок пока нет