Вам также может понравиться
- HD Imsa Ruedas RodachinasДокумент22 страницыHD Imsa Ruedas RodachinasjexuОценок пока нет
- Compactadora de Viruta MetalicaДокумент37 страницCompactadora de Viruta MetalicaPedro Cueva CalderonОценок пока нет
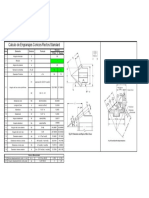
- Calculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFДокумент1 страницаCalculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFdeliaabreguОценок пока нет
- 1010756-Soldadora Mig Indura Amigo 313 Pro PDFДокумент2 страницы1010756-Soldadora Mig Indura Amigo 313 Pro PDFse.baezОценок пока нет
- Taladro StancoДокумент29 страницTaladro StancoqcomoОценок пока нет
- Ficha Tecnica Bomba de Paletas 2520V-2520VQ PVV HydraulicsДокумент11 страницFicha Tecnica Bomba de Paletas 2520V-2520VQ PVV Hydraulicsjose antonio basanta sambranoОценок пока нет
- Matriz MorfologicaДокумент5 страницMatriz MorfologicaRoman QuindioОценок пока нет
- Teoría Del GapДокумент20 страницTeoría Del GapGUSTAVO ALONSO GAMBOA ALCANTARAОценок пока нет
- Italvibras Catalogo MotovibradoresДокумент5 страницItalvibras Catalogo MotovibradoresbalooazulОценок пока нет
- ACDelco TRUCK GOLD SAE 15W-40 CJ-4 SMДокумент2 страницыACDelco TRUCK GOLD SAE 15W-40 CJ-4 SMJaner SanchezОценок пока нет
- Proforma 0005-2017 Servicio de Diagnostico Tecnico de Arrancador Siemens 3RW44Документ1 страницаProforma 0005-2017 Servicio de Diagnostico Tecnico de Arrancador Siemens 3RW44Wilder Ortiz VelasquezОценок пока нет
- Factores de Concentracion de Esfuerzos NortonДокумент8 страницFactores de Concentracion de Esfuerzos NortonAndres Uzzi GuzmanОценок пока нет
- Calculo ConicidadДокумент5 страницCalculo ConicidadMarco VinicioОценок пока нет
- Sentinel TurbinaДокумент9 страницSentinel TurbinabecraftingОценок пока нет
- Catalogo Motores LentaxДокумент43 страницыCatalogo Motores LentaxMaría Laura CanterosОценок пока нет
- Piston Dosificador PDFДокумент1 страницаPiston Dosificador PDFEdwin Bustamante CabreraОценок пока нет
- Tigre PDFДокумент102 страницыTigre PDFmmartinez20120% (1)
- Reporte Motor v8Документ13 страницReporte Motor v8Arturo Vela100% (1)
- Poleas DucasseДокумент23 страницыPoleas DucasseGLADYSОценок пока нет
- Bohler Aplicaciones en EjesДокумент4 страницыBohler Aplicaciones en EjesAbraham Campos ValenciaОценок пока нет
- DP Brochure SP SMДокумент8 страницDP Brochure SP SMjesus paul cuellar zegarra100% (1)
- MaxdurДокумент2 страницыMaxdurJavier ParedesОценок пока нет
- Guia de Tractores D5 - Rev4Документ1 страницаGuia de Tractores D5 - Rev4Daniel Pacheco LlantoyОценок пока нет
- Tesis: Diseño Y Simulación de Una Máquina Cortadora para Tiras de OtatilloДокумент191 страницаTesis: Diseño Y Simulación de Una Máquina Cortadora para Tiras de OtatilloRasecAugustoPanosoOrellanaОценок пока нет
- Cálculo de Fuerzas en Los Rodamientos y Puntos Críticos de Cada EjeДокумент36 страницCálculo de Fuerzas en Los Rodamientos y Puntos Críticos de Cada EjeJuan Sebastian Gamboa TorresОценок пока нет
- Hydraulic SystemsДокумент35 страницHydraulic SystemsCali Melendez100% (3)
- Tornillería - TorrasДокумент82 страницыTornillería - Torraslucas quarchioniОценок пока нет
- Planta y Alzado Rampa-Layout1 PDFДокумент1 страницаPlanta y Alzado Rampa-Layout1 PDFTOMAZY NY RAMOSHUERОценок пока нет
- Ft-Astm A532 ExancoДокумент1 страницаFt-Astm A532 ExancokuusulОценок пока нет
- Acero SISA A2Документ4 страницыAcero SISA A2tekateОценок пока нет
- Furgon Antena de Transmision Bolivia Tv. (12!05!2016) - Model - pdf15Документ1 страницаFurgon Antena de Transmision Bolivia Tv. (12!05!2016) - Model - pdf15Luis ChumaceroОценок пока нет
- Electroerosión Por Hilo 1Документ3 страницыElectroerosión Por Hilo 1jmvpazОценок пока нет
- Diseño Deuna Criba para La Concentracion de Oro paraДокумент172 страницыDiseño Deuna Criba para La Concentracion de Oro paraedwinОценок пока нет
- Diodo Schottky PDFДокумент5 страницDiodo Schottky PDFPool Martinez AlejandroОценок пока нет
- Manual Zarandas ZPH PDFДокумент24 страницыManual Zarandas ZPH PDFAbimaelCcoriCcolqueОценок пока нет
- Electrodos TiposДокумент3 страницыElectrodos TiposSamuel OrtizОценок пока нет
- CD 3154Документ189 страницCD 3154cesitar03100% (1)
- Catálogo ExsaДокумент120 страницCatálogo ExsaPercy Torres100% (2)
- Ficha Tecnica Atel Tte175-2Документ1 страницаFicha Tecnica Atel Tte175-2DIEGO HERNAN PALACIO GILОценок пока нет
- Magna303 PDFДокумент2 страницыMagna303 PDFTeresa ValenciaОценок пока нет
- Ficha Tecnica Equipo de Soldadura Lincoln Megaforce30iДокумент2 страницыFicha Tecnica Equipo de Soldadura Lincoln Megaforce30iDiego AlvarezОценок пока нет
- Norma Alemana Din 3972Документ4 страницыNorma Alemana Din 3972Manuel CardozoОценок пока нет
- Darby - Máquinas DobladorasДокумент7 страницDarby - Máquinas DobladorasQuisperolandoОценок пока нет
- Diseño de Un Molino de Martillos para La Producción de Pegamento CerámicoДокумент8 страницDiseño de Un Molino de Martillos para La Producción de Pegamento CerámicoAndres CarmonaОценок пока нет
- Acople Araña PDFДокумент3 страницыAcople Araña PDFLucho ChaustreОценок пока нет
- Chavetas Con Juego Radial y PrisioneroДокумент1 страницаChavetas Con Juego Radial y PrisioneromartinutniemОценок пока нет
- Equivalencias Aproximada Entre Normas - Aceros URSSAДокумент15 страницEquivalencias Aproximada Entre Normas - Aceros URSSAFelipe VasquezОценок пока нет
- Detalle de Vehiculos y Maquinaria Dir. Adm. 2016Документ20 страницDetalle de Vehiculos y Maquinaria Dir. Adm. 2016Hugo Alejandro Cazco CevallosОценок пока нет
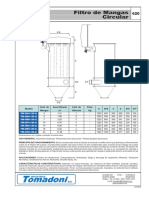
- 620 - Filtro de Mangas Circular PDFДокумент1 страница620 - Filtro de Mangas Circular PDFDanielDeFrancescoОценок пока нет
- Tesis ResortesДокумент217 страницTesis ResortesCarlos Llantoy75% (4)
- Manual Bombas ZM (Rev. 2010)Документ4 страницыManual Bombas ZM (Rev. 2010)gbobadillaОценок пока нет
- Tesis SnorkelДокумент90 страницTesis SnorkelDarwin Guadamud0% (1)
- Perdidas en TurbinasДокумент4 страницыPerdidas en TurbinasLizbeth GОценок пока нет
- Diseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaДокумент119 страницDiseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaLuis Enrique FernandezОценок пока нет
- Abc1320161117-157 - Bombas Manejo Aceite Palma-Palmiste y Agua Residual-Pert DPMДокумент26 страницAbc1320161117-157 - Bombas Manejo Aceite Palma-Palmiste y Agua Residual-Pert DPMCesar BernalОценок пока нет
- Montabert ESДокумент3 страницыMontabert ESJHIMMYОценок пока нет
- Mantenimiento de BuquesДокумент10 страницMantenimiento de BuquesAdw Delgado GuanoОценок пока нет
- Exposicion de Tecnologia de Los MaterialesДокумент19 страницExposicion de Tecnologia de Los MaterialesJulio BelisarioОценок пока нет
- Ensayo - Procesos de Cambio de FormaДокумент22 страницыEnsayo - Procesos de Cambio de FormaFatima SalazarОценок пока нет
- Proyecto SoldaduraДокумент23 страницыProyecto SoldaduraArriaga Ayala EmanuelОценок пока нет
- Semana+11+y+12+ 7 Subestaciones+AéreasДокумент26 страницSemana+11+y+12+ 7 Subestaciones+AéreasYordi AlvitrezОценок пока нет
- Fabricacion de Un MotorДокумент5 страницFabricacion de Un MotorSergio PedrozoОценок пока нет
- Alambre 4043 (Soldadura)Документ1 страницаAlambre 4043 (Soldadura)Sebastián Murillo PossosОценок пока нет
- Reseña Joel Pozos OsorioДокумент1 страницаReseña Joel Pozos OsorioJesus Manuel Muñoz PachecoОценок пока нет
- Informe de Laboratorio 2Документ4 страницыInforme de Laboratorio 2David FarinangoОценок пока нет
- Cap 02Документ33 страницыCap 02DAYNI RodríguezОценок пока нет
- Ciclo BraytonДокумент27 страницCiclo BraytonMaria Guadalupe GarciaОценок пока нет
- Practica PoliuretanoДокумент3 страницыPractica PoliuretanoIsrael Figueroa OviedoОценок пока нет
- 16.2.manual Entrenamiento DVM Pro - 2015Документ85 страниц16.2.manual Entrenamiento DVM Pro - 2015Raul Jaime Flores GuardiaОценок пока нет
- Exed TodosДокумент3 страницыExed TodosDaniel PardoОценок пока нет
- Maquinarías EspecialesДокумент4 страницыMaquinarías EspecialesEdgar Raul Machaca MaytaОценок пока нет
- Generador ManualДокумент328 страницGenerador Manualfranciscosiprotec100% (1)
- MacBook Pro - Especificaciones TécnicasДокумент9 страницMacBook Pro - Especificaciones TécnicasAlexis LovatonОценок пока нет
- Lab 8 - Flip Flop - RegistrosДокумент11 страницLab 8 - Flip Flop - RegistrosBilly Markos Felix GutierrezОценок пока нет
- Estequiometria Del Crecimiento Microbiano-Balances - Sandra Bazan PDFДокумент69 страницEstequiometria Del Crecimiento Microbiano-Balances - Sandra Bazan PDFSandra BazanОценок пока нет
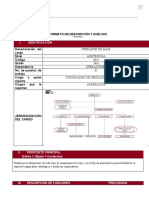
- Manual de Funciones - Operadores de IzajeДокумент10 страницManual de Funciones - Operadores de IzajeCatalina SandovalОценок пока нет
- Diseño de Un Intercambiador de Calor TecsupДокумент10 страницDiseño de Un Intercambiador de Calor TecsupincubutОценок пока нет
- Sistema de Abastecimiento de Agua para Altos Caudales (SAAC) - 2016 PDFДокумент19 страницSistema de Abastecimiento de Agua para Altos Caudales (SAAC) - 2016 PDFBauroОценок пока нет
- Circuitos Electrónicos 1 Clase HДокумент31 страницаCircuitos Electrónicos 1 Clase HPaolo Torreblanca LazoОценок пока нет
- Laboratorio 2Документ7 страницLaboratorio 2ROSITA JASURYОценок пока нет
- Contaminacion de SuelosДокумент61 страницаContaminacion de SuelosAnghela Ortiz FloresОценок пока нет
- UltrasonidoДокумент7 страницUltrasonidoAlexis Espinosa EspinosaОценок пока нет
- Test de IluminaciónДокумент5 страницTest de IluminaciónGustavo García SilvaОценок пока нет
- Asentamiento TerraplenДокумент8 страницAsentamiento TerraplenSantiago Rodriguez LugoОценок пока нет
- Examen Tercer ParcialДокумент2 страницыExamen Tercer ParcialIDangerxI Vs , chake551Оценок пока нет
- Mantencion de Refrigerador IndustrialДокумент1 страницаMantencion de Refrigerador IndustrialMARCO CHAVEZ YNGAОценок пока нет
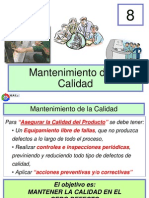
- Mantenimiento de La CalidadДокумент45 страницMantenimiento de La CalidadMarco Vargas90% (10)
- Memoria de Cálculo E6 - Quilca - Ramal Faucett - GambettaДокумент4 страницыMemoria de Cálculo E6 - Quilca - Ramal Faucett - GambettaJimmy HonismanОценок пока нет
- CAJABLANCAV2Документ28 страницCAJABLANCAV2Didi DuarteОценок пока нет
- Common RailДокумент2 страницыCommon RailJhonImaОценок пока нет