Вам также может понравиться
- 4tne94 G1aДокумент22 страницы4tne94 G1aAndré LuisОценок пока нет
- Toyota Forklift Service Manual SupplementДокумент128 страницToyota Forklift Service Manual SupplementSuharto Zuhri100% (2)
- Maintain Dongfeng Diesel Engine ManualДокумент60 страницMaintain Dongfeng Diesel Engine ManualGustavo Belgrano100% (3)
- HINSHI Diesel Engine Direct Ignition System Service Manual 2000Документ184 страницыHINSHI Diesel Engine Direct Ignition System Service Manual 2000Anonymous zw7gMoUN7TОценок пока нет
- TD42 EngineДокумент61 страницаTD42 EngineПетр67% (3)
- Toyota Forklift 6FG - 6FD10-30 Service Repair ManualДокумент41 страницаToyota Forklift 6FG - 6FD10-30 Service Repair ManualRolandas Petkus75% (4)
- Operator's Manual: Hydril K20-5000 Pulsation Dampener IAW PED 97/23/ECДокумент16 страницOperator's Manual: Hydril K20-5000 Pulsation Dampener IAW PED 97/23/ECAli Ali67% (3)
- 4y EcsДокумент109 страниц4y EcsGonçalo Sousa100% (1)
- Toyota 4Y Engine Repair Manual PDFДокумент259 страницToyota 4Y Engine Repair Manual PDFmemo89% (9)
- Operation & Maintenance Manual: Lift Trucks BC20S-5, BC25S-5, BC25SE-5 BC30S-5, BC32S-5 B20S-5, B25S-5, B30S-5, B32S-5Документ133 страницыOperation & Maintenance Manual: Lift Trucks BC20S-5, BC25S-5, BC25SE-5 BC30S-5, BC32S-5 B20S-5, B25S-5, B30S-5, B32S-5DoDuyBacОценок пока нет
- Disassembly and Reassembly (Alternator)Документ16 страницDisassembly and Reassembly (Alternator)arstjunkОценок пока нет
- Engine Repair InstructionsДокумент35 страницEngine Repair InstructionsArmando Orta100% (1)
- ST Louis Screw & Bolt Binder CatalogДокумент52 страницыST Louis Screw & Bolt Binder Catalogmailmuncher2000Оценок пока нет
- S 4 SДокумент157 страницS 4 SRaquel Mejia100% (3)
- Parts e Maintenance Cushman Turf Truckster PDFДокумент150 страницParts e Maintenance Cushman Turf Truckster PDFLeandro L. Bonilha0% (1)
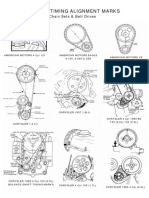
- Factory Timing Marks PDFДокумент6 страницFactory Timing Marks PDFvadiОценок пока нет
- Barnetts Bicycle Repair ManualДокумент685 страницBarnetts Bicycle Repair ManualArturo Peña100% (5)
- Toyota YearДокумент14 страницToyota Yeartecnicogato27Оценок пока нет
- Operation & Maintenance Manual: ForkliftsДокумент252 страницыOperation & Maintenance Manual: ForkliftsДима Селютин0% (1)
- Service Manual & Technical Bulletin: Model 1F4 Series (Vehicle)Документ19 страницService Manual & Technical Bulletin: Model 1F4 Series (Vehicle)kilofome050% (1)
- Cascade 228156R1 - D-CCServ (CurrentModels)Документ40 страницCascade 228156R1 - D-CCServ (CurrentModels)re diezОценок пока нет
- (Ut20 35P Ut25c Ut30c) U Om en Us (10 2015)Документ149 страниц(Ut20 35P Ut25c Ut30c) U Om en Us (10 2015)Emmanuel R. Siwila60% (5)
- Service Manual: S6S Diesel EngineДокумент7 страницService Manual: S6S Diesel EngineAmri Anwar50% (4)
- Hyster A274 PM PDFДокумент406 страницHyster A274 PM PDFLaki100% (1)
- Manual de Manutenção Flexi G4Документ238 страницManual de Manutenção Flexi G4jordeane fontenele67% (3)
- Nissan H20 Engine SpecificationsДокумент2 страницыNissan H20 Engine SpecificationsAwal Asri100% (2)
- Utilev Ut15we Ssheet en Rev00Документ4 страницыUtilev Ut15we Ssheet en Rev00Marco ChablaОценок пока нет
- 1971 C.C.W Model 340, 400, and 440 Engine Technical Service ManualДокумент68 страниц1971 C.C.W Model 340, 400, and 440 Engine Technical Service ManualGus McGrathОценок пока нет
- Volkswagen Taro 2Y 4Y Engine ManualДокумент186 страницVolkswagen Taro 2Y 4Y Engine ManualManos StavrouОценок пока нет
- KO-325-02 Assembly ManualДокумент341 страницаKO-325-02 Assembly ManualMoch. Fajar Rahmatulloh100% (1)
- EGR Cooler Removal (4JJ1 Without DPD) : 1. Component ViewsДокумент46 страницEGR Cooler Removal (4JJ1 Without DPD) : 1. Component ViewsPatricio ValenciaОценок пока нет
- BigJoe s22 OwenersДокумент118 страницBigJoe s22 OwenersYang GomezОценок пока нет
- YALE (E818) GLC120SVX LIFT TRUCK Service Repair Manual PDFДокумент23 страницыYALE (E818) GLC120SVX LIFT TRUCK Service Repair Manual PDFjkdmsmemmd0% (3)
- Motor S4S MitsubishiДокумент7 страницMotor S4S MitsubishiDEYNERОценок пока нет
- 2T75H Parts Catalog (For Toyota)Документ63 страницы2T75H Parts Catalog (For Toyota)Галина КарташоваОценок пока нет
- Understanding parts interchangeabilityДокумент69 страницUnderstanding parts interchangeabilityKoczyОценок пока нет
- Caterpillar Cat GC25K HP Forklift Lift Trucks Service Repair Manual SN AT82E-90011 and Up PDFДокумент30 страницCaterpillar Cat GC25K HP Forklift Lift Trucks Service Repair Manual SN AT82E-90011 and Up PDFfujsjejfksekmem0% (2)
- PARTS MANUAL FOR C 20/25/30/33(35) D SERIAL NUMBER P232D - XXXX - 9677 KFДокумент367 страницPARTS MANUAL FOR C 20/25/30/33(35) D SERIAL NUMBER P232D - XXXX - 9677 KFГригорий УсачёвОценок пока нет
- 200704-ENGINE PARTSДокумент69 страниц200704-ENGINE PARTSИгорь Самоукин50% (4)
- City of Norfolk, Virginia Department of UtilitiesДокумент23 страницыCity of Norfolk, Virginia Department of UtilitiesGjorgjiSokolovskiОценок пока нет
- H2000 5-10t Service and Operation ManualДокумент111 страницH2000 5-10t Service and Operation ManualArnaldo Benitez100% (1)
- SM-Toyota 5FG33-45, 5FD33-45, 5FGE35, 5FDE35 Forklift Service Repair Manual PDFДокумент559 страницSM-Toyota 5FG33-45, 5FD33-45, 5FGE35, 5FDE35 Forklift Service Repair Manual PDFvadim vadim71% (7)
- Display Panel For Sem Controls (Windows Version)Документ50 страницDisplay Panel For Sem Controls (Windows Version)mirko coppiniОценок пока нет
- 4y-E Repair Manual Ce663Документ259 страниц4y-E Repair Manual Ce663Иван Кумбров100% (1)
- Operating and Maintenance Manualnual - Rev.Документ18 страницOperating and Maintenance Manualnual - Rev.NASAyko100% (1)
- Service ManualДокумент52 страницыService ManualRonald Piedrahita92% (13)
- Rotex Solenoid ValveДокумент7 страницRotex Solenoid ValvejoseОценок пока нет
- 04 - Howden - Installation-Maintenance D-Series Fans PDFДокумент20 страниц04 - Howden - Installation-Maintenance D-Series Fans PDFwilly12345120% (1)
- Baoli Forklift KBET 15-20 Maintenance ManualДокумент100 страницBaoli Forklift KBET 15-20 Maintenance ManualSARAMQR100% (1)
- Instruction For Use IM QMДокумент26 страницInstruction For Use IM QMeliahud100% (1)
- 0600SRM0705 (03 2006) Uk en PDFДокумент132 страницы0600SRM0705 (03 2006) Uk en PDFPedro CarvalhoОценок пока нет
- 1 Technical Specification For ERSДокумент16 страниц1 Technical Specification For ERSipraoОценок пока нет
- J13, J15, J16 Engines EFДокумент20 страницJ13, J15, J16 Engines EFMartial Arcos Medina0% (1)
- Operation 490BДокумент60 страницOperation 490BYe Min Htike100% (1)
- Power Train Guide for 20/25/30/33D-7(EДокумент40 страницPower Train Guide for 20/25/30/33D-7(ECarlos Irabedra100% (1)
- Toyota 1z Engine ManualДокумент4 страницыToyota 1z Engine Manualvadim vadim0% (2)
- Parts List: WarningДокумент111 страницParts List: WarningSocma ReachstackersОценок пока нет
- 99610-33100, Mitsubishi S6S, S6S-T - (Operation Manual) - (E) PDFДокумент88 страниц99610-33100, Mitsubishi S6S, S6S-T - (Operation Manual) - (E) PDFjaime100% (5)
- LS ManualДокумент16 страницLS ManualMartin Bloch100% (1)
- Hyster H36.00-48.000, 16CH - D117Документ936 страницHyster H36.00-48.000, 16CH - D117Bernard100% (3)
- ATS48 Repair Trouble Shooting ManualДокумент248 страницATS48 Repair Trouble Shooting ManualRodolfoAntonioLeónCárdenas100% (3)
- (A214) 897998 H PM Us en (06 2006)Документ812 страниц(A214) 897998 H PM Us en (06 2006)Adam Lee100% (4)
- Nissanqd32engineservicemanual 160831215636Документ108 страницNissanqd32engineservicemanual 160831215636Miguel GomezОценок пока нет
- Toyota 3fДокумент3 страницыToyota 3fJuan RamosОценок пока нет
- Straddle Lift Truck: Operator'S ManualДокумент28 страницStraddle Lift Truck: Operator'S ManualDmitryОценок пока нет
- Transmissão H90 - (11-2018) - US-ENДокумент98 страницTransmissão H90 - (11-2018) - US-ENLucio de SáОценок пока нет
- 4Y Operation Manual MDN-18SДокумент53 страницы4Y Operation Manual MDN-18SJefferson Diaz100% (1)
- Sebu7731-08 BДокумент6 страницSebu7731-08 BTeo Deustch100% (2)
- K25 8Документ17 страницK25 8mushfiq66Оценок пока нет
- Valve Mechanism Disassembly and Inspection GuideДокумент12 страницValve Mechanism Disassembly and Inspection GuidemanualОценок пока нет
- Toyota LC HZJ78 02 CL ClutchДокумент4 страницыToyota LC HZJ78 02 CL Clutchyannis.spinnerОценок пока нет
- Motor Mehanika HD-120 PDFДокумент119 страницMotor Mehanika HD-120 PDFанджелаОценок пока нет
- BMW-Motorrad - 0B54 - F 800 R Engine Replacement GuideДокумент9 страницBMW-Motorrad - 0B54 - F 800 R Engine Replacement GuideGustavo FajardoОценок пока нет
- Katalog NSU Max - de .EnДокумент73 страницыKatalog NSU Max - de .EnGuille GimenoОценок пока нет
- l60F/L70f/L90F: Service ManualДокумент84 страницыl60F/L70f/L90F: Service ManualJosé Rubián González RОценок пока нет
- 2Документ20 страниц2DanielОценок пока нет
- SKEE BALL Classic: Installation and Operation Rocker Arm ReleaseДокумент22 страницыSKEE BALL Classic: Installation and Operation Rocker Arm ReleaseTylerMidkiffОценок пока нет
- Different Hand ToolsДокумент37 страницDifferent Hand ToolsPogi MedinoОценок пока нет
- Catalog NORBAR 2009 PDFДокумент102 страницыCatalog NORBAR 2009 PDFconcefaОценок пока нет
- Jdma17 2Документ8 страницJdma17 2qualidadesider0% (1)
- Amend - Yaris Air Bag - E - GeneralДокумент18 страницAmend - Yaris Air Bag - E - Generalcamionetanissanz20Оценок пока нет
- T101 Drilling Machine BrochureДокумент4 страницыT101 Drilling Machine BrochureRicardo OrtegaОценок пока нет
- Repair SD 100 5Документ16 страницRepair SD 100 5aytepeОценок пока нет
- Adjust Valve GH8Документ21 страницаAdjust Valve GH8Ab Dila LueОценок пока нет
- Hydraulic Tool Catalog 2021Документ20 страницHydraulic Tool Catalog 2021sebastián BohórquezОценок пока нет
- Installation and Maintenance Manual for High Shear Duplex Batch Mixer Model KDDДокумент21 страницаInstallation and Maintenance Manual for High Shear Duplex Batch Mixer Model KDDالسماني احمدОценок пока нет
- MNL 0172 PDFДокумент42 страницыMNL 0172 PDFUlises Fernandez100% (1)
- Unbrako PLДокумент88 страницUnbrako PLRavi KasaudhanОценок пока нет
- XS85 To XS145 Specs - March 2011-4Документ8 страницXS85 To XS145 Specs - March 2011-4lucioleo1975Оценок пока нет
- Doosan - 02022015144522 - 403 - 46553434 - Operation and Maintenance ManualДокумент74 страницыDoosan - 02022015144522 - 403 - 46553434 - Operation and Maintenance ManualSgly ZemogОценок пока нет