Вам также может понравиться
- Grp. 8 Case Study 2Документ2 страницыGrp. 8 Case Study 2Raymond Baldelovar100% (1)
- Introduction: Mechanics: Reporter: Raymond P. Baldelovar Section: Professor: Adoracion S. Kuhutan DateДокумент2 страницыIntroduction: Mechanics: Reporter: Raymond P. Baldelovar Section: Professor: Adoracion S. Kuhutan DateRaymond BaldelovarОценок пока нет
- Grp. 8 Case Study 1Документ6 страницGrp. 8 Case Study 1Raymond BaldelovarОценок пока нет
- Raymond's Experiment With KhadiДокумент17 страницRaymond's Experiment With KhadiRaymond BaldelovarОценок пока нет
- Case Study No. 2 (Group 5) - Raymond Giving A New Spin To KhadiДокумент6 страницCase Study No. 2 (Group 5) - Raymond Giving A New Spin To KhadiRaymond BaldelovarОценок пока нет
- Physics - Comics Strip - Pre-FinalДокумент3 страницыPhysics - Comics Strip - Pre-FinalRaymond BaldelovarОценок пока нет
- PHYSICS LABORATORY DO's and DON'TSДокумент1 страницаPHYSICS LABORATORY DO's and DON'TSRaymond BaldelovarОценок пока нет
- Automating The Irrigation SystemДокумент10 страницAutomating The Irrigation SystemRaymond BaldelovarОценок пока нет
- Assignment No. 1 - Control and InstrumentationДокумент5 страницAssignment No. 1 - Control and InstrumentationRaymond BaldelovarОценок пока нет
- Chapter 4: The Near-Wellbore Condition and Damage Characterization Skin EffectsДокумент16 страницChapter 4: The Near-Wellbore Condition and Damage Characterization Skin EffectsRaymond BaldelovarОценок пока нет
- Youth Population Trends and Sustainable DevelopmentДокумент4 страницыYouth Population Trends and Sustainable DevelopmentRaymond BaldelovarОценок пока нет
- IJIRSTV4I12030Документ5 страницIJIRSTV4I12030Raymond BaldelovarОценок пока нет
- Manuscript Centrifugal Pumps FinalДокумент9 страницManuscript Centrifugal Pumps FinalRaymond BaldelovarОценок пока нет
- Reaction PaperДокумент4 страницыReaction PaperRaymond BaldelovarОценок пока нет
- A Brief History of ArchaeologyДокумент2 страницыA Brief History of ArchaeologyRaymond BaldelovarОценок пока нет
- UO GraphДокумент6 страницUO GraphRaymond BaldelovarОценок пока нет
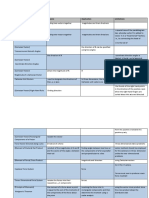
- Tools Purpose (S) Application (S) Limitation (S) TheoriesДокумент12 страницTools Purpose (S) Application (S) Limitation (S) TheoriesRaymond BaldelovarОценок пока нет
- Nitrogen Phase Diagram PDFДокумент1 страницаNitrogen Phase Diagram PDFRaymond BaldelovarОценок пока нет
- A Disney World: Arabian City of AgrabahДокумент6 страницA Disney World: Arabian City of AgrabahRaymond BaldelovarОценок пока нет
- Task 3Документ2 страницыTask 3Raymond Baldelovar100% (1)
- Chapter 9 ANOVAДокумент2 страницыChapter 9 ANOVARaymond BaldelovarОценок пока нет
- Engineering MechanicsДокумент3 страницыEngineering MechanicsRaymond BaldelovarОценок пока нет
- Jasplakinolide, Jaspis Johnstoni: Tel 0800 6931 000 Tel (800) 628-8470 Tel 0115 9430 840Документ2 страницыJasplakinolide, Jaspis Johnstoni: Tel 0800 6931 000 Tel (800) 628-8470 Tel 0115 9430 840Raymond BaldelovarОценок пока нет
- Rizal'S Concepts On Nation BuildingДокумент6 страницRizal'S Concepts On Nation BuildingPythagorasОценок пока нет
- Strength of Materials QuestionsДокумент16 страницStrength of Materials QuestionsRaymond BaldelovarОценок пока нет
- A Brief History of Archaeology 1Документ9 страницA Brief History of Archaeology 1Raymond BaldelovarОценок пока нет
- Ideal Gas Vs Real GasДокумент9 страницIdeal Gas Vs Real GasRaymond BaldelovarОценок пока нет
- Rizal'S Concepts On Nation BuildingДокумент6 страницRizal'S Concepts On Nation BuildingPythagorasОценок пока нет
- Rizal Course ReviewerДокумент12 страницRizal Course ReviewerRaymond BaldelovarОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Webversion Production of EthyleneДокумент7 страницWebversion Production of EthyleneasyenvladiОценок пока нет
- 112-Answers To The 2012 AFPM QA QuestionsДокумент5 страниц112-Answers To The 2012 AFPM QA QuestionselglockОценок пока нет
- OSHA Technical Manual PDFДокумент102 страницыOSHA Technical Manual PDFAshish PatelОценок пока нет
- Pengantar Teknik Kimia - Oil Refining 2018Документ39 страницPengantar Teknik Kimia - Oil Refining 2018Annisah MardiyyahОценок пока нет
- Navigant's Kitimat Refinery Final ReportДокумент33 страницыNavigant's Kitimat Refinery Final ReportThe Vancouver SunОценок пока нет
- Uop Unicracking Process For Hydrocracking: Donald AckelsonДокумент12 страницUop Unicracking Process For Hydrocracking: Donald AckelsonBharavi K SОценок пока нет
- Laboratory Determination of Fluid Saturations: by Dr-Eissa Shokir PE 363Документ12 страницLaboratory Determination of Fluid Saturations: by Dr-Eissa Shokir PE 363José TimanáОценок пока нет
- Integration of Petrochemical and Refinery Plants As An Approach To Compete in Hydrocarbon MarketДокумент31 страницаIntegration of Petrochemical and Refinery Plants As An Approach To Compete in Hydrocarbon MarketHuiJooHweeОценок пока нет
- Grassroot Refinery Economics PDFДокумент45 страницGrassroot Refinery Economics PDFKokil JainОценок пока нет
- Gasoline Properties FAQ 100 PagesДокумент99 страницGasoline Properties FAQ 100 PagesNattapong PongbootОценок пока нет
- Preliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFДокумент15 страницPreliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFNina KonitatОценок пока нет
- Chapter 13Документ60 страницChapter 13ManoakiОценок пока нет
- Yr 11 Chemistry Exam NotesДокумент13 страницYr 11 Chemistry Exam NotesadfknaljhОценок пока нет
- Project On Tatipaka Refinery (2018-19)Документ99 страницProject On Tatipaka Refinery (2018-19)YUDHISTHIR BEHERAОценок пока нет
- Vinyl Chloride Production-OriginalДокумент81 страницаVinyl Chloride Production-Originaligor010483% (6)
- Crude Oil ProductsДокумент8 страницCrude Oil ProductsYasir ButtОценок пока нет
- MEO Class IV Oral QuestionsДокумент18 страницMEO Class IV Oral Questionsdeepanck100% (2)
- Ammonia SCCДокумент4 страницыAmmonia SCCbramОценок пока нет
- Production of Acetylene and Acetylene-Based Chemicals From CoalДокумент18 страницProduction of Acetylene and Acetylene-Based Chemicals From CoalS.P.Оценок пока нет
- PlasticsEurope Eco-Profile VCM PVCДокумент48 страницPlasticsEurope Eco-Profile VCM PVCABC100% (1)
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Документ39 страницUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaОценок пока нет
- BIo Jet Furfural México PDFДокумент23 страницыBIo Jet Furfural México PDFEstefania Ortiz AriasОценок пока нет
- Modular Crude Oil ToppingДокумент11 страницModular Crude Oil Toppingstimayo010809Оценок пока нет
- Jan Gulfpub - HP - 202201Документ86 страницJan Gulfpub - HP - 202201nafees ahmadОценок пока нет
- PWE April 2019Документ25 страницPWE April 2019Serban Ionescu100% (1)
- ICIS PetrochemicalsPosterДокумент1 страницаICIS PetrochemicalsPosterKinoiОценок пока нет
- Unit-1 - Introduction To Petrochemicals (2) (Autosaved)Документ108 страницUnit-1 - Introduction To Petrochemicals (2) (Autosaved)prathamesh singhОценок пока нет
- Ethanol To Butadiene A ReviewДокумент52 страницыEthanol To Butadiene A ReviewdapinillaОценок пока нет
- The State and The Emergence of The British Oil IndustryДокумент275 страницThe State and The Emergence of The British Oil IndustryIonut AvramОценок пока нет