Вам также может понравиться
- WPS For SSДокумент1 страницаWPS For SSdeepakОценок пока нет
- WPS 84281 R06Документ1 страницаWPS 84281 R06Ritesh kumarОценок пока нет
- Draf WPSДокумент2 страницыDraf WPSMj EdinОценок пока нет
- WPS for Urea Reclaimer Butt Joint WeldingДокумент1 страницаWPS for Urea Reclaimer Butt Joint Weldingasirul_meОценок пока нет
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Документ2 страницыASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesДокумент2 страницыWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhОценок пока нет
- SPL - PQR-WPS-SWPS SmawДокумент7 страницSPL - PQR-WPS-SWPS Smawgopuvinu4uОценок пока нет
- Prequalified Qualified by TestingДокумент5 страницPrequalified Qualified by Testingcarlosoliveros1967Оценок пока нет
- WPS for Welding ASTM A36 Steel with E7018 ElectrodesДокумент1 страницаWPS for Welding ASTM A36 Steel with E7018 Electrodeshenry ayalaОценок пока нет
- QW 482 WPSДокумент2 страницыQW 482 WPSsmit patelОценок пока нет
- Computer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Документ1 страницаComputer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Erick GoyesОценок пока нет
- WPS - BilДокумент8 страницWPS - BilShahdeoОценок пока нет
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherДокумент2 страницыProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamОценок пока нет
- Aws D1.6 - SS316 WPSДокумент1 страницаAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Template SRFWДокумент1 страницаTemplate SRFWDylan TriggОценок пока нет
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Документ2 страницыProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahОценок пока нет
- WPS & PQRДокумент13 страницWPS & PQRValentin RadulescuОценок пока нет
- Welding Procedure Specification (WPS) : Page: 1/1Документ5 страницWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirОценок пока нет
- PQR Saw ProcessДокумент1 страницаPQR Saw ProcessARUL ARON JOSEОценок пока нет
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Документ9 страниц(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaОценок пока нет
- Welding Procedure Specification (WPS)Документ2 страницыWelding Procedure Specification (WPS)Rejoy babyОценок пока нет
- WPS 1.1Документ1 страницаWPS 1.1Juan Diego Carvajal100% (1)
- Template Pipe PlateДокумент1 страницаTemplate Pipe PlateFarhan AmzarОценок пока нет
- Draft WPSДокумент3 страницыDraft WPSWale OyeludeОценок пока нет
- WPS Welding Performance SpecialistДокумент2 страницыWPS Welding Performance SpecialistGobinath GovindarajОценок пока нет
- DraftДокумент32 страницыDraftAnilkumarОценок пока нет
- Preliminary WPS for 12.7mm SMAW WeldingДокумент3 страницыPreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- Toaz - Info Welding Procedure Specification Format PRДокумент3 страницыToaz - Info Welding Procedure Specification Format PRKarim ZahranОценок пока нет
- Quinco Steel Inc.: Welding Procedure Specification (WPS)Документ1 страницаQuinco Steel Inc.: Welding Procedure Specification (WPS)wmajordan13Оценок пока нет
- Welding Procedure Specifications (WPS) : AWS D1.1Документ2 страницыWelding Procedure Specifications (WPS) : AWS D1.1BS AhnОценок пока нет
- Annex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Документ2 страницыAnnex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Daniel ZapataОценок пока нет
- PQR Gmaw3gДокумент5 страницPQR Gmaw3gPatel VvnОценок пока нет
- P WPS Smaw Ceym 001 021Документ1 страницаP WPS Smaw Ceym 001 021juan carlos garavitoОценок пока нет
- Preliminary - Welding Procedure Specification (WPS)Документ1 страницаPreliminary - Welding Procedure Specification (WPS)Rudi DaОценок пока нет
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKДокумент2 страницыWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaОценок пока нет
- Filled WPS Single FCAWДокумент3 страницыFilled WPS Single FCAWAhmad ShaheenОценок пока нет
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONДокумент3 страницыWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirДокумент3 страницыWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- Welding Procedure Specification: ST NDДокумент1 страницаWelding Procedure Specification: ST NDMaung SleeperОценок пока нет
- QC E7018 CJP B-L1a OverheadДокумент1 страницаQC E7018 CJP B-L1a Overheadwmajordan13Оценок пока нет
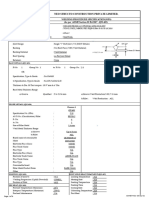
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7503-0DB32-3FA4Документ1 страницаData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7503-0DB32-3FA4jitendra patelОценок пока нет
- AWS D1.1 - Example PQR & WPS DocumentsДокумент4 страницыAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Wps - Asme Ix - Gtaw - PipaДокумент5 страницWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeДокумент6 страницWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberОценок пока нет
- 1nb1354-4aa40-4aa0-Z A65+g50+k11+k97+l27+w72Документ2 страницы1nb1354-4aa40-4aa0-Z A65+g50+k11+k97+l27+w72Lance AyoubОценок пока нет
- GMAW welding parameters for SS400 pipeДокумент2 страницыGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Документ2 страницыTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaОценок пока нет
- LARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONДокумент2 страницыLARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONRohiОценок пока нет
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7501-3AB03-5AA4Документ1 страницаData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE7501-3AB03-5AA4Shekhar PhaseОценок пока нет
- 07.3 111 FW ML PF WPS 20mm EngДокумент1 страница07.3 111 FW ML PF WPS 20mm EngViktorОценок пока нет
- Welding Procedure Data Sheet for Steel Groups 1-3Документ1 страницаWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoОценок пока нет
- PWPS CS To SS446-3Документ5 страницPWPS CS To SS446-3BIIS QAQC Babu SivaОценок пока нет
- Wps API-mwt 2020Документ24 страницыWps API-mwt 2020afshohil anamОценок пока нет
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Документ1 страницаAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetОценок пока нет
- Smaw Wps FinalДокумент3 страницыSmaw Wps FinalsheikmoinОценок пока нет
- Welding Procedure Specification (WPS) : Joint Design PositionДокумент9 страницWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryОценок пока нет
- ARL-AL-WPS-001 welding procedureДокумент2 страницыARL-AL-WPS-001 welding procedurerajuajiОценок пока нет
- (P1) NSC-1020-TR-0102-1.1-WPS-06Документ6 страниц(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaОценок пока нет
- Astm 20M PDFДокумент33 страницыAstm 20M PDFDee DeeОценок пока нет
- Problem ExamДокумент1 страницаProblem ExamJimmy David Espinoza MejiaОценок пока нет
- FlexibilidadДокумент2 страницыFlexibilidadJimmy David Espinoza MejiaОценок пока нет
- Inspection and Test Plan for Hydrostatic TestДокумент12 страницInspection and Test Plan for Hydrostatic TestJimmy David Espinoza MejiaОценок пока нет
- Astm A860a-860mДокумент5 страницAstm A860a-860mCarlos Abril FlorezОценок пока нет
- Punto a (mm) F (N) u (mm) h (N) uh/2 Δa RДокумент2 страницыPunto a (mm) F (N) u (mm) h (N) uh/2 Δa RJimmy David Espinoza MejiaОценок пока нет
- University of Liège - Aerospace & Mechanical Engineering: Ludovic NoelsДокумент48 страницUniversity of Liège - Aerospace & Mechanical Engineering: Ludovic NoelsJimmy David Espinoza MejiaОценок пока нет
- ASTM STANDARDS 2004 PART 5Документ5 страницASTM STANDARDS 2004 PART 5Jimmy David Espinoza MejiaОценок пока нет
- Fracture Mech MasterДокумент390 страницFracture Mech MasterJimmy David Espinoza MejiaОценок пока нет
- Body Crunch & Exercise Bike-2018Документ4 страницыBody Crunch & Exercise Bike-2018Jimmy David Espinoza MejiaОценок пока нет
- Astm Parte 3Документ5 страницAstm Parte 3Jimmy David Espinoza MejiaОценок пока нет
- ASTM A 6m-01a PDFДокумент63 страницыASTM A 6m-01a PDFLizz EstradaОценок пока нет
- Torsion TestingДокумент13 страницTorsion TestingJimmy David Espinoza MejiaОценок пока нет
- Photo ChekДокумент2 страницыPhoto ChekJimmy David Espinoza MejiaОценок пока нет
- GuideДокумент89 страницGuideAsif HameedОценок пока нет
- Instruction Manual Manual de Instrucciones: 4-151-026-61 (1) CECH-2001AДокумент120 страницInstruction Manual Manual de Instrucciones: 4-151-026-61 (1) CECH-2001ARocío RodríguezОценок пока нет
- Examen Medico Ocupacional Frank TorresДокумент17 страницExamen Medico Ocupacional Frank TorresJimmy David Espinoza MejiaОценок пока нет
- Software Guide PM1405 EngДокумент33 страницыSoftware Guide PM1405 EngJimmy David Espinoza MejiaОценок пока нет
- Astm E94 - Guia Estandar para Radiografia PDFДокумент13 страницAstm E94 - Guia Estandar para Radiografia PDFJimmy David Espinoza MejiaОценок пока нет
- Imecon: TransmittalДокумент1 страницаImecon: TransmittalJimmy David Espinoza MejiaОценок пока нет
- 660 Series Type B Certificate Termination Letter Aug 2009 Final PDFДокумент1 страница660 Series Type B Certificate Termination Letter Aug 2009 Final PDFJimmy David Espinoza MejiaОценок пока нет
- API Creep RuptureДокумент3 страницыAPI Creep RuptureRavi Raj100% (1)
- Certificate Number Utc08181Документ1 страницаCertificate Number Utc08181Jimmy David Espinoza MejiaОценок пока нет
- Semt/Mec Manta, Ecuador: 10-1R Eloy Alfaro IntlДокумент16 страницSemt/Mec Manta, Ecuador: 10-1R Eloy Alfaro IntlDavid CordovillaОценок пока нет
- Mobile GIS Platforms and Applications with ArcGISДокумент28 страницMobile GIS Platforms and Applications with ArcGISZachary Perkins100% (1)
- Steel Design 6 April 2023 PDFДокумент2 страницыSteel Design 6 April 2023 PDFTristan CatapangОценок пока нет
- Principles of Differential RelayingДокумент115 страницPrinciples of Differential RelayingelitesankarОценок пока нет
- SP 5500 V5.1 1.0Документ17 страницSP 5500 V5.1 1.0Rama Tenis CopecОценок пока нет
- As Statistics Mechanics 1Документ240 страницAs Statistics Mechanics 1claire zhouОценок пока нет
- Propeller Model Tests GuideДокумент12 страницPropeller Model Tests GuideOdpewğw RlelelwОценок пока нет
- Certificate: Shear MachineДокумент3 страницыCertificate: Shear MachinegilbertoОценок пока нет
- Staad FoundationДокумент25 страницStaad FoundationAnonymous nwByj9L100% (2)
- Ellipse Properties and GraphingДокумент24 страницыEllipse Properties and GraphingREBY ARANZOОценок пока нет
- MC Maths - Lesson Plans - Stage 6 - C05Документ9 страницMC Maths - Lesson Plans - Stage 6 - C05syasmiitaОценок пока нет
- Java Array, Inheritance, Exception Handling Interview QuestionsДокумент14 страницJava Array, Inheritance, Exception Handling Interview QuestionsMuthumanikandan Hariraman0% (1)
- Swiftautoid SA T9680 Black Series 2D Imager Andriod Industrial TabletДокумент2 страницыSwiftautoid SA T9680 Black Series 2D Imager Andriod Industrial TabletAirul MutaqinОценок пока нет
- Cadillac: Operator'S ManualДокумент63 страницыCadillac: Operator'S ManualRaj jainОценок пока нет
- Justifying The CMM: (Coordinate Measuring Machine)Документ6 страницJustifying The CMM: (Coordinate Measuring Machine)pm089Оценок пока нет
- Answer: 60% Answer: Geography 55%: Harmonic Mean-Is Good at Handling Large OutliersДокумент2 страницыAnswer: 60% Answer: Geography 55%: Harmonic Mean-Is Good at Handling Large Outliersroshia maeОценок пока нет
- Dev - Mag - 09Документ26 страницDev - Mag - 09georgpiorczynskiОценок пока нет
- Components of A BarrageДокумент21 страницаComponents of A BarrageEngr.Hamid Ismail CheemaОценок пока нет
- Standard Normal Distribution Table PDFДокумент1 страницаStandard Normal Distribution Table PDFWong Yan LiОценок пока нет
- Sky Telescope 201304Документ90 страницSky Telescope 201304Haydn BassarathОценок пока нет
- Is 15894-2018Документ25 страницIs 15894-2018surender kumarОценок пока нет
- Cot 2018-2019Документ11 страницCot 2018-2019Crush Na Crush KitaОценок пока нет
- EEE415 Digital Image Processing: Frequency Domain FilteringДокумент50 страницEEE415 Digital Image Processing: Frequency Domain FilteringFAISAL NAWABОценок пока нет
- Tensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositeДокумент4 страницыTensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositemhmmdzulvaОценок пока нет
- Frege: Sense and Reference One Hundred Years LaterДокумент215 страницFrege: Sense and Reference One Hundred Years LaterfabioingenuoОценок пока нет
- Business Calculus NotesДокумент38 страницBusiness Calculus NotesTom KowalskiОценок пока нет
- (Artigo) - Non-Oriented Electrical Steel Sheets - D. S. PETROVI PDFДокумент9 страниц(Artigo) - Non-Oriented Electrical Steel Sheets - D. S. PETROVI PDFcandongueiroОценок пока нет
- EE - Revision Through Question - GATE - 2020 PDFДокумент138 страницEE - Revision Through Question - GATE - 2020 PDFRamesh KumarОценок пока нет
- Daily production planning and capacity analysisДокумент27 страницDaily production planning and capacity analysisahetОценок пока нет
- CREATE A CORRECTLY SCALED NETWORK FROM SCRATCHДокумент5 страницCREATE A CORRECTLY SCALED NETWORK FROM SCRATCHMauricio Senior RamírezОценок пока нет