Вам также может понравиться
- Intercambiadores de CalorДокумент105 страницIntercambiadores de CalorGladis tarifaОценок пока нет
- Gasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleОт EverandGasificación de briquetas de carbón con biomasa:: una alternativa energética sostenibleОценок пока нет
- Manual Publicidad y Datos Komatsu PC 160 PDFДокумент20 страницManual Publicidad y Datos Komatsu PC 160 PDFtom souzaОценок пока нет
- Instalacion de Instrumentos en Areas Clasificadas: Especificación de DiseñoДокумент14 страницInstalacion de Instrumentos en Areas Clasificadas: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Prueba Ciencias Naturales - Luz - 3° BásicoДокумент5 страницPrueba Ciencias Naturales - Luz - 3° BásicoJavi Gatica SanchoОценок пока нет
- Electro-Refinación de La Plata en PMPДокумент60 страницElectro-Refinación de La Plata en PMPJESUS DANIEL GONZALES VILCA100% (1)
- Introduccion A La Simulacion Con HysysДокумент128 страницIntroduccion A La Simulacion Con HysysMaileth Carolina Anillo ArrietaОценок пока нет
- Calculo Del Diámetro y Altura de Una TorreДокумент14 страницCalculo Del Diámetro y Altura de Una TorreJavier De Los Santos Trinidad100% (1)
- Clases de Hysys 7 OptimizerДокумент62 страницыClases de Hysys 7 OptimizerMaría Alejandra Ayude100% (1)
- Presentación de PowerPoint - TF-2252 Intercambiadores de Calor Diseño TérmicoДокумент132 страницыPresentación de PowerPoint - TF-2252 Intercambiadores de Calor Diseño TérmicoJuan Diego QuevedoОценок пока нет
- METANOL LurgiДокумент42 страницыMETANOL LurgiRodrigo Herbas Montaño100% (1)
- Solucionario Beiser PDFДокумент2 страницыSolucionario Beiser PDFNicolas BarraganОценок пока нет
- Reactor R 201Документ19 страницReactor R 201ezequiel uzcateguiОценок пока нет
- Problema 1. Calentador de EtanolДокумент14 страницProblema 1. Calentador de EtanolCesar Abdiel Ugalde CortesОценок пока нет
- Obtencion de Hidrogeno Por Fermentacion Oscura PDFДокумент14 страницObtencion de Hidrogeno Por Fermentacion Oscura PDFJesus CasanovaОценок пока нет
- Gases y VaporesДокумент28 страницGases y VaporesLeidys Ballesteros MayorgaОценок пока нет
- Calor de Fusion Del AguaДокумент6 страницCalor de Fusion Del AguaSandra C. Patiño JimenezОценок пока нет
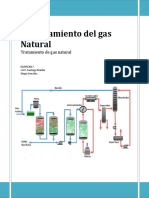
- Endulzamiento Del Gas NaturalДокумент4 страницыEndulzamiento Del Gas NaturalDiego GonzáalezОценок пока нет
- Producción Del EtilbencenoДокумент1 страницаProducción Del EtilbencenoEvelyn JayaОценок пока нет
- Proceso de Obtencion de Acrilonitrilo para Su Mejor RendimientoДокумент1 329 страницProceso de Obtencion de Acrilonitrilo para Su Mejor RendimientoFERNANDAОценок пока нет
- Produccion de Dimetil EterДокумент14 страницProduccion de Dimetil EterLaura Cristina BrandОценок пока нет
- Separador Flash Con Recirculación PDFДокумент11 страницSeparador Flash Con Recirculación PDFamerico007Оценок пока нет
- Optimización de Una Columna de DestilaciónДокумент15 страницOptimización de Una Columna de DestilaciónEdgar Jamanca AntonioОценок пока нет
- Manual de Practica Optimizacion de ProcesosactДокумент65 страницManual de Practica Optimizacion de ProcesosactKendo K. Jimenez SantiagoОценок пока нет
- Destilación FUGДокумент77 страницDestilación FUGMarcos Condorí PacoОценок пока нет
- Determinacion Eficiencia Platos TeóricosДокумент7 страницDeterminacion Eficiencia Platos TeóricosLizy Miñoz SanchezОценок пока нет
- Nomenclatura de Equipos Equipos para PFD PDFДокумент15 страницNomenclatura de Equipos Equipos para PFD PDFKamilaRiquelmeVidalОценок пока нет
- Ejemplo HysysДокумент9 страницEjemplo Hysysyoly10Оценок пока нет
- Masa 1Документ4 страницыMasa 1Alvaro CerОценок пока нет
- Petro Davy ProcessДокумент13 страницPetro Davy ProcessLeidy TumiriОценок пока нет
- Desalquilación Del ToluenoДокумент27 страницDesalquilación Del ToluenoMario VizcarraОценок пока нет
- OptimizationCourse PDFДокумент201 страницаOptimizationCourse PDFAna Maria Rosso CerónОценок пока нет
- Solucion Parcial IДокумент11 страницSolucion Parcial ILeonardo ReyesОценок пока нет
- Condiciones de FronteraДокумент13 страницCondiciones de FronteraAlejo CMОценок пока нет
- Diagrama TernarioДокумент20 страницDiagrama TernarioH Marquez R Graciela100% (1)
- Problema 1. Teorema Pi de BuckinghamДокумент6 страницProblema 1. Teorema Pi de BuckinghamAna Sordo CastilloОценок пока нет
- Craqueo-Termico y CataliticoДокумент45 страницCraqueo-Termico y CataliticoAngel Alfredo Correa Cordoba100% (1)
- Ejercicios Reacciones 2019-2020Документ1 страницаEjercicios Reacciones 2019-2020Carolina AyoviОценок пока нет
- Ejemplo SДокумент52 страницыEjemplo SElva FloresОценок пока нет
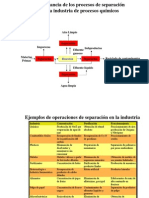
- Tabla de Operaciones Unitarias en Transferencia de MasaДокумент5 страницTabla de Operaciones Unitarias en Transferencia de MasaWilsonОценок пока нет
- Tutorial 1. Iniciar Aspen Plus 8.8Документ7 страницTutorial 1. Iniciar Aspen Plus 8.8Charlie LtbОценок пока нет
- Flash Isotermico 3Документ72 страницыFlash Isotermico 3noqm2001Оценок пока нет
- Método de FUGДокумент31 страницаMétodo de FUGLandon donovan50% (2)
- Informe Evaporacion SI y deДокумент22 страницыInforme Evaporacion SI y deSteven Rodriguez HurtadoОценок пока нет
- Problema 3.27Документ6 страницProblema 3.27Diego.CCОценок пока нет
- Practica No. 2. Hysys AbsorcionДокумент14 страницPractica No. 2. Hysys AbsorcionSophie'MedinaОценок пока нет
- Practica 1Документ26 страницPractica 1Edith GarciaОценок пока нет
- Ev 2 PropiДокумент3 страницыEv 2 PropiandiesОценок пока нет
- Absorcion No IsotermicaДокумент6 страницAbsorcion No IsotermicaNatalia Moreno MorenoОценок пока нет
- Informe Destilacion ContinuaДокумент12 страницInforme Destilacion ContinuaRoxana Andreina RoblesОценок пока нет
- 2 Hervidores - VaporizadoresДокумент17 страниц2 Hervidores - VaporizadoresYENY ROJAS HERRERAОценок пока нет
- TraduccionДокумент3 страницыTraduccionTatiana Melissa Rodtiguez BlasОценок пока нет
- 1.4 PermutacionesДокумент5 страниц1.4 PermutacionesNefertiti FraireОценок пока нет
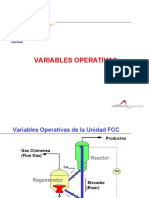
- Variables Operativas FCCДокумент11 страницVariables Operativas FCCKatty AtocheОценок пока нет
- Tipos de DestiladoresДокумент30 страницTipos de DestiladoresValeria Malca HernandezОценок пока нет
- IntroducciónДокумент3 страницыIntroducciónFrank GocheОценок пока нет
- Método Tyn y Calus (Mecanismos de Transferencia)Документ8 страницMétodo Tyn y Calus (Mecanismos de Transferencia)Eloisa Infinite50% (2)
- Operaciones Logicas de HysysДокумент17 страницOperaciones Logicas de Hysysexter383Оценок пока нет
- Metanol Equipo 7Документ31 страницаMetanol Equipo 7Cluisantony Jayco DizeОценок пока нет
- METANOLДокумент28 страницMETANOLpilareseliseo martinezОценок пока нет
- Bloque I - Tema 2 - Procesos IndustrialesДокумент241 страницаBloque I - Tema 2 - Procesos IndustrialesmariamfsОценок пока нет
- Historia Del AmoniacoДокумент12 страницHistoria Del Amoniacojavier gagoОценок пока нет
- Grupo 4-Exposicion METANOL LurgiДокумент42 страницыGrupo 4-Exposicion METANOL LurgiAlvaro Boris Vallejos CortezОценок пока нет
- Balance de Materia Con Reacción QuímicaДокумент17 страницBalance de Materia Con Reacción QuímicaVictor AlvaradoОценок пока нет
- Amoniaco y UreaДокумент29 страницAmoniaco y UreaJoel VillegasОценок пока нет
- Instructivo Gestión de Documentación de Proveedores-rBДокумент2 страницыInstructivo Gestión de Documentación de Proveedores-rBDestructorDeDiosesОценок пока нет
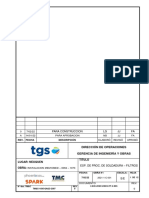
- I-GIO-20211C001-ET-S-001-0 (Especificación de Procedimiento de Soldadura) - FiltrosДокумент12 страницI-GIO-20211C001-ET-S-001-0 (Especificación de Procedimiento de Soldadura) - FiltrosDestructorDeDiosesОценок пока нет
- Tmyc 166-2Документ4 страницыTmyc 166-2DestructorDeDiosesОценок пока нет
- FCC 101P Argentina (DL)Документ91 страницаFCC 101P Argentina (DL)DestructorDeDiosesОценок пока нет
- Valvulas de Seguridad Y Discos de Ruptura: Especificación de DiseñoДокумент24 страницыValvulas de Seguridad Y Discos de Ruptura: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Supplier Expectations SpanishДокумент2 страницыSupplier Expectations SpanishDestructorDeDiosesОценок пока нет
- Termorresistencias: Especificación de DiseñoДокумент9 страницTermorresistencias: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Manometros de Dial: Especificación de DiseñoДокумент11 страницManometros de Dial: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Valvulas de Control: Especificación de DiseñoДокумент31 страницаValvulas de Control: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Termopozos: Especificación de DiseñoДокумент11 страницTermopozos: Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Medida de Presion (Parte General) : Especificación de DiseñoДокумент13 страницMedida de Presion (Parte General) : Especificación de DiseñoDestructorDeDiosesОценок пока нет
- Notas - Tecnicas de Explosion Proof - Ape PDFДокумент9 страницNotas - Tecnicas de Explosion Proof - Ape PDFcchristt2584Оценок пока нет
- Coriolis IsДокумент55 страницCoriolis IsEdd RamirezОценок пока нет
- SOL CP Diseno Plan ProyectoДокумент10 страницSOL CP Diseno Plan ProyectoDestructorDeDioses100% (2)
- Caneria Astm A 53 Grado A y B PDFДокумент1 страницаCaneria Astm A 53 Grado A y B PDFrlexl6darvОценок пока нет
- Abordajes DemandaДокумент4 страницыAbordajes DemandaDestructorDeDiosesОценок пока нет
- Modelacione Energetica Del TransporteДокумент6 страницModelacione Energetica Del TransporteDestructorDeDiosesОценок пока нет
- INFR P 5 FB SolicitudInformacionДокумент1 страницаINFR P 5 FB SolicitudInformacionDestructorDeDiosesОценок пока нет
- Ensayo Joven Investigador Con ImagenesДокумент19 страницEnsayo Joven Investigador Con ImagenesDestructorDeDiosesОценок пока нет
- Diseño de Un Sistema de Transporte de MaterialesДокумент19 страницDiseño de Un Sistema de Transporte de MaterialesDestructorDeDiosesОценок пока нет
- ÓxidoДокумент4 страницыÓxidoHEITERRОценок пока нет
- Alergia A Medios de Contraste Radiológicos (MCR) - 1 PDFДокумент3 страницыAlergia A Medios de Contraste Radiológicos (MCR) - 1 PDFValeriaОценок пока нет
- 08 Ficha TOP - 404Документ4 страницы08 Ficha TOP - 404Vivi LGaОценок пока нет
- Arcillas para La ConstruccionДокумент16 страницArcillas para La ConstruccionneisonОценок пока нет
- Indagamos Sobre El Estado de Conservación Del Rio Próximo A Nuestra ComunidadДокумент2 страницыIndagamos Sobre El Estado de Conservación Del Rio Próximo A Nuestra ComunidadJhoselyn Horna linaresОценок пока нет
- Manejo Integrado de PlagasДокумент25 страницManejo Integrado de PlagasEdú Mott DeasОценок пока нет
- Evolución Del Papel y Su Fabricación A Lo Largo de La HistoriaДокумент2 страницыEvolución Del Papel y Su Fabricación A Lo Largo de La HistoriaValenn Quirozz GomezzОценок пока нет
- Cuadro Sinoptico-Rocas y Su Relacion Con La GeomecanicaДокумент4 страницыCuadro Sinoptico-Rocas y Su Relacion Con La GeomecanicaTadeo Apodaca CelayaОценок пока нет
- Clase 3 y 4-Introducción A La EstequiometriaДокумент5 страницClase 3 y 4-Introducción A La EstequiometriaGabu GomezОценок пока нет
- Resumen Informe 6Документ20 страницResumen Informe 6diego14romeroОценок пока нет
- Los Nuevos Desafíos MundialesДокумент17 страницLos Nuevos Desafíos MundialesLilia G Torres Fernandez100% (2)
- MsdsДокумент9 страницMsdsEdison Benítez SalazarОценок пока нет
- CompendioLectura TQДокумент30 страницCompendioLectura TQricardoОценок пока нет
- Trabajo QuimicaДокумент3 страницыTrabajo QuimicaAngel MaciasОценок пока нет
- Telurometro Al 200%Документ14 страницTelurometro Al 200%Frank Ortiz DominguezОценок пока нет
- Tecnologia Del Gas Natural ExtraccionДокумент41 страницаTecnologia Del Gas Natural ExtraccionFranz Gustavo Vargas MamaniОценок пока нет
- Moldeo Por Cascara o ConchaДокумент11 страницMoldeo Por Cascara o ConchaAndres F Perez S100% (1)
- Nmx-k-278-Norma Tecnica Mexicana para Lauril Eter Sulfato de Sodio.Документ6 страницNmx-k-278-Norma Tecnica Mexicana para Lauril Eter Sulfato de Sodio.Diana RiosОценок пока нет
- TallerДокумент9 страницTallerdavid esteban33% (3)
- BTCДокумент8 страницBTCBRAYANОценок пока нет
- Anexo 4.1 - CP - Actividad AlternaДокумент14 страницAnexo 4.1 - CP - Actividad AlternaJuan Diego Trujillo Rojas100% (1)
- Moldes Trabajo 1Документ3 страницыMoldes Trabajo 1chimolo VanegasОценок пока нет
- Manual de Agua PotableДокумент50 страницManual de Agua PotableROSMERI SOTO PILLPAОценок пока нет
- Ejercicios Sobre Medidas de Tendencia Central (Probabilidad)Документ9 страницEjercicios Sobre Medidas de Tendencia Central (Probabilidad)BRYAN FLORES HERNANDEZОценок пока нет
- Cloruro de Zinc PROYECTO - 1FINALДокумент21 страницаCloruro de Zinc PROYECTO - 1FINALjavfab26Оценок пока нет
- UC1 - 1. Enlace Iónico: Chang 11 Ed. Cap 9.1-9.3 Brown 12 Ed. Cap 8.1-8.2Документ33 страницыUC1 - 1. Enlace Iónico: Chang 11 Ed. Cap 9.1-9.3 Brown 12 Ed. Cap 8.1-8.2LUCIANA BETZABE ANCHATU�A MORALESОценок пока нет