Вам также может понравиться
- Produced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeДокумент4 страницыProduced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeSHIОценок пока нет
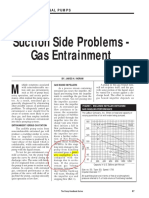
- Pages From Centrifugal Pumps HandbookДокумент4 страницыPages From Centrifugal Pumps HandbookSHIОценок пока нет
- (PDF) Improved Calculation of DiffuserДокумент64 страницы(PDF) Improved Calculation of DiffuserSHIОценок пока нет
- Eastern Instruments - Solids Mass Flow and Air Flow MeasureДокумент8 страницEastern Instruments - Solids Mass Flow and Air Flow MeasureSHIОценок пока нет
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityДокумент7 страницMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIОценок пока нет
- KIRK KVME Mist EliminatorsДокумент2 страницыKIRK KVME Mist EliminatorsSHIОценок пока нет
- KIRK KVID Inlet DiffusersДокумент2 страницыKIRK KVID Inlet DiffusersSHIОценок пока нет
- Savvy Separator - The Effect of Inlet Geometries On Flow DistributionДокумент13 страницSavvy Separator - The Effect of Inlet Geometries On Flow DistributionSHIОценок пока нет
- Annex 11 - Calculation Example For The Design of A Sand TrapДокумент6 страницAnnex 11 - Calculation Example For The Design of A Sand TrapSHIОценок пока нет
- 104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceДокумент10 страниц104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceSHIОценок пока нет
- Numerical Model For Mist Separators: February 2014Документ10 страницNumerical Model For Mist Separators: February 2014SHIОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- G.R. No. 94523 ST - Theresita's Academy vs. NLRCДокумент3 страницыG.R. No. 94523 ST - Theresita's Academy vs. NLRCyetyetОценок пока нет
- Pescatarian Mediterranean Diet Cookbook 2 - Adele TylerДокумент98 страницPescatarian Mediterranean Diet Cookbook 2 - Adele Tylerrabino_rojoОценок пока нет
- LYON Conditions of Secondment 3500EUR enДокумент4 страницыLYON Conditions of Secondment 3500EUR enabdu1lahОценок пока нет
- Wire Rope Inspection ProgramДокумент2 страницыWire Rope Inspection Programسيد جابر البعاجОценок пока нет
- EBANX Beyond Borders 2020Документ71 страницаEBANX Beyond Borders 2020Fernanda MelloОценок пока нет
- HSN-Lube 2007 PDFДокумент45 страницHSN-Lube 2007 PDFCecilio Valderrama100% (3)
- Gratuity SlidesДокумент11 страницGratuity SlidesK V GondiОценок пока нет
- 1.8 SAK Conservations of Biodiversity EX-SITU in SITUДокумент7 страниц1.8 SAK Conservations of Biodiversity EX-SITU in SITUSandipОценок пока нет
- Starters Flash CardsДокумент28 страницStarters Flash CardsNara GarridoОценок пока нет
- City of Atlanta - Structural Checklist: All Items Listed Herein Shall Be Complied With If Applicable To The ProjectДокумент16 страницCity of Atlanta - Structural Checklist: All Items Listed Herein Shall Be Complied With If Applicable To The ProjectSandip SurОценок пока нет
- Tinongcop ES-Teachers-Output - Day 1Документ3 страницыTinongcop ES-Teachers-Output - Day 1cherybe santiagoОценок пока нет
- The Effect OfAdditional Nanoparticles Supplementation of Indonesian Bay Leaf (SyzigiumPolyanthum) On Blood Pressure in Pregnancy HypertensionДокумент4 страницыThe Effect OfAdditional Nanoparticles Supplementation of Indonesian Bay Leaf (SyzigiumPolyanthum) On Blood Pressure in Pregnancy HypertensionInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Plastic Omnium 2015 RegistrationДокумент208 страницPlastic Omnium 2015 Registrationgsravan_23Оценок пока нет
- Cisco - Level 45Документ1 страницаCisco - Level 45vithash shanОценок пока нет
- Logiq e r7 SMДокумент435 страницLogiq e r7 SMAroОценок пока нет
- S108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRДокумент13 страницS108T02 Series S208T02 Series: I (RMS) 8A, Zero Cross Type Low Profile SIP 4pin Triac Output SSRnetiksОценок пока нет
- (ISPS Book Series) Yrjö O. Alanen, Manuel González de Chávez, Ann-Louise S. Silver, Brian Martindale - Psychotherapeutic Approaches To Schizophrenic Psychoses - Past, Present and Future-Routledge (20Документ419 страниц(ISPS Book Series) Yrjö O. Alanen, Manuel González de Chávez, Ann-Louise S. Silver, Brian Martindale - Psychotherapeutic Approaches To Schizophrenic Psychoses - Past, Present and Future-Routledge (20Manuel100% (1)
- Rrs PresentationДокумент69 страницRrs PresentationPriyamvada Biju100% (1)
- Case Study LenovoДокумент10 страницCase Study LenovoGOHAR GHAFFARОценок пока нет
- Science 7 - Q2 - M7Документ16 страницScience 7 - Q2 - M7RAMOS ERLYN P.Оценок пока нет
- Solar Powered Water Pumping System PDFДокумент46 страницSolar Powered Water Pumping System PDFVijay Nishad100% (1)
- Idioms and PharsesДокумент0 страницIdioms and PharsesPratik Ramesh Pappali100% (1)
- Estrogen Dominance-The Silent Epidemic by DR Michael LamДокумент39 страницEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Trane Air Cooled Scroll Chillers Installation Operation MaintenanceДокумент276 страницTrane Air Cooled Scroll Chillers Installation Operation MaintenanceBay Mưa100% (1)
- Rotary Vane PumpsДокумент7 страницRotary Vane PumpshebsonbezerraОценок пока нет
- Celitron ISS 25L - Product Spec Sheet V 2.1 enДокумент9 страницCelitron ISS 25L - Product Spec Sheet V 2.1 enyogadwiprasetyo8_161Оценок пока нет
- Ams - 4640-C63000 Aluminium Nickel MNДокумент3 страницыAms - 4640-C63000 Aluminium Nickel MNOrnella MancinelliОценок пока нет
- Starbucks Reconciliation Template & Instructions v20231 - tcm137-84960Документ3 страницыStarbucks Reconciliation Template & Instructions v20231 - tcm137-84960spaljeni1411Оценок пока нет
- Oral Rehydration SolutionДокумент22 страницыOral Rehydration SolutionAlkaОценок пока нет
- English BeginnersДокумент34 страницыEnglish BeginnersCristina ZamfirОценок пока нет