Вам также может понравиться
- Reg - 009 - Preparacion de SuperficieДокумент1 страницаReg - 009 - Preparacion de SuperficiePeter PittmanОценок пока нет
- O e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevДокумент1 страницаO e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevPeter PittmanОценок пока нет
- Reg - 010 - Registro de Aplicacion de RevestimientoДокумент1 страницаReg - 010 - Registro de Aplicacion de RevestimientoPeter PittmanОценок пока нет
- Reg - 009 - Preparacion de SuperficieДокумент1 страницаReg - 009 - Preparacion de SuperficiePeter PittmanОценок пока нет
- Reg - 011 - Registro de Curado Del RevestimientoДокумент1 страницаReg - 011 - Registro de Curado Del RevestimientoPeter PittmanОценок пока нет
- Reg - 009 - Preparacion de SuperficieДокумент1 страницаReg - 009 - Preparacion de SuperficiePeter PittmanОценок пока нет
- PT-1790118302-0240QAC4206 TermofusionДокумент7 страницPT-1790118302-0240QAC4206 TermofusionPeter PittmanОценок пока нет
- Reg - 008 - Recepcion de Materiales en CampoДокумент1 страницаReg - 008 - Recepcion de Materiales en CampoPeter PittmanОценок пока нет
- Reg - 008 - Recepcion de Materiales en CampoДокумент1 страницаReg - 008 - Recepcion de Materiales en CampoPeter PittmanОценок пока нет
- Reg - 011 - Registro de Curado Del RevestimientoДокумент1 страницаReg - 011 - Registro de Curado Del RevestimientoPeter PittmanОценок пока нет
- Reg - 010 - Registro de Aplicacion de RevestimientoДокумент1 страницаReg - 010 - Registro de Aplicacion de RevestimientoPeter PittmanОценок пока нет
- 10.-HT Jet Pox High Resistant PDFДокумент2 страницы10.-HT Jet Pox High Resistant PDFIQCALLANОценок пока нет
- Reg - 009 - Preparacion de SuperficieДокумент1 страницаReg - 009 - Preparacion de SuperficiePeter PittmanОценок пока нет
- Reg - 012 - Registro de Control de DurezaДокумент1 страницаReg - 012 - Registro de Control de DurezaPeter PittmanОценок пока нет
- EcotekДокумент2 страницыEcotekPeter Pittman100% (2)
- Sc-p-61 v1 Procedimiento de Fabricacion de Puente GruaДокумент2 страницыSc-p-61 v1 Procedimiento de Fabricacion de Puente GruaPeter PittmanОценок пока нет
- SSPC-PA2 Apendice 4 - 1Документ2 страницыSSPC-PA2 Apendice 4 - 1Peter PittmanОценок пока нет
- Valvula Compuerta LuflexДокумент1 страницаValvula Compuerta Luflex123KEMDОценок пока нет
- Reglamento OSNДокумент181 страницаReglamento OSNJorge Luis Avila75% (4)
- 3 Argentina End A Estructuras Metalicas Reglamento304 - 2013Документ441 страница3 Argentina End A Estructuras Metalicas Reglamento304 - 2013Héctor IbáñezОценок пока нет
- Balotario Normas de TransitoДокумент29 страницBalotario Normas de TransitoCesesol Brevetes Peru75% (4)
- Bridas Iso 7005Документ1 страницаBridas Iso 7005Peter PittmanОценок пока нет
- ESTRUCTURAДокумент1 страницаESTRUCTURAPeter PittmanОценок пока нет
- Resumen Analisis II - Parcial 1Документ13 страницResumen Analisis II - Parcial 1Peter PittmanОценок пока нет
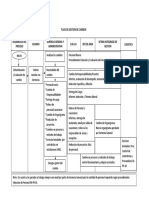
- Flujo Gestion de CambiosДокумент2 страницыFlujo Gestion de CambiosPeter PittmanОценок пока нет
- Flujo Gestion de Cambios PDFДокумент1 страницаFlujo Gestion de Cambios PDFPeter PittmanОценок пока нет
- Bridas Iso 7005Документ1 страницаBridas Iso 7005Peter PittmanОценок пока нет
- Seccion G Ejercicios Resueltos de Corte PDFДокумент18 страницSeccion G Ejercicios Resueltos de Corte PDFPeter PittmanОценок пока нет
- Seccion G Ejercicios Resueltos de CorteДокумент2 страницыSeccion G Ejercicios Resueltos de CortePeter PittmanОценок пока нет
- Presentación MEDICA PROДокумент55 страницPresentación MEDICA PROSergio Rodríguez100% (2)
- Tipos de Máquinas para Tinturara AlgodónДокумент7 страницTipos de Máquinas para Tinturara Algodónedwinrr7Оценок пока нет
- Los SilicatosДокумент7 страницLos SilicatosJoel JelambiОценок пока нет
- Apósitos de Plata en HeridasДокумент12 страницApósitos de Plata en HeridasEdna DivaniОценок пока нет
- S01.s1. MaterialДокумент37 страницS01.s1. Materialjosue garciaОценок пока нет
- Analisis de Aire 47Документ33 страницыAnalisis de Aire 47MICKI TUNQUE JULIANОценок пока нет
- Losa Colaborante FinalДокумент12 страницLosa Colaborante FinalGianella BrendaОценок пока нет
- Hoja Calculo Pdcaas MezclasДокумент8 страницHoja Calculo Pdcaas MezclasAaron Quispe ChambiОценок пока нет
- Documento - Eficiencia Energética en Calderas y Hornos - Área Metropolitana - Valle de Aburrá - Colombia - 2016Документ62 страницыDocumento - Eficiencia Energética en Calderas y Hornos - Área Metropolitana - Valle de Aburrá - Colombia - 2016Hugo MОценок пока нет
- Las Letrinas AbonerasДокумент8 страницLas Letrinas AbonerasFlorDeMaríaCentenoОценок пока нет
- X Superficies AmpliadasДокумент16 страницX Superficies AmpliadasBeto Miranda ConsueloОценок пока нет
- Antiagregantes PlaquetariosДокумент18 страницAntiagregantes PlaquetariosmarcoОценок пока нет
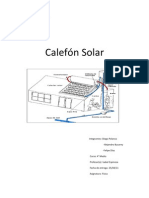
- Calefon SolarДокумент12 страницCalefon SolarFelipe DiazОценок пока нет
- FT - Rodanol MOLYДокумент3 страницыFT - Rodanol MOLYCarlos RodriguezОценок пока нет
- Procedimiento de GranalladoДокумент10 страницProcedimiento de GranalladoHhl Elvis0% (1)
- POLARIDADДокумент2 страницыPOLARIDADAngelo CoriОценок пока нет
- Adhesivos: 4ta 5taДокумент1 страницаAdhesivos: 4ta 5taJarlenys TatisОценок пока нет
- Atmosfera ExpoДокумент5 страницAtmosfera ExpoSoy DayiОценок пока нет
- La Metalurgia en La Época PrecolombinaДокумент54 страницыLa Metalurgia en La Época PrecolombinaNick Viera Moreno100% (3)
- Recuperacion MetalurgicaДокумент14 страницRecuperacion MetalurgicaSirThóny Marcelo RojasОценок пока нет
- INDICADORESДокумент2 страницыINDICADORESNoelia YolesОценок пока нет
- Crucigrama BiologicosДокумент5 страницCrucigrama BiologicosRuben FonsecaОценок пока нет
- Norma AgmaДокумент7 страницNorma AgmaVictor FriasОценок пока нет
- Resumen de Libro de ExtrusionДокумент2 страницыResumen de Libro de ExtrusionAle Ovando BecerraОценок пока нет
- Ejercicios MolДокумент3 страницыEjercicios MolMichael SandiaОценок пока нет
- EnunciadoДокумент4 страницыEnunciadoMelenca Salvador RafaelОценок пока нет
- Ebmop U3 A2 GierДокумент5 страницEbmop U3 A2 GierGilberto Eugenio100% (2)
- Proceso de Potabilizacion de Agua - NiñosДокумент2 страницыProceso de Potabilizacion de Agua - NiñosLuis Irrazabal Hermoza100% (6)
- Historia FarmaciaДокумент5 страницHistoria FarmaciaKashy ContoОценок пока нет
- PDF 20221115 104953 0000Документ14 страницPDF 20221115 104953 0000JOSE LUIS DEL CASTILLO MARTINEZОценок пока нет