Вам также может понравиться
- S.No Grid Name Feeder Name Feeder Code Loss Category Loss Category LoadДокумент6 страницS.No Grid Name Feeder Name Feeder Code Loss Category Loss Category LoadHafiza KhanОценок пока нет
- PDF Annual Plant ChecksheetДокумент2 страницыPDF Annual Plant ChecksheetMansoor KhanОценок пока нет
- Sis 2.0Документ3 страницыSis 2.0Clemente ZamudioОценок пока нет
- Sample Flight ScheduleДокумент1 страницаSample Flight ScheduleShahriar Ali SifatОценок пока нет
- Detailed Estimate of A G-3 Building in Excel - Part 12 - Concrete For STAIRCASE PDFДокумент1 страницаDetailed Estimate of A G-3 Building in Excel - Part 12 - Concrete For STAIRCASE PDFmintu PatelОценок пока нет
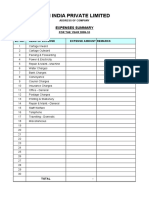
- Audit Special All Expenses Detail FormatsДокумент31 страницаAudit Special All Expenses Detail Formatssolanki7585Оценок пока нет
- DS50PV - Type 2 PV Surge ProtectorДокумент1 страницаDS50PV - Type 2 PV Surge ProtectorEmmanuel Florez BuitragoОценок пока нет
- 2016 MART MehanizacijaДокумент27 страниц2016 MART MehanizacijaKristal Year100% (1)
- Daily Work Log Sheet - BeronДокумент1 страницаDaily Work Log Sheet - BeronJay Chris L. BeronОценок пока нет
- Wa0002Документ1 страницаWa0002Radha Raman MishraОценок пока нет
- Bill FormetДокумент1 страницаBill Formetmd misterОценок пока нет
- User Manual Scanner Bosch DTECT 150 PDFДокумент42 страницыUser Manual Scanner Bosch DTECT 150 PDFMarco TorresОценок пока нет
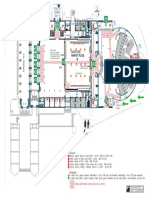
- Isha Floorplan V3Документ1 страницаIsha Floorplan V3totОценок пока нет
- MR Amos Isaiah 2019-01Документ1 страницаMR Amos Isaiah 2019-01oseni momoduОценок пока нет
- SF15-XCR-32-DS-LO-R-coil-15QLC32-CTS-27.5-: Rebound Knob AssyДокумент1 страницаSF15-XCR-32-DS-LO-R-coil-15QLC32-CTS-27.5-: Rebound Knob AssyEmanuel OanceaОценок пока нет
- Rocky Point Rec SiteДокумент1 страницаRocky Point Rec Sitebphilcox69Оценок пока нет
- Plinth Beam DrawingДокумент1 страницаPlinth Beam DrawingSrinivas pullogi ArОценок пока нет
- 4771 CP 03Документ1 страница4771 CP 03saravanakumar monday mohanraoОценок пока нет
- 013-4660C SisdДокумент4 страницы013-4660C Sisdjesus fuentesОценок пока нет
- MADRASA-AS-SABA (Exam) - 1Документ1 страницаMADRASA-AS-SABA (Exam) - 1Mohammed Adnan khanОценок пока нет
- Ao DraftДокумент8 страницAo DraftAndrew Awad AdlyОценок пока нет
- First Floor PlanДокумент1 страницаFirst Floor PlanmdОценок пока нет
- MADRASA-AS-SABA (Exam) 2022-23Документ1 страницаMADRASA-AS-SABA (Exam) 2022-23Mohammed Adnan khanОценок пока нет
- 1 Final Drawings For Furance Layout SHT No 2Документ1 страница1 Final Drawings For Furance Layout SHT No 2Basavaraj M PatilОценок пока нет
- 2500kVA ASML - SketchДокумент1 страница2500kVA ASML - SketchKhalid RafiqueОценок пока нет
- Folio 1Документ1 страницаFolio 1Mo JlalОценок пока нет
- Laporan Sub Pin Polio 5 Desember Puskesmas Nisam AntaraДокумент134 страницыLaporan Sub Pin Polio 5 Desember Puskesmas Nisam AntaraAyesha FajiraОценок пока нет
- EST2584Документ1 страницаEST2584subin sujathanОценок пока нет
- Footing - F1 Footing - F2 Footing - F3 Footing - F4: A B D 4 C B'Документ1 страницаFooting - F1 Footing - F2 Footing - F3 Footing - F4: A B D 4 C B'Teddy TelasonОценок пока нет
- Third Floor Roof Beam LayoutДокумент1 страницаThird Floor Roof Beam LayoutvittalОценок пока нет
- EST2592Документ1 страницаEST2592subin sujathanОценок пока нет
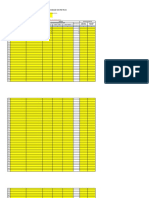
- M/s Shreeji Infrastructure India PVT LTD.: Daily Concrete Work & Other WorkДокумент5 страницM/s Shreeji Infrastructure India PVT LTD.: Daily Concrete Work & Other WorkDeepakОценок пока нет
- Pahw-1361-Mutl '3D'-C-21-0824-SH2 - R.2Документ1 страницаPahw-1361-Mutl '3D'-C-21-0824-SH2 - R.2Senthilkumar KОценок пока нет
- BR M485 R 2765B PDFДокумент1 страницаBR M485 R 2765B PDFvobleris makitaОценок пока нет
- Specification YSR YASER 2020-09-24 Packing ListДокумент1 страницаSpecification YSR YASER 2020-09-24 Packing Listypr123321Оценок пока нет
- A B C D E F G H J K B1 C1: Lower Roof / Attic Floor PlanДокумент1 страницаA B C D E F G H J K B1 C1: Lower Roof / Attic Floor PlanAlimran MzaОценок пока нет
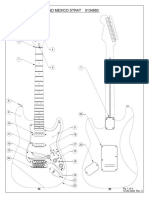
- P.M. P.M.: Standard TuningДокумент7 страницP.M. P.M.: Standard TuningAbib FranajaОценок пока нет
- EST2813Документ2 страницыEST2813subin sujathanОценок пока нет
- Project: Location: Position:: Alphaville 02 Exemplo de Resultado Barueri / SPДокумент4 страницыProject: Location: Position:: Alphaville 02 Exemplo de Resultado Barueri / SPJorge Luís FrançaОценок пока нет
- Rip Reading Intervention Program 2022 2023Документ2 страницыRip Reading Intervention Program 2022 2023SHIRLEY CLARIDADESОценок пока нет
- Sectional Plan, HFD, Ga Drawing - Bypass Line 5 - 4 of 5 - 11.10.2022Документ1 страницаSectional Plan, HFD, Ga Drawing - Bypass Line 5 - 4 of 5 - 11.10.2022Anirban MukherjeeОценок пока нет
- BinaryДокумент1 страницаBinaryEmanuel OanceaОценок пока нет
- M/S Invoice# NTN No, Date: If You Have Any Questions About This Invoice Contact, CH AMIR - 03455515218Документ3 страницыM/S Invoice# NTN No, Date: If You Have Any Questions About This Invoice Contact, CH AMIR - 03455515218Taseer TaseerОценок пока нет
- EV BR M575 R 2885B - v1 - m56577569830651594Документ1 страницаEV BR M575 R 2885B - v1 - m56577569830651594GoodBikesОценок пока нет
- Af 3521Документ2 страницыAf 3521kungchihhsienОценок пока нет
- JP 1 2 3 4 5 A1 A2 A3 A4Документ18 страницJP 1 2 3 4 5 A1 A2 A3 A4Juan carlos hernandez rubioОценок пока нет
- PAD-1T-0D PAD-1T-90D PAD-1T-45D PAD-1T-135D: J-DmsДокумент1 страницаPAD-1T-0D PAD-1T-90D PAD-1T-45D PAD-1T-135D: J-DmsMary DenizeОценок пока нет
- Annex 2 BorelogsДокумент30 страницAnnex 2 BorelogsTibu ChackoОценок пока нет
- Tim Carmona To Rcbc-Ipc For RiseДокумент5 страницTim Carmona To Rcbc-Ipc For RiseAlfredo Osana QuejadasОценок пока нет
- 2011 NCAA Tournament BracketДокумент1 страница2011 NCAA Tournament BracketNewsdayОценок пока нет
- 89 Sax A IДокумент1 страница89 Sax A IPedro ViniciusОценок пока нет
- Viplove Bose - Concept LayoutДокумент1 страницаViplove Bose - Concept LayoutVivid DesignersОценок пока нет
- Gabriel's Oboe: Alt Sax 1-2 E BДокумент1 страницаGabriel's Oboe: Alt Sax 1-2 E BJorge Lorente PicóОценок пока нет
- Basement Plan: - R O A D 200'Документ1 страницаBasement Plan: - R O A D 200'Anonymous 6HjnToW6Оценок пока нет
- Sandvik: Air/oil Cooler If No Water or If Water TankДокумент1 страницаSandvik: Air/oil Cooler If No Water or If Water TankEmperador Constantin HuinchoОценок пока нет
- Peça Xadrez Cavalo PDFДокумент1 страницаPeça Xadrez Cavalo PDFRobert ScheerОценок пока нет
- Chapter/Section Number Title Number Number: Ballast Installation Plate Installation, Leveling 08-99-00Документ6 страницChapter/Section Number Title Number Number: Ballast Installation Plate Installation, Leveling 08-99-00edward alba torresОценок пока нет
- Drum - Drum ExcercisesДокумент4 страницыDrum - Drum ExcercisesEmanuel GodêsОценок пока нет
- Fill Your Glass With Gold-When It's Half-Full or Even Completely ShatteredОт EverandFill Your Glass With Gold-When It's Half-Full or Even Completely ShatteredОценок пока нет
- Daily Attendance Report Dec 2018Документ1 страницаDaily Attendance Report Dec 2018AnilkumarОценок пока нет
- DC FormatДокумент3 страницыDC FormatAnilkumarОценок пока нет
- Daily CS Welding ReportДокумент78 страницDaily CS Welding ReportAnilkumarОценок пока нет
- Master List of MachineriesДокумент72 страницыMaster List of MachineriesAnilkumarОценок пока нет
- Operator CLIT Sheet SAWДокумент2 страницыOperator CLIT Sheet SAWAnilkumar100% (1)
- Model 106 Model 104 CS THK 1 THK 2 THK 1 THK 2Документ4 страницыModel 106 Model 104 CS THK 1 THK 2 THK 1 THK 2AnilkumarОценок пока нет
- 5S Cross ZoneДокумент5 страниц5S Cross ZoneAnilkumarОценок пока нет
- SSPCДокумент13 страницSSPCAnilkumarОценок пока нет
- 4 MДокумент21 страница4 MAnilkumarОценок пока нет
- Unit-1 5S & EHS ScoreДокумент1 страницаUnit-1 5S & EHS ScoreAnilkumarGopinathanNairОценок пока нет
- Photo: 5 "S" Score SheetДокумент6 страницPhoto: 5 "S" Score SheetAnilkumarОценок пока нет
- Photo: 5 "S" Score SheetДокумент6 страницPhoto: 5 "S" Score SheetAnilkumarОценок пока нет
- 5S Cross ZoneДокумент5 страниц5S Cross ZoneAnilkumarОценок пока нет
- 5S Cross ZoneДокумент5 страниц5S Cross ZoneAnilkumarОценок пока нет
- TowerДокумент142 страницыTowerAnilkumarОценок пока нет
- Door During Welding Inspection Report: Tower No Date BAYДокумент1 страницаDoor During Welding Inspection Report: Tower No Date BAYAnilkumarОценок пока нет
- Section Clearence Tracking SheetДокумент4 страницыSection Clearence Tracking SheetAnilkumarОценок пока нет
- DraftДокумент32 страницыDraftAnilkumarОценок пока нет
- MonthlyДокумент1 страницаMonthlyAnilkumarОценок пока нет
- Indent Status WK 34Документ42 страницыIndent Status WK 34AnilkumarОценок пока нет
- Consumables Consumption Daily Update SheetДокумент2 страницыConsumables Consumption Daily Update SheetAnilkumar G NairОценок пока нет
- PipeДокумент3 страницыPipeAnilkumarОценок пока нет
- Monthly Billing Plan - AUG 2018: Due Date Project Stage S.No Per DayДокумент6 страницMonthly Billing Plan - AUG 2018: Due Date Project Stage S.No Per DayAnilkumarОценок пока нет
- Daily Attendance ReportДокумент10 страницDaily Attendance ReportAnilkumarОценок пока нет
- Iim Members Page 1Документ1 страницаIim Members Page 1AnilkumarОценок пока нет
- Supplier KpiДокумент18 страницSupplier KpiAnilkumarОценок пока нет
- Supplier KpiДокумент18 страницSupplier KpiAnilkumarОценок пока нет
- Daily Attendance Report July 2018Документ9 страницDaily Attendance Report July 2018AnilkumarGopinathanNairОценок пока нет
- 5S Sub Zone AllocationДокумент6 страниц5S Sub Zone AllocationAnilkumarОценок пока нет
- Piping Works Daily ReportДокумент17 страницPiping Works Daily ReportGomathyselviОценок пока нет
- Cycle Times Calculation-1Документ2 страницыCycle Times Calculation-1bambangОценок пока нет
- Lab Session Introduction To Lathe MachineДокумент5 страницLab Session Introduction To Lathe MachineAqib ZamanОценок пока нет
- Primer 1 PDFДокумент3 страницыPrimer 1 PDFTomislav JovanovicОценок пока нет
- O-RING Cross Section in MMДокумент10 страницO-RING Cross Section in MMSuresh Kumar MittapalliОценок пока нет
- Weld Joint 1Документ81 страницаWeld Joint 1rajibali27100% (1)
- Group 4 - Mat Tech PresentationДокумент28 страницGroup 4 - Mat Tech PresentationDa Champ CenaОценок пока нет
- Aluminum Casting Processes.Документ6 страницAluminum Casting Processes.saaОценок пока нет
- Metal Casting ProcessesДокумент39 страницMetal Casting ProcessesAthith DОценок пока нет
- Blow MoldingДокумент25 страницBlow MoldingSam SaОценок пока нет
- CNC Machine Tools and Control SystemsДокумент39 страницCNC Machine Tools and Control Systemsp_a_jeevaОценок пока нет
- Gec 218 Module Three - Machine TechnologyДокумент17 страницGec 218 Module Three - Machine TechnologyOyedotun TundeОценок пока нет
- rr321803 Foundry TechnologyДокумент6 страницrr321803 Foundry TechnologySRINIVASA RAO GANTAОценок пока нет
- Lecture 4 Electrogas WeldingДокумент18 страницLecture 4 Electrogas WeldingFaiz IshakОценок пока нет
- Lesson Seventeen TextДокумент6 страницLesson Seventeen TextVignesh WaranОценок пока нет
- Electrode CalculationДокумент2 страницыElectrode Calculationtejasp8388100% (1)
- PQR - 152Документ3 страницыPQR - 152MAT-LIONОценок пока нет
- 8-Welded Connectionsin PDFДокумент14 страниц8-Welded Connectionsin PDFKellen Brumbaugh100% (1)
- Electrode CalculationДокумент2 страницыElectrode CalculationTejas PatelОценок пока нет
- PJU H 9mtr Tunggal PDFДокумент1 страницаPJU H 9mtr Tunggal PDFbgan29Оценок пока нет
- Casting IntroductionДокумент14 страницCasting Introductionaakash bhardwajОценок пока нет
- Conventional LatheДокумент19 страницConventional LatheArif TajulОценок пока нет
- Flow ChartДокумент1 страницаFlow ChartDishankSantwaniОценок пока нет
- FJ Diesel Import: Valor de Venta NetoДокумент7 страницFJ Diesel Import: Valor de Venta NetoPedro MendozaОценок пока нет
- Mechanical Engineering - Workshop Practice - Laboratory ManualДокумент77 страницMechanical Engineering - Workshop Practice - Laboratory Manualrajeevranjan_br100% (4)
- Binder MCM 001Документ13 страницBinder MCM 001hsemargОценок пока нет
- PDC Industries ListДокумент16 страницPDC Industries Listetamil87Оценок пока нет
- Tooling List Machine Shop Line WiseДокумент55 страницTooling List Machine Shop Line WiseazadОценок пока нет
- Casting DefectsДокумент39 страницCasting DefectsAnup Tigga100% (3)
- WRSДокумент31 страницаWRSKyle CarrollОценок пока нет