Вам также может понравиться
- La Cura Del Cáncer Tulio SimonsiniДокумент37 страницLa Cura Del Cáncer Tulio SimonsiniJorge ElicetcheОценок пока нет
- Ex PosicionДокумент10 страницEx PosicionRichard GalvezОценок пока нет
- Hoja Metrados PMДокумент263 страницыHoja Metrados PMLEO MAR CUBA100% (1)
- Certificacion de Calidad de Madera TAMBORAPAДокумент2 страницыCertificacion de Calidad de Madera TAMBORAPAYulo YulitoОценок пока нет
- Iso 12944-4Документ6 страницIso 12944-4jose alberto aguilar zamudioОценок пока нет
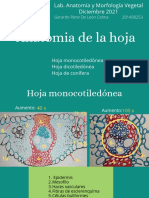
- Anatomia de HojaДокумент10 страницAnatomia de HojaSucely OvandoОценок пока нет
- 01.02. - Memoría Descriptiva EstructurasДокумент5 страниц01.02. - Memoría Descriptiva EstructurasOscar MartinezОценок пока нет
- Plan de Estudios Contabilidad OkДокумент12 страницPlan de Estudios Contabilidad OkEstudio Juridico Castillo CastilloОценок пока нет
- Estudio de Suelos GLP La VictoriaДокумент38 страницEstudio de Suelos GLP La VictoriaRafael Silva CepedaОценок пока нет
- Instalación de suelos de madera y derivados. MAMS0108От EverandInstalación de suelos de madera y derivados. MAMS0108Оценок пока нет
- Especificaciones Tecnicas EquipamientoДокумент38 страницEspecificaciones Tecnicas EquipamientoJorge Malaga Villanueva100% (1)
- Alimentacion Prescolar y EscolarДокумент20 страницAlimentacion Prescolar y EscolarYisela CastroОценок пока нет
- Metrados Grupo 2Документ80 страницMetrados Grupo 2abigail de sucnoОценок пока нет
- YemojaДокумент18 страницYemojaLuis KingОценок пока нет
- Manual de Madera Laminada Parte 1Документ107 страницManual de Madera Laminada Parte 1Gabrielacal24Оценок пока нет
- 01 Mobiliario y Equipamiento LucuchangaДокумент38 страниц01 Mobiliario y Equipamiento LucuchangaGiovanni BlancoОценок пока нет
- Diccionario Terminos Ingenieria CivilДокумент53 страницыDiccionario Terminos Ingenieria CivilRoy Yaguno VelilleОценок пока нет
- 7.307.9 Instalacion Puentes de MaderaДокумент3 страницы7.307.9 Instalacion Puentes de MaderaJorge Nicolas UribeОценок пока нет
- 260.021 Mesa ProfesoresДокумент15 страниц260.021 Mesa ProfesoresDaniel PiscoyaОценок пока нет
- Et Cesped SinteticoДокумент2 страницыEt Cesped SinteticoMarilyn CuevaОценок пока нет
- RC 250 Asfalto cortadoДокумент2 страницыRC 250 Asfalto cortadoWilfredo ApazaОценок пока нет
- NT Mob Edu Ebr Final PDFДокумент51 страницаNT Mob Edu Ebr Final PDFAnthony SantillánОценок пока нет
- Ficha Tecnica Armario SДокумент9 страницFicha Tecnica Armario Ssaile47Оценок пока нет
- Ficha Técnica CelulosaДокумент10 страницFicha Técnica CelulosaJulian BernasconiОценок пока нет
- Akustik BandaДокумент2 страницыAkustik BandaYolbert WuismarОценок пока нет
- Anexo1 05 Estructuras Metalicas Utp 2019 OkДокумент1 страницаAnexo1 05 Estructuras Metalicas Utp 2019 OkCarlos López GarcíaОценок пока нет
- 11.03.02 Cielorraso Con Baritina Capa BaseДокумент2 страницы11.03.02 Cielorraso Con Baritina Capa BaseCARLOS LIMAОценок пока нет
- Plan de Desarrollo Urbano de La Ciudad de Tacna 2015-2025 PDFДокумент170 страницPlan de Desarrollo Urbano de La Ciudad de Tacna 2015-2025 PDFJose Luis Diaz GodoyОценок пока нет
- TornillosDrywallWaferHexagonales40Документ1 страницаTornillosDrywallWaferHexagonales40Daivit Marino Ramos100% (1)
- Ficha Tecnicas de ProductosДокумент5 страницFicha Tecnicas de ProductosLa Terraza Rojiblanca Calidad y Sabor en tu ComidaОценок пока нет
- Dosier - Mobiliario UrbanoДокумент17 страницDosier - Mobiliario UrbanoYhoel S SanchezОценок пока нет
- Los Textiles en La Cultura ChancayДокумент145 страницLos Textiles en La Cultura ChancayAdriana ArrietaОценок пока нет
- Pisos Adoquin ArcillaДокумент21 страницаPisos Adoquin ArcillaIvan DarioОценок пока нет
- CALICATASДокумент25 страницCALICATASKiaraОценок пока нет
- Pisos Vinilo, Linoleo y Goma, ExposiciónДокумент37 страницPisos Vinilo, Linoleo y Goma, ExposiciónEstefany Castro AyhuasiОценок пока нет
- Modelo AdoberasДокумент1 страницаModelo AdoberasAlexGutierrez100% (1)
- 1 Cancha de 22 X 42 MetrosДокумент6 страниц1 Cancha de 22 X 42 MetrosFelipe Andrade ParraОценок пока нет
- Requerimientos de Espacio en Un TallerДокумент3 страницыRequerimientos de Espacio en Un TallerJeremy WinОценок пока нет
- RSM ABC Geografía 2018 1Документ3 страницыRSM ABC Geografía 2018 1diego martinezОценок пока нет
- Taller IIIДокумент28 страницTaller IIIErick SaavedraОценок пока нет
- Bordillo A 80Документ1 страницаBordillo A 80FERREYESОценок пока нет
- Muros 4-6Документ23 страницыMuros 4-6Alexander MontenegroОценок пока нет
- Acabados en TechoДокумент12 страницAcabados en Techojonathan alba gutierrezОценок пока нет
- 1 Anticorrosivo Cromato de Zinc 401Документ2 страницы1 Anticorrosivo Cromato de Zinc 401Boris CardenasОценок пока нет
- ¿Cómo Unir Las Varas de Bambú - Plataforma ArquitecturaДокумент8 страниц¿Cómo Unir Las Varas de Bambú - Plataforma ArquitecturaFlavio DeboneОценок пока нет
- Piso cerámico especificacionesДокумент3 страницыPiso cerámico especificacionesOrlando Angel Ayala MauricioОценок пока нет
- MD SeñaleticaДокумент23 страницыMD SeñaleticaGian Marcos Mamani CallataОценок пока нет
- Industrias Fibraforte SДокумент14 страницIndustrias Fibraforte SMerly AngieОценок пока нет
- Cascadas para PiscinasДокумент6 страницCascadas para PiscinasJanett VillaránОценок пока нет
- Sillabus Caminos IIДокумент4 страницыSillabus Caminos IICarlos RodyОценок пока нет
- Promart PDFДокумент2 страницыPromart PDFRoger Cañazaca MachacaОценок пока нет
- Informe Desarrollo Mesa PlegableДокумент10 страницInforme Desarrollo Mesa PlegableManuel Morales DavilaОценок пока нет
- TDR 10 Modulo PrefabricadoДокумент3 страницыTDR 10 Modulo PrefabricadoMamani Sosa Lizbet LidiaОценок пока нет
- Anexo Bienes Maderas - VariosДокумент12 страницAnexo Bienes Maderas - VariosThati MendozaОценок пока нет
- 03 E.T. Inst. Electricas SUMДокумент16 страниц03 E.T. Inst. Electricas SUMSTIVIE AARON HUALLPA BORDAОценок пока нет
- EC0322-Colocación de Recubrimientos Pétreos y Cerámicos en Piso y Muros.Документ13 страницEC0322-Colocación de Recubrimientos Pétreos y Cerámicos en Piso y Muros.Juan Posada GОценок пока нет
- Mejoramiento de La Infraestra Escuela Superior de Formacion ArtisticaДокумент160 страницMejoramiento de La Infraestra Escuela Superior de Formacion ArtisticaJoxe Quenta RiosОценок пока нет
- Cancha Pintura para Losa Deportiva PDFДокумент2 страницыCancha Pintura para Losa Deportiva PDFAcceso Dre IcaОценок пока нет
- Fibraforte Teja Inca Ficha TecnicaДокумент2 страницыFibraforte Teja Inca Ficha Tecnicajotace Velásquez TtitoОценок пока нет
- Clase 26 ACI 318-14 Inspeccion y Evaluacion de Estrucuras Existentes PDFДокумент42 страницыClase 26 ACI 318-14 Inspeccion y Evaluacion de Estrucuras Existentes PDFFer MenesesОценок пока нет
- Conocimiento Fundamentales de Muros Con Resistencia Al FuegoДокумент46 страницConocimiento Fundamentales de Muros Con Resistencia Al FuegoDeysi ChancasanampaОценок пока нет
- MAMPOSTERIAДокумент44 страницыMAMPOSTERIAjald9Оценок пока нет
- EncofradosДокумент41 страницаEncofradosJuan SànchezОценок пока нет
- Catalogo Policarbonato 2021-BajaДокумент80 страницCatalogo Policarbonato 2021-BajapevillagraОценок пока нет
- Doblez en Columnas - Acero LongitudinalДокумент1 страницаDoblez en Columnas - Acero LongitudinalManuel Alejandro Rabanal RabanalОценок пока нет
- Detalle de EstriboДокумент1 страницаDetalle de EstriboManuel Alejandro Rabanal RabanalОценок пока нет
- Funciones de La JassДокумент5 страницFunciones de La JassManuel Alejandro Rabanal RabanalОценок пока нет
- Guía de Remisión Electrónica - Remitente: Datos de Inicio Del TrasladoДокумент1 страницаGuía de Remisión Electrónica - Remitente: Datos de Inicio Del TrasladoManuel Alejandro Rabanal RabanalОценок пока нет
- Semana 14Документ17 страницSemana 14Manuel Alejandro Rabanal RabanalОценок пока нет
- Ejemplo Esp PDFДокумент1 страницаEjemplo Esp PDFAbdallah LachguerОценок пока нет
- FICHA - Calamina Galv SundaДокумент4 страницыFICHA - Calamina Galv SundaManuel Alejandro Rabanal RabanalОценок пока нет
- Semi Nueva BH-C368Документ3 страницыSemi Nueva BH-C368Manuel Alejandro Rabanal RabanalОценок пока нет
- Clase A Categoría Iib - NuevoДокумент28 страницClase A Categoría Iib - NuevoManuel Alejandro Rabanal RabanalОценок пока нет
- Modelo Carta Cesion DerechosДокумент1 страницаModelo Carta Cesion DerechosManuel Alejandro Rabanal RabanalОценок пока нет
- INKA Ficha Tecnica ICoДокумент2 страницыINKA Ficha Tecnica ICoManuel Alejandro Rabanal RabanalОценок пока нет
- Instructivo de Pago Por Presentación de Solicitud de Arbitraje Ante El Centro de Arbitraje Latinoamericano e Investigaciones Jurídicas 1Документ2 страницыInstructivo de Pago Por Presentación de Solicitud de Arbitraje Ante El Centro de Arbitraje Latinoamericano e Investigaciones Jurídicas 1Manuel Alejandro Rabanal RabanalОценок пока нет
- Informe Tecnico Replanteo y Levantamiento Topográfico I.e.inicial N 326 Montesori Comas - LimaДокумент11 страницInforme Tecnico Replanteo y Levantamiento Topográfico I.e.inicial N 326 Montesori Comas - LimaManuel Alejandro Rabanal RabanalОценок пока нет
- Mobiliario MaderaДокумент1 страницаMobiliario MaderaManuel Alejandro Rabanal RabanalОценок пока нет
- Bases As N 052 2016integradas El Tambo BambamarcaДокумент68 страницBases As N 052 2016integradas El Tambo BambamarcaManuel Alejandro Rabanal RabanalОценок пока нет
- BASESДокумент87 страницBASESManuel Alejandro Rabanal RabanalОценок пока нет
- Pron 1159-2013-MP de El Collao (Obra Sistema de Agua Potable Camicachi)Документ6 страницPron 1159-2013-MP de El Collao (Obra Sistema de Agua Potable Camicachi)Manuel Alejandro Rabanal RabanalОценок пока нет
- Bases Integradas 20210319 083135 235Документ73 страницыBases Integradas 20210319 083135 235Manuel Alejandro Rabanal RabanalОценок пока нет
- 11.bases Estandar As Consultoria ObrasДокумент72 страницы11.bases Estandar As Consultoria ObrasManuel Alejandro Rabanal RabanalОценок пока нет
- Ee - Tt.mobiliario Escolar Met MadДокумент10 страницEe - Tt.mobiliario Escolar Met MadManuel Alejandro Rabanal RabanalОценок пока нет
- 6.bases Estandar CP Cons de Obras VF 20172 Super Vizcachani 20180226 175934 146Документ94 страницы6.bases Estandar CP Cons de Obras VF 20172 Super Vizcachani 20180226 175934 146Manuel Alejandro Rabanal RabanalОценок пока нет
- Solicitud implementación módulo Sistema PersonalДокумент2 страницыSolicitud implementación módulo Sistema PersonalJoel Briceño RegaladoОценок пока нет
- Ee - Tt.mobiliario Escolar Met Mad PDFДокумент6 страницEe - Tt.mobiliario Escolar Met Mad PDFRonald Santi Jara HuancaОценок пока нет
- Lista de Expedientes Por PublicarДокумент34 страницыLista de Expedientes Por PublicarManuel Alejandro Rabanal RabanalОценок пока нет
- Bases Leymebamba 2015 Integradas 20151023 105021 069Документ61 страницаBases Leymebamba 2015 Integradas 20151023 105021 069Manuel Alejandro Rabanal RabanalОценок пока нет
- Lista de Expedientes Por PublicarДокумент5 страницLista de Expedientes Por PublicarGazulAugustoMamaniGiltОценок пока нет
- Bases Obras de Arte 20171115 224144 781Документ56 страницBases Obras de Arte 20171115 224144 781Manuel Alejandro Rabanal RabanalОценок пока нет
- 067-17 - Serv.y Tecnologia S.r.l.-Reduc - PrestacionesДокумент5 страниц067-17 - Serv.y Tecnologia S.r.l.-Reduc - PrestacionesMarbil MirandaОценок пока нет
- 3 Recetas ManabíДокумент5 страниц3 Recetas ManabíDaniAleSantiZaОценок пока нет
- MENUДокумент1 страницаMENUgiselaОценок пока нет
- Huanca Quispe AngelaДокумент62 страницыHuanca Quispe AngelaMilene Flores MendizabalОценок пока нет
- Todo Sobre El Tumbo o CurubaДокумент6 страницTodo Sobre El Tumbo o CurubaErick ValesОценок пока нет
- Generalidades de La AlmendraДокумент15 страницGeneralidades de La AlmendraYovana Milagros Uriarte SaldañaОценок пока нет
- Despigmentantes, humectantes e ingredientes anti-edad enДокумент8 страницDespigmentantes, humectantes e ingredientes anti-edad enPablo TabordaОценок пока нет
- Aceites y OleatosДокумент2 страницыAceites y Oleatosdelvis mendezОценок пока нет
- Orden CampanulalesДокумент25 страницOrden CampanulalesJhonatan Melgarejo PalominoОценок пока нет
- Expo SelvaДокумент4 страницыExpo SelvaandreasaraguroОценок пока нет
- Difusión osmosis membranas célulasДокумент3 страницыDifusión osmosis membranas célulasVictor Escobar100% (1)
- Ficha de Familia - 2020Документ49 страницFicha de Familia - 2020JoseTaipeLoayzaОценок пока нет
- Letis Listado EEQ Web Septiembre 2018Документ3 страницыLetis Listado EEQ Web Septiembre 2018chababОценок пока нет
- PicklesДокумент11 страницPicklesRaul Bacuilima AucapiñaОценок пока нет
- Recetas Saladas PDFДокумент10 страницRecetas Saladas PDFJorge Figueroa San MartinОценок пока нет
- MeiosisДокумент59 страницMeiosisLetty CoronelОценок пока нет
- Gusano Alfilerillo DIABROTICAДокумент34 страницыGusano Alfilerillo DIABROTICAcayetanohernandezagalimonserraОценок пока нет
- Exportación de Aguacate de Perú Agosto 2021 (2021-08)Документ33 страницыExportación de Aguacate de Perú Agosto 2021 (2021-08)AvoSpot AvoPuntoОценок пока нет
- Taller Huerta en CasaДокумент2 страницыTaller Huerta en CasaJosé Ignacio Sanhueza CéspedesОценок пока нет
- Etapas Fenológicas Del TomateДокумент4 страницыEtapas Fenológicas Del TomateDaniela MancillaОценок пока нет
- Qué Son Los Tejidos FundamentalesДокумент4 страницыQué Son Los Tejidos FundamentalesDorcas Sosa Mendoza100% (1)
- Usos de Giberelinas de Sintesis en La Fruticultura ChilenaДокумент52 страницыUsos de Giberelinas de Sintesis en La Fruticultura ChilenaPedro AlexanderОценок пока нет
- Pollo Ras Al Hanout Con Arroz BasmatiДокумент4 страницыPollo Ras Al Hanout Con Arroz BasmatiPilar BetancortОценок пока нет
- Informe 4 Laboratorio de Fisiologia VegetalДокумент32 страницыInforme 4 Laboratorio de Fisiologia VegetalCesar Jimenez CambroneroОценок пока нет
- optimized title for survey of cost estimates and rebar schedules for foundation elementsДокумент6 страницoptimized title for survey of cost estimates and rebar schedules for foundation elementsJhosep Zapana GОценок пока нет
- Etileno 1Документ56 страницEtileno 1briggich falconОценок пока нет