Вам также может понравиться
- Us 4479925Документ5 страницUs 4479925Katherine Benavides VillenaОценок пока нет
- United States Patent (10) Patent No.: US 6,187,980 B1Документ6 страницUnited States Patent (10) Patent No.: US 6,187,980 B1BüşraОценок пока нет
- Us4342699 PDFДокумент18 страницUs4342699 PDFKhabib FirmansyahОценок пока нет
- Patent Pabrik Pthalic Anhydride Proses Von HeydenДокумент7 страницPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazОценок пока нет
- United States Patent (19) : Homme, Jr. 11 4,088,742Документ11 страницUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedОценок пока нет
- Us 4256783Документ9 страницUs 4256783Santiago BorgesОценок пока нет
- Anhydrous Us PatentДокумент11 страницAnhydrous Us PatentAlexander ApuraОценок пока нет
- United States Patent (19) : Filed. Oct. 5, 1977Документ3 страницыUnited States Patent (19) : Filed. Oct. 5, 1977Alexander Franco CastrillonОценок пока нет
- Patente Proceso aMDEA de BASFДокумент9 страницPatente Proceso aMDEA de BASFizurietaeduardoОценок пока нет
- Patente Cryoplus Linde Us4617039Документ13 страницPatente Cryoplus Linde Us4617039rubenpeОценок пока нет
- United States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityДокумент8 страницUnited States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityfitriОценок пока нет
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Документ4 страницыUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfОценок пока нет
- Us 5079267Документ8 страницUs 5079267annisa mifhtantiОценок пока нет
- United States PatentДокумент6 страницUnited States PatentPaola LNОценок пока нет
- United States Patent 19: Dumain Et AlДокумент10 страницUnited States Patent 19: Dumain Et AlFi FiyundaОценок пока нет
- Us 6034269Документ5 страницUs 6034269Rahmat SunaryaОценок пока нет
- ' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Документ4 страницы' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Waheed ZebОценок пока нет
- United States Patent ToДокумент8 страницUnited States Patent ToAwat MuhammadОценок пока нет
- Us 3625879 PatentДокумент8 страницUs 3625879 PatentJuPe Juniawan PrakosoОценок пока нет
- US4152217Документ9 страницUS4152217SekarNTutyОценок пока нет
- United States PatentДокумент5 страницUnited States Patenteka putri sri andrianiОценок пока нет
- United States Patent (19) : PowellДокумент8 страницUnited States Patent (19) : PowellSpiros LicoudisОценок пока нет
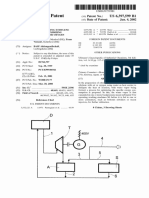
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Документ6 страницUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanОценок пока нет
- Us5799507 - ScoreДокумент19 страницUs5799507 - ScoreDiego1980bОценок пока нет
- United States Patent (19) : Lightner Oct. 17, 2000Документ6 страницUnited States Patent (19) : Lightner Oct. 17, 2000Ira RamadhaniОценок пока нет
- United States Patent (191: Schaper Et A1Документ3 страницыUnited States Patent (191: Schaper Et A1Juan Pablo EspinosaОценок пока нет
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Документ7 страницUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniОценок пока нет
- 2 Stage WGSДокумент8 страниц2 Stage WGSaqhieypoenyaОценок пока нет
- United States PatentДокумент10 страницUnited States PatentRuchita PoilkarОценок пока нет
- United States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Документ5 страницUnited States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Affinta LorenzaОценок пока нет
- US5375563Документ5 страницUS5375563xyz7890Оценок пока нет
- United States Patent (19) : Int, Cl2. F2SB 27/00, F2SB 15/00, F24J/3/02Документ5 страницUnited States Patent (19) : Int, Cl2. F2SB 27/00, F2SB 15/00, F24J/3/02D VОценок пока нет
- Us5844037 PDFДокумент12 страницUs5844037 PDFKelly GuerreroОценок пока нет
- United States Patent (19) : 11 Patent Number: 45 Date of PatentДокумент25 страницUnited States Patent (19) : 11 Patent Number: 45 Date of Patentfitri rowiyahОценок пока нет
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Документ6 страницAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanОценок пока нет
- US4322569 SorbitolДокумент7 страницUS4322569 SorbitolTiaz Lusiana PerdanaОценок пока нет
- US3679762Документ5 страницUS3679762Nateek SharmaОценок пока нет
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Документ5 страницUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015Оценок пока нет
- United States Patent (19) : (52) U.S. C.260/583 KДокумент5 страницUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanОценок пока нет
- United States Patent: (54) Encapsulating and PottingДокумент8 страницUnited States Patent: (54) Encapsulating and PottingVansala GanesanОценок пока нет
- US6235961Документ11 страницUS6235961Sidharth SinghОценок пока нет
- Patent US4203906Документ9 страницPatent US4203906Santiago BorgesОценок пока нет
- United States Patent (19) 11 Patent Number: 6,158,499: Rhodes Et Al. (45) Date of Patent: Dec. 12, 2000Документ17 страницUnited States Patent (19) 11 Patent Number: 6,158,499: Rhodes Et Al. (45) Date of Patent: Dec. 12, 2000Rohan DuttaОценок пока нет
- United States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryДокумент21 страницаUnited States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryNcTungОценок пока нет
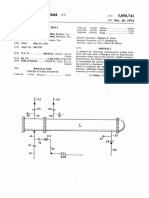
- Us3850741 PDFДокумент6 страницUs3850741 PDFGandhi YellapuОценок пока нет
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Документ9 страницUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezОценок пока нет
- Us4552979 PDFДокумент7 страницUs4552979 PDFTamiris CandiaОценок пока нет
- US4232179Документ10 страницUS423217931415Оценок пока нет
- Sodium Metabisulfite ProcessДокумент9 страницSodium Metabisulfite ProcessJESUS DANIEL GONZALES VILCAОценок пока нет
- Us 6489527Документ6 страницUs 6489527Gracelia IrmalindaОценок пока нет
- United States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataДокумент7 страницUnited States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataLatifah Nurul HudaОценок пока нет
- United States Patent (19) : L 0/2 M80 SRДокумент6 страницUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRAОценок пока нет
- US5240619Документ10 страницUS5240619Baba DookОценок пока нет
- US4365087Документ8 страницUS4365087ali.a.yahyaОценок пока нет
- US6281384Документ9 страницUS6281384ali.a.yahyaОценок пока нет
- EMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersДокумент9 страницEMULSIFIERS, AQUEOUS ISOCYANATE Emulsions Containgn Them and Their Use Use As BindersShabi HadashОценок пока нет
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Документ8 страницUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierОценок пока нет
- United States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Документ12 страницUnited States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Luigi RussoОценок пока нет
- US7387748Документ7 страницUS7387748MaboodОценок пока нет
- As 4176.3-2010 Multilayer Pipes For Pressure Applications Multilayer Piping Systems For Hot and Cold Water PLДокумент8 страницAs 4176.3-2010 Multilayer Pipes For Pressure Applications Multilayer Piping Systems For Hot and Cold Water PLSAI Global - APACОценок пока нет
- MTZ Worldwide Jan 2011Документ50 страницMTZ Worldwide Jan 2011biopoweredОценок пока нет
- Project New Naushad PDFДокумент83 страницыProject New Naushad PDFClick PickОценок пока нет
- Dextrid® Lte™: Filtration Control AdditiveДокумент1 страницаDextrid® Lte™: Filtration Control Additivesajad gohariОценок пока нет
- Cold Storage Design and Refrigeration EquipmentДокумент146 страницCold Storage Design and Refrigeration EquipmentGeorge Van Bommel0% (1)
- INN-QC-FR-15 Painting RecordДокумент1 страницаINN-QC-FR-15 Painting RecordchandraОценок пока нет
- Experiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point DepressionДокумент7 страницExperiment 1: Colligative Properties: Determination of The Molar Mass of A Compound by Freezing Point Depressionjordy745Оценок пока нет
- Analysis and Design of G+5 Residential Building by Using E-TabsДокумент7 страницAnalysis and Design of G+5 Residential Building by Using E-TabsTameka BennettОценок пока нет
- Datasheet - Uni QNB CДокумент4 страницыDatasheet - Uni QNB CYeisonОценок пока нет
- Activities Resource Loaded: S15 Biesh 1702 UNITS - REVISED BL REV03 $2,525,987,145.82Документ57 страницActivities Resource Loaded: S15 Biesh 1702 UNITS - REVISED BL REV03 $2,525,987,145.82Nayeem MohammedОценок пока нет
- Calculation SpreadSheetДокумент8 страницCalculation SpreadSheetSally LuciaОценок пока нет
- Process Industry Practices ElectricalДокумент10 страницProcess Industry Practices ElectricaljowarОценок пока нет
- Out of Plane Design of Masonry Walls Strength Design ExampleДокумент37 страницOut of Plane Design of Masonry Walls Strength Design Examplegullipalli100% (4)
- Medium Voltage Switching Devices: Assembly Operation MaintenanceДокумент52 страницыMedium Voltage Switching Devices: Assembly Operation MaintenanceGrid LockОценок пока нет
- ScribdДокумент1 страницаScribdsarthak tripathiОценок пока нет
- Armstrong - Humidification Handbook PDFДокумент40 страницArmstrong - Humidification Handbook PDFJawwadTariqОценок пока нет
- Crystallisation NotesДокумент5 страницCrystallisation NotesClarence AG YueОценок пока нет
- Envelop Protective Covers Material SpecificationsДокумент2 страницыEnvelop Protective Covers Material SpecificationsronhuttonОценок пока нет
- Intelligent Manufacturing Made Easy With Microsoft AzureДокумент5 страницIntelligent Manufacturing Made Easy With Microsoft Azurejohnlondon125Оценок пока нет
- Tiêu Chuẩn Stone Paper 3Документ3 страницыTiêu Chuẩn Stone Paper 3Huy NguyenОценок пока нет
- ABS (Acrylonitrile-Butadiene-Styrene) : Typical ApplicationsДокумент2 страницыABS (Acrylonitrile-Butadiene-Styrene) : Typical Applicationscatiav5r18Оценок пока нет
- 2014 Hyundai Equus 90049Документ479 страниц2014 Hyundai Equus 90049Anonymous bH1GoYuОценок пока нет
- Jaw CrusherДокумент8 страницJaw Crushermeharii0% (1)
- Technical Data Sheet LG11 ENG 2021Документ2 страницыTechnical Data Sheet LG11 ENG 2021KEMPCHEN COMDIFLEXОценок пока нет
- Barry Bcdi All Elastomer IsolatorsДокумент10 страницBarry Bcdi All Elastomer IsolatorsdouglascoombsОценок пока нет
- Daikin Presentation - Chiller SystemДокумент112 страницDaikin Presentation - Chiller Systemlucio ruiz jr100% (1)
- Garbage Cleaning MachineДокумент25 страницGarbage Cleaning MachinesankarОценок пока нет
- StrainerДокумент2 страницыStrainermayОценок пока нет
- Shell Alvania GL 00: Premium Multi-Purpose Gear GreaseДокумент2 страницыShell Alvania GL 00: Premium Multi-Purpose Gear GreaseMahmut GüdülОценок пока нет
- Tk08 Report Revision MidtermДокумент84 страницыTk08 Report Revision MidtermJessille silvОценок пока нет