Вам также может понравиться
- Designing Urea ReactorДокумент21 страницаDesigning Urea ReactorAdawiyah Al-jufri100% (4)
- Management of Thermal Power Plant in IndiaДокумент23 страницыManagement of Thermal Power Plant in Indiasurajsingh50% (2)
- Cimprogetti Kilns & Firing SystemsДокумент20 страницCimprogetti Kilns & Firing SystemsKalai SelvanОценок пока нет
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995От EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Рейтинг: 5 из 5 звезд5/5 (1)
- 3 Geometry of Single Point Cutting ToolsДокумент13 страниц3 Geometry of Single Point Cutting Toolsrichardcaroncstj100% (2)
- Energy Regulations No. 1-94Документ18 страницEnergy Regulations No. 1-94mark christian100% (1)
- United States District Court For The Middle District of Tennessee Nashville DivisionДокумент55 страницUnited States District Court For The Middle District of Tennessee Nashville DivisionAnita WadhwaniОценок пока нет
- NOx ControlДокумент4 страницыNOx Controlmathur97Оценок пока нет
- FGD Comparison - Wet Vs Semi Dry Vs DryДокумент6 страницFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhОценок пока нет
- RTO Vs RCO How To DecideДокумент6 страницRTO Vs RCO How To DecideAuliaFahryIIОценок пока нет
- IJEE 04 v5n1 PDFДокумент8 страницIJEE 04 v5n1 PDFbabarОценок пока нет
- Condition AssessmentДокумент9 страницCondition AssessmentPraveenОценок пока нет
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryДокумент15 страницCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedОценок пока нет
- Coal PulverizedДокумент113 страницCoal PulverizedSherwin Naldoza Dela Cruz100% (2)
- Air Pollution Control in The Sugar Cane PDFДокумент10 страницAir Pollution Control in The Sugar Cane PDFMiguel Angel Rozo ArangoОценок пока нет
- Transformer Oil TestingДокумент8 страницTransformer Oil TestingAndrei HoОценок пока нет
- Denox DesoxДокумент20 страницDenox DesoxArzu AkarОценок пока нет
- Management of Thermal Power Plants in India: Paper Presented at BAQ 2006 at Yogykarta, IndonesiaДокумент19 страницManagement of Thermal Power Plants in India: Paper Presented at BAQ 2006 at Yogykarta, Indonesiaapi-26797747Оценок пока нет
- Case Study On Cement Kiln Energy SavingДокумент3 страницыCase Study On Cement Kiln Energy Savingengr kazamОценок пока нет
- Coalgasificationsimanchal 170222101028 PDFДокумент19 страницCoalgasificationsimanchal 170222101028 PDFShaik SaleemОценок пока нет
- Comparative Analysis of Cryogenic and PTSA Technologies For Systems of Oxygen ProductionДокумент7 страницComparative Analysis of Cryogenic and PTSA Technologies For Systems of Oxygen Productionsameer bakshiОценок пока нет
- Salient Features of UFFLДокумент92 страницыSalient Features of UFFLMd. Abu NayeemОценок пока нет
- SCRCostManualchapter Draftforpubliccomment6!5!2015Документ101 страницаSCRCostManualchapter Draftforpubliccomment6!5!2015Mustika Putri PertiwiОценок пока нет
- Coal Gasification - EastmanДокумент44 страницыCoal Gasification - Eastmanstavros7Оценок пока нет
- Is CCUS A Distraction To Net Zero TransitionДокумент32 страницыIs CCUS A Distraction To Net Zero TransitionM SidinaОценок пока нет
- cs4 2ch2Документ66 страницcs4 2ch2Sarfaraz KhanОценок пока нет
- Sulzer EPD MD 150 360 SkidДокумент4 страницыSulzer EPD MD 150 360 SkidAdolfo CanceloОценок пока нет
- Sanjeev-Paliwal CPCB PDFДокумент16 страницSanjeev-Paliwal CPCB PDFrajiv_quantumОценок пока нет
- Economic Evaluation of The Industrial Solar Production of LimeДокумент22 страницыEconomic Evaluation of The Industrial Solar Production of Limeoscop2009Оценок пока нет
- Pgweg: Recycling of Lead/Acid Batteries in A Small PlantДокумент3 страницыPgweg: Recycling of Lead/Acid Batteries in A Small PlantCarolina SalcedoОценок пока нет
- Coal Gasification Process For Us IndustryДокумент19 страницCoal Gasification Process For Us Industrymourinho2Оценок пока нет
- An Overview of Landfill Gas Energy in The United StatesДокумент33 страницыAn Overview of Landfill Gas Energy in The United StatesMahmoud I. MahmoudОценок пока нет
- Wa0001.Документ3 страницыWa0001.Bahadur NazirОценок пока нет
- Boiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadДокумент77 страницBoiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadLakshya Soni100% (3)
- Capture of CO Background and Future Prospects: Dr. I. M. MishraДокумент63 страницыCapture of CO Background and Future Prospects: Dr. I. M. MishraJlkm BnjlkmОценок пока нет
- Praxair CO2EmissionsReductionCapture WhitepaperДокумент10 страницPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliОценок пока нет
- PGA04 GasTurbinesandHydrogenДокумент19 страницPGA04 GasTurbinesandHydrogenMahnoorОценок пока нет
- Energy Audits in Thermal Power StationДокумент62 страницыEnergy Audits in Thermal Power Stationfiroj_khan995% (22)
- Star Paper Mills LimitedДокумент8 страницStar Paper Mills Limitedrudran_786Оценок пока нет
- Cansolve TechnologiesДокумент10 страницCansolve TechnologiesBongibethu Msekeli HlabanoОценок пока нет
- Energy Conservation in Cupola FurnaceДокумент32 страницыEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Decarbonisation of Steam CrackersДокумент7 страницDecarbonisation of Steam CrackersAtharva OfficeОценок пока нет
- Double Downshot BoilersДокумент9 страницDouble Downshot BoilersNaveen ShettyОценок пока нет
- Simulation of CCS (MEA Absorption) Using Aspen Plus (Good) - 2019Документ5 страницSimulation of CCS (MEA Absorption) Using Aspen Plus (Good) - 2019daraj darajОценок пока нет
- TSPOM-CEO Visit - Biogas Introduction Presentation - AUG 2021Документ28 страницTSPOM-CEO Visit - Biogas Introduction Presentation - AUG 2021isyraffemirОценок пока нет
- Nitric Acid 2000Документ10 страницNitric Acid 2000harikeshrl5477Оценок пока нет
- Appendix 5A: Natural Gas Use in Industrial BoilersДокумент7 страницAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanОценок пока нет
- Seminar: Coal GasificationДокумент19 страницSeminar: Coal GasificationShaik SaleemОценок пока нет
- Multi-Criteria Comprehensive Energy Efficiency Assessment Based On fuzzy-AHP Method Case Study of Post-Treatment Technologies For Coal-Fired UnitsДокумент10 страницMulti-Criteria Comprehensive Energy Efficiency Assessment Based On fuzzy-AHP Method Case Study of Post-Treatment Technologies For Coal-Fired UnitsmuthjickuОценок пока нет
- Steam Supply Dong Duong Co.Документ36 страницSteam Supply Dong Duong Co.quang10Оценок пока нет
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagДокумент12 страницCoal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagRavi Satyapal100% (1)
- Control of Emissions From Power PlantsLarge Scale IndustriesДокумент48 страницControl of Emissions From Power PlantsLarge Scale IndustriesSonu Kumar100% (1)
- V4s47 Energy ManagementДокумент18 страницV4s47 Energy ManagementDilnesa EjiguОценок пока нет
- TECHNICAL373A Pages 14 16Документ3 страницыTECHNICAL373A Pages 14 16austintanОценок пока нет
- Wuhuan - MR Pi JinlinДокумент34 страницыWuhuan - MR Pi JinlinAmanОценок пока нет
- Coal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesДокумент8 страницCoal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesAnis SuryadiОценок пока нет
- Integrated Gasification Combined Cycle For Power GenerationДокумент25 страницIntegrated Gasification Combined Cycle For Power Generationmohammedalaa861Оценок пока нет
- Co-Generation in Textile Industries: Sandeep KumarДокумент4 страницыCo-Generation in Textile Industries: Sandeep KumartheijesОценок пока нет
- Using Hydrogen in Fuel To Eliminate CO2 Emissions in Fired HeatersДокумент5 страницUsing Hydrogen in Fuel To Eliminate CO2 Emissions in Fired HeatersJeffrey Ryan LindmarkОценок пока нет
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОт EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОценок пока нет
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsОт EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsОценок пока нет
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОт EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОценок пока нет
- NEP Final For Circulation PDFДокумент60 страницNEP Final For Circulation PDFNaren SainiОценок пока нет
- Application for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताДокумент2 страницыApplication for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताSiddharth RajendranОценок пока нет
- Kemh110 PDFДокумент33 страницыKemh110 PDFsnehalОценок пока нет
- Political Science: Test SeriesДокумент109 страницPolitical Science: Test SeriesSiddharth Rajendran0% (1)
- Application for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताДокумент2 страницыApplication for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताSiddharth RajendranОценок пока нет
- 0263d1b969293-1.time, Distance and Speed (Theory &exercise)Документ14 страниц0263d1b969293-1.time, Distance and Speed (Theory &exercise)Siddharth RajendranОценок пока нет
- Mathematical ReasoningДокумент26 страницMathematical Reasoningapi-19625511Оценок пока нет
- College DocumentsДокумент2 страницыCollege DocumentsSiddharth RajendranОценок пока нет
- IAS Mains Compulsory Hindi 2008Документ12 страницIAS Mains Compulsory Hindi 2008Siddharth RajendranОценок пока нет
- Vedic Reading Form: Appointment With Pt. Sanjay RathДокумент4 страницыVedic Reading Form: Appointment With Pt. Sanjay RathSiddharth RajendranОценок пока нет
- Official Vizag Recruitment Through UGC NET 2018Документ6 страницOfficial Vizag Recruitment Through UGC NET 2018Kabya SrivastavaОценок пока нет
- Hostel ReceiptДокумент1 страницаHostel ReceiptSiddharth RajendranОценок пока нет
- 07 Chapter2Документ8 страниц07 Chapter2Siddharth RajendranОценок пока нет
- E Receipt For State Bank Collect PaymentДокумент1 страницаE Receipt For State Bank Collect PaymentSiddharth RajendranОценок пока нет
- (23 24) Free ConvectionДокумент31 страница(23 24) Free ConvectionSalam AlbaradieОценок пока нет
- Insights Daily Current Affairs 01 July 2017Документ6 страницInsights Daily Current Affairs 01 July 2017Rohit KapoorОценок пока нет
- Recruitment of Engineers As Management Trainees Through GATE 2017Документ4 страницыRecruitment of Engineers As Management Trainees Through GATE 2017muthu vОценок пока нет
- Ir Presentation PDFДокумент17 страницIr Presentation PDFMarr BarolОценок пока нет
- 145and146 PDFДокумент10 страниц145and146 PDFSiddharth RajendranОценок пока нет
- 1 6 Monomer Drawing PracticeДокумент4 страницы1 6 Monomer Drawing PracticeSiddharth RajendranОценок пока нет
- (23 24) Free ConvectionДокумент31 страница(23 24) Free ConvectionSalam AlbaradieОценок пока нет
- Vacancy CGL 05042016Документ2 страницыVacancy CGL 05042016durgeshtiwaryОценок пока нет
- 4 Metal Cutting PDFДокумент42 страницы4 Metal Cutting PDFaviraj2006Оценок пока нет
- S No Reply: Coal India Limited Recruitment of Management TraineesДокумент4 страницыS No Reply: Coal India Limited Recruitment of Management TraineesSiddharth RajendranОценок пока нет
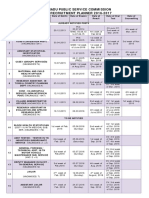
- Tamil Nadu Public Service Commission Annual Recruitment Planner 2016-2017Документ3 страницыTamil Nadu Public Service Commission Annual Recruitment Planner 2016-2017Ananda PreethiОценок пока нет
- New Text DocumentДокумент1 страницаNew Text DocumentSiddharth RajendranОценок пока нет
- Central Electronics Limited (A Public Sector Enterprises) 4, Industrial Area, Sahibabad - 201010 (UP)Документ2 страницыCentral Electronics Limited (A Public Sector Enterprises) 4, Industrial Area, Sahibabad - 201010 (UP)Siddharth RajendranОценок пока нет
- My PGTD Lec 2Документ34 страницыMy PGTD Lec 2Abdullah NawabОценок пока нет
- Green Energy Choices The Benefits, Risks and Trade-Offs of Low-Carbon Technologies For Electricity production-2016UNEP GEC Web PDFДокумент458 страницGreen Energy Choices The Benefits, Risks and Trade-Offs of Low-Carbon Technologies For Electricity production-2016UNEP GEC Web PDFAndreea DrăghiciОценок пока нет
- Ge 2008 Ecomagination ReportДокумент36 страницGe 2008 Ecomagination ReportTheBusinessInsiderОценок пока нет
- COAL 2010 Boleneus2010 - Infomin - ComДокумент2 страницыCOAL 2010 Boleneus2010 - Infomin - ComLes VadnaiОценок пока нет
- Ash CoolerДокумент8 страницAsh CoolerthiyagarajankОценок пока нет
- 8 IJTPE Issue4 Vol2 No3 Sep2010 pp51 59Документ9 страниц8 IJTPE Issue4 Vol2 No3 Sep2010 pp51 59mjimenezgОценок пока нет
- Non-Conventional Energy SourcesДокумент69 страницNon-Conventional Energy SourcesCse 2k17Оценок пока нет
- Bloomberg Philanthropies 2019 ReportДокумент120 страницBloomberg Philanthropies 2019 ReportZacharyEJWilliamsОценок пока нет
- CD M PipelineДокумент495 страницCD M PipelineEdwin AldrinОценок пока нет
- Vietnam Energy Outlook Report 2019 ENДокумент100 страницVietnam Energy Outlook Report 2019 ENNguyen Thuy AnОценок пока нет
- Advanced Ultra Supercritical InfoДокумент3 страницыAdvanced Ultra Supercritical InfoAnuragОценок пока нет
- Coal-Fired Power Plant: Presented byДокумент21 страницаCoal-Fired Power Plant: Presented byMuhamad Adam JemaliОценок пока нет
- Modules: Quarter 4 - Weeks 5 - 8Документ44 страницыModules: Quarter 4 - Weeks 5 - 8rebadullafrancheskaОценок пока нет
- Test Bank For Chemistry in Context Applying Chemistry To Society 7th Edition Acs Full DownloadДокумент29 страницTest Bank For Chemistry in Context Applying Chemistry To Society 7th Edition Acs Full Downloadsaraboydtfwqybmone100% (36)
- 7 Jan Thermal Power Plants in IndiaДокумент76 страниц7 Jan Thermal Power Plants in IndiaAakash MathersОценок пока нет
- What Is Biocoal?: Higher Energy ValueДокумент2 страницыWhat Is Biocoal?: Higher Energy ValueTanishq Chugh100% (1)
- C02 - Emission Wood Versus CoalДокумент4 страницыC02 - Emission Wood Versus CoalGeorge Van BommelОценок пока нет
- Batangas State University College of Engineering, Architecture and Fine Arts Mechanical Engineering DepartmentДокумент5 страницBatangas State University College of Engineering, Architecture and Fine Arts Mechanical Engineering DepartmentReynalene PanaliganОценок пока нет
- Cansolve TechnologiesДокумент10 страницCansolve TechnologiesBongibethu Msekeli HlabanoОценок пока нет
- Determining The Cost of Cycling andДокумент126 страницDetermining The Cost of Cycling andMax Mrr100% (1)
- Electric Light and Power Jul-Ago PDFДокумент44 страницыElectric Light and Power Jul-Ago PDFjegva7875Оценок пока нет
- University of Cape Town: Power Station Thermal Efficiency Performance Method EvaluationДокумент179 страницUniversity of Cape Town: Power Station Thermal Efficiency Performance Method EvaluationDomagoj GojevićОценок пока нет
- Partial Replacment of Cement in ConcreteДокумент24 страницыPartial Replacment of Cement in ConcreteAnjana SatheesanОценок пока нет
- Under Review - Adani PowerДокумент54 страницыUnder Review - Adani Powerkkarthi20Оценок пока нет
- CO2 Recovery TechnologyДокумент12 страницCO2 Recovery Technologyusman_hafeez86Оценок пока нет
- References IndustrialboilerserviceДокумент16 страницReferences IndustrialboilerserviceagusaryasОценок пока нет
- Report Pdp2007 EngДокумент104 страницыReport Pdp2007 Engmatden_304Оценок пока нет
- Siklus PLTU Kalbar 3Документ1 страницаSiklus PLTU Kalbar 3Heyu PermanaОценок пока нет