Вам также может понравиться
- SolidWorks 2017 Black Book: SolidWorks Black BookОт EverandSolidWorks 2017 Black Book: SolidWorks Black BookРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Rapid Manufacturing: An Industrial Revolution for the Digital AgeОт EverandRapid Manufacturing: An Industrial Revolution for the Digital AgeОценок пока нет
- Design For Manufacturability A Complete Guide - 2021 EditionОт EverandDesign For Manufacturability A Complete Guide - 2021 EditionОценок пока нет
- Mastering Autodesk Inventor 2015 and Autodesk Inventor LT 2015: Autodesk Official PressОт EverandMastering Autodesk Inventor 2015 and Autodesk Inventor LT 2015: Autodesk Official PressОценок пока нет
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОт EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОценок пока нет
- International Progress in Precision Engineering: Proceedings of the 7th International Precision Engineering Seminar, Kobe, Japan, May 1993От EverandInternational Progress in Precision Engineering: Proceedings of the 7th International Precision Engineering Seminar, Kobe, Japan, May 1993Оценок пока нет
- Design for additive manufacturing A Clear and Concise ReferenceОт EverandDesign for additive manufacturing A Clear and Concise ReferenceОценок пока нет
- 3D Printing: A Revolutionary Process for Industry ApplicationsОт Everand3D Printing: A Revolutionary Process for Industry ApplicationsОценок пока нет
- Cura For HICTOP 3D Printer BeginnerДокумент27 страницCura For HICTOP 3D Printer BeginnerEduardo OlmosОценок пока нет
- SolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)От EverandSolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- Latest Fyp Group ReportДокумент45 страницLatest Fyp Group ReportTanesshwaren BaskaranОценок пока нет
- Computer Aided EngineeringДокумент37 страницComputer Aided Engineeringsamluvhouse05100% (1)
- Module 1Документ37 страницModule 1Lokesh Lokesh D SОценок пока нет
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryОт EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryОценок пока нет
- Design for manufacturability A Complete Guide - 2019 EditionОт EverandDesign for manufacturability A Complete Guide - 2019 EditionОценок пока нет
- Poster On Additive ManufacturingДокумент1 страницаPoster On Additive Manufacturingnaga murugaОценок пока нет
- Advanced CSДокумент192 страницыAdvanced CSbilly dillpickerОценок пока нет
- Gmail - Product Showcase Event - New Frontier in Large Format Hybrid 3D Printing ConfirmationДокумент2 страницыGmail - Product Showcase Event - New Frontier in Large Format Hybrid 3D Printing ConfirmationkunteshradadiyaОценок пока нет
- Design For XДокумент48 страницDesign For Xthamilarasu100% (1)
- ELCINA Award Nomination Form Scheme 2017 18Документ23 страницыELCINA Award Nomination Form Scheme 2017 18kunteshradadiyaОценок пока нет
- Newsletter AUGUST 2018 FinalДокумент13 страницNewsletter AUGUST 2018 FinalkunteshradadiyaОценок пока нет
- FДокумент1 страницаFkunteshradadiyaОценок пока нет
- Sample NotepadДокумент5 страницSample NotepadyahooincОценок пока нет
- FДокумент1 страницаFkunteshradadiyaОценок пока нет
- Print Quality Troubleshooting Guide - Simplify3D SoftwareДокумент43 страницыPrint Quality Troubleshooting Guide - Simplify3D SoftwarekunteshradadiyaОценок пока нет
- IIIF Exhibitor ManualДокумент16 страницIIIF Exhibitor ManualkunteshradadiyaОценок пока нет
- Export Gem Jewellery July 16Документ2 страницыExport Gem Jewellery July 16kunteshradadiyaОценок пока нет
- Eskandari 052606Документ0 страницEskandari 052606vishal kumar sinhaОценок пока нет
- Eskandari 052606Документ0 страницEskandari 052606vishal kumar sinhaОценок пока нет
- Leadership StyleДокумент25 страницLeadership StylekunteshradadiyaОценок пока нет
- Unified Thread StandardДокумент5 страницUnified Thread StandardNapiorkowskiОценок пока нет
- BSP 05 UK (Nov-11) PDFДокумент20 страницBSP 05 UK (Nov-11) PDFhepcomotionОценок пока нет
- Assembly Instructions ECblue Basic VersionДокумент44 страницыAssembly Instructions ECblue Basic VersionCity FM E ApaciОценок пока нет
- List of International Organization For Standardization (ISO) Standards PDFДокумент136 страницList of International Organization For Standardization (ISO) Standards PDFPratik100% (1)
- Vip No.12 - MDSPДокумент4 страницыVip No.12 - MDSPkj gandaОценок пока нет
- Tech - C 2 PDFДокумент3 страницыTech - C 2 PDFjuanОценок пока нет
- Install Manual - Fill-Rite FR311VNДокумент16 страницInstall Manual - Fill-Rite FR311VNAntОценок пока нет
- PW98MR 6Документ480 страницPW98MR 6Phụ Tùng Phú Qúy100% (2)
- Astm F593 PDFДокумент8 страницAstm F593 PDFjemorpeОценок пока нет
- API FLANGE 6A Version 10.4Документ2 страницыAPI FLANGE 6A Version 10.4mortezarasoulianОценок пока нет
- MD R19 - Part - AДокумент116 страницMD R19 - Part - Aashok junapudiОценок пока нет
- Ball ValvesДокумент26 страницBall ValvesSamad A BakarОценок пока нет
- Design Self Made CNC in Fusion 360 PDFДокумент20 страницDesign Self Made CNC in Fusion 360 PDFJorge B.Оценок пока нет
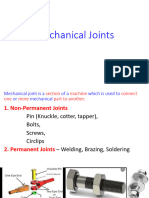
- Mechanical JointsДокумент58 страницMechanical JointsEmmanuel AnyemenОценок пока нет
- ESNA Catalog 9203Документ94 страницыESNA Catalog 9203dmt1905Оценок пока нет
- Alpha Transom Assembly & ServiceДокумент73 страницыAlpha Transom Assembly & ServiceDave Lamers100% (1)
- 02 CylinderAndServiceValvesДокумент9 страниц02 CylinderAndServiceValvesSan CandyОценок пока нет
- Flanges and Their Joints - BoltingДокумент22 страницыFlanges and Their Joints - BoltingКонстантинПаечкинОценок пока нет
- Armstrong 78 010 CatalogДокумент16 страницArmstrong 78 010 CatalogPeak LeeОценок пока нет
- Denso Tcci GMДокумент20 страницDenso Tcci GMChandra AdigunaОценок пока нет
- MSS SP-25Документ32 страницыMSS SP-25ashams492Оценок пока нет
- As 1074-1989 Steel Tubes and Tubulars For Ordinary ServiceДокумент7 страницAs 1074-1989 Steel Tubes and Tubulars For Ordinary ServiceSAI Global - APAC50% (2)
- Asme B18.31.2-2014Документ20 страницAsme B18.31.2-2014vijay pawar67% (3)
- Somta Tools User GuideДокумент150 страницSomta Tools User GuideBarrie Van Wyk100% (1)
- Me8513 Metrology and MeasurementsДокумент3 страницыMe8513 Metrology and MeasurementsMURALI KRISHNAN RОценок пока нет
- 1 Transistor FM RadioДокумент7 страниц1 Transistor FM RadiopalakqОценок пока нет
- Installation Manual BatamindoДокумент42 страницыInstallation Manual BatamindoDikaAnindyajatiОценок пока нет
- Lab Report 1Документ5 страницLab Report 1mamoona noreenОценок пока нет
- Trap RodДокумент21 страницаTrap Rodrush_oceanОценок пока нет
- GEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsДокумент107 страницGEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsWilliam Smith100% (3)