Вам также может понравиться
- Shell & Tube Heat ExchangerДокумент9 страницShell & Tube Heat ExchangerSushant PaiОценок пока нет
- Design of A Heat Exchanger Using HTRIДокумент4 страницыDesign of A Heat Exchanger Using HTRIcenter010% (1)
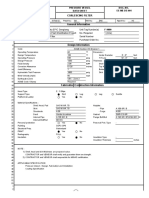
- Coalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Документ2 страницыCoalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Elias EliasОценок пока нет
- VEDST003 - Shell and Tube Heat Exchanger Specification SheetДокумент23 страницыVEDST003 - Shell and Tube Heat Exchanger Specification SheetyuganterОценок пока нет
- TEMA Sheet Heat Exchanger Specification SheetДокумент3 страницыTEMA Sheet Heat Exchanger Specification SheetSonNguyenОценок пока нет
- Inlet Separator Design APIДокумент8 страницInlet Separator Design APIIlham Dwiyanto Emzar100% (1)
- TQ - Air Fin Cooler (CS) - ModificationДокумент6 страницTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaОценок пока нет
- Selection of TEMA Class of Heat ExchangerДокумент10 страницSelection of TEMA Class of Heat ExchangerBalkundeОценок пока нет
- Gas-Gas Exchanger DatasheetДокумент3 страницыGas-Gas Exchanger DatasheetidilfitriОценок пока нет
- Htri B51GUHXEReport PDFДокумент42 страницыHtri B51GUHXEReport PDFjesus_manrique2753Оценок пока нет
- Gas Chiller Datasheet PDFДокумент2 страницыGas Chiller Datasheet PDFidilfitriОценок пока нет
- TUBESHEETДокумент5 страницTUBESHEETMehta MehulОценок пока нет
- Heat Exchanger - Preliminary Data SheetДокумент4 страницыHeat Exchanger - Preliminary Data SheetgksakthiОценок пока нет
- GA Drawings of Shell & Tube Type Heat ExchangerДокумент2 страницыGA Drawings of Shell & Tube Type Heat ExchangerSuryaprakash100% (1)
- Tech. Spec. For Heat ExchangersДокумент5 страницTech. Spec. For Heat Exchangerssanjay421Оценок пока нет
- ES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Документ10 страницES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Nikki RobertsОценок пока нет
- Section 09 - Heat Transfer & ExchangersДокумент54 страницыSection 09 - Heat Transfer & Exchangershwang2Оценок пока нет
- Sample4 SpreadsheetДокумент21 страницаSample4 SpreadsheetTrishul Nath Pallay100% (1)
- UHX STudyДокумент12 страницUHX STudyAKSHAY BHATKARОценок пока нет
- Heat Exchanger Design Using HTRI PDFДокумент30 страницHeat Exchanger Design Using HTRI PDF966571016208Оценок пока нет
- 15-501-EP-DS-002 (IG Buffer Vessel Datasheet), Rev.2Документ4 страницы15-501-EP-DS-002 (IG Buffer Vessel Datasheet), Rev.2Umair A. KhanОценок пока нет
- Shell & Tube Heat Exchanger Part 1Документ4 страницыShell & Tube Heat Exchanger Part 1NAMOОценок пока нет
- Heat Exchanger DesignДокумент41 страницаHeat Exchanger Designishita.brahmbhatt100% (1)
- Half Pipe Coil AgitatedДокумент1 страницаHalf Pipe Coil AgitatedNITINОценок пока нет
- Vertical Two-Phase Separator Sizing (SI Units) : Client Proj No Project Calc No Subject Sheet OFДокумент4 страницыVertical Two-Phase Separator Sizing (SI Units) : Client Proj No Project Calc No Subject Sheet OFJhonnatan Fredy Gomez DominguezОценок пока нет
- Aspen Exchanger Design and Rating Shell & Tube V9: Tema SheetДокумент7 страницAspen Exchanger Design and Rating Shell & Tube V9: Tema SheetTuấn VũОценок пока нет
- Open TankДокумент27 страницOpen Tankhgagselim2012Оценок пока нет
- Standard Shell. Specifications Pressure VesselДокумент20 страницStandard Shell. Specifications Pressure Vesseledwin100% (1)
- FLARENETДокумент19 страницFLARENETrohmanОценок пока нет
- HTFS Presentation 2Документ57 страницHTFS Presentation 2Divyesh Patel100% (1)
- TEMA Type Heat Exchangers PDFДокумент4 страницыTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- R3 Shell Tube HEДокумент5 страницR3 Shell Tube HEDalber VazquezОценок пока нет
- Heat Exchanger Specification Sheet: MM M? M? Performance of One UnitДокумент9 страницHeat Exchanger Specification Sheet: MM M? M? Performance of One UnitGladys ZiSing LeeОценок пока нет
- Selecting The Proper TEMA TypeДокумент3 страницыSelecting The Proper TEMA TypeMubarik AliОценок пока нет
- Air Cooled ExchangerДокумент4 страницыAir Cooled Exchangermayurjannu100% (1)
- S&T HeДокумент32 страницыS&T HeArpit Sharma100% (1)
- COMPRESS Quick Start Guide enДокумент10 страницCOMPRESS Quick Start Guide engaurangОценок пока нет
- Tube Sheet ProceduresДокумент20 страницTube Sheet ProceduresLcm TnlОценок пока нет
- Vessels - Flash Drums, Surge Tanks and AccumulatorsДокумент2 страницыVessels - Flash Drums, Surge Tanks and AccumulatorsVuong Bui100% (1)
- C:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchДокумент1 страницаC:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchFadhila Ahmad AnindriaОценок пока нет
- Gas-Liquid Vertical Separator PDFДокумент2 страницыGas-Liquid Vertical Separator PDFRathish RagooОценок пока нет
- Data Sheet Residue Gas Scrubber (V-1110)Документ2 страницыData Sheet Residue Gas Scrubber (V-1110)Elias EliasОценок пока нет
- Recirculation Model of Kettle ReboilerДокумент11 страницRecirculation Model of Kettle ReboilerGreat AmpongОценок пока нет
- Heat ExchangersДокумент48 страницHeat ExchangersRiccat Shio'TangОценок пока нет
- Heat ExchangersДокумент56 страницHeat ExchangersGeeva Prasanth AОценок пока нет
- Pressure Vessel WEIGHT PresentДокумент17 страницPressure Vessel WEIGHT PresentErol Aydin100% (3)
- Design of A Heat Exchanger Using HTRI - World Wide SimulationДокумент5 страницDesign of A Heat Exchanger Using HTRI - World Wide Simulationwisnu_220267% (3)
- Preliminary Equipment Data Fired Heaters: Item Number ServiceДокумент9 страницPreliminary Equipment Data Fired Heaters: Item Number ServiceEslamSheblОценок пока нет
- Re To Comments - Biz BayДокумент6 страницRe To Comments - Biz BayEngineering WavesОценок пока нет
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionДокумент66 страницAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZОценок пока нет
- Reem Takrouri PDF - Results PDFДокумент5 страницReem Takrouri PDF - Results PDFريم تكروريОценок пока нет
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionДокумент38 страницAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZОценок пока нет
- Catalogue Seal Oil CoolerДокумент28 страницCatalogue Seal Oil CoolerSharad KokateОценок пока нет
- English Unit Spec SheetДокумент3 страницыEnglish Unit Spec SheetDanang PrakosaОценок пока нет
- Intercambiador de PlatosДокумент1 страницаIntercambiador de PlatosYesid ReyesОценок пока нет
- Condensadora TTB TraneДокумент24 страницыCondensadora TTB TraneRoberto Reyes Lara100% (1)
- Tank Design and DetailingДокумент17 страницTank Design and DetailingFuatОценок пока нет
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionДокумент29 страницAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZОценок пока нет
- Check List For Reviewing of Shell Tube Heat Exchanger Drawings PDFДокумент4 страницыCheck List For Reviewing of Shell Tube Heat Exchanger Drawings PDFRakesh KumarОценок пока нет
- Max-Allowable-Pressure-of-Pipes-and-Pipellines-CER-04022013-1 (V. S. Kumar-Unprotected)Документ74 страницыMax-Allowable-Pressure-of-Pipes-and-Pipellines-CER-04022013-1 (V. S. Kumar-Unprotected)chemical509Оценок пока нет
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Документ13 страниц(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaОценок пока нет
- Option Selection Program: Select Your Reason For Using This ProgramДокумент2 страницыOption Selection Program: Select Your Reason For Using This ProgramdonyaОценок пока нет
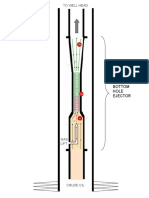
- BOTTOMHOLEEJECTORДокумент1 страницаBOTTOMHOLEEJECTORdonyaОценок пока нет
- Flame Arrester Technical Form: SocietyДокумент7 страницFlame Arrester Technical Form: SocietyHmd MokhtariОценок пока нет
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyДокумент13 страниц(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasОценок пока нет
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationДокумент2 страницыQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaОценок пока нет
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Документ11 страниц© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahОценок пока нет
- Chemical Engineering CommunicationsДокумент15 страницChemical Engineering CommunicationsdonyaОценок пока нет
- Processes MTP 03 00684 v2Документ15 страницProcesses MTP 03 00684 v2akshaykgОценок пока нет
- E-03.0) General Static-Mixing Customer Specification QuestionnaireДокумент2 страницыE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaОценок пока нет
- Pressure Drop Measurements in Distillatio ColumnsДокумент5 страницPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- (Paperhub Ir) 10 1021@ie950674wДокумент14 страниц(Paperhub Ir) 10 1021@ie950674wdonyaОценок пока нет
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationДокумент6 страницDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaОценок пока нет
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsДокумент4 страницыSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaОценок пока нет
- Objectlistview Python Edition StableДокумент77 страницObjectlistview Python Edition StabledonyaОценок пока нет
- 6200 Area - Urea Plant: Process OverviewДокумент8 страниц6200 Area - Urea Plant: Process OverviewtreyzzztylerОценок пока нет
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsДокумент4 страницыSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaОценок пока нет
- Theresa Renee Anthony: All Rights ReservedДокумент53 страницыTheresa Renee Anthony: All Rights ReserveddonyaОценок пока нет
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachДокумент15 страницEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986Оценок пока нет
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEДокумент3 страницыFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaОценок пока нет
- Inventions 04 00016Документ54 страницыInventions 04 00016donyaОценок пока нет
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Документ3 страницыExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaОценок пока нет
- Modelling Gas Liquid Flow in Venturi SCR PDFДокумент7 страницModelling Gas Liquid Flow in Venturi SCR PDFdonyaОценок пока нет
- Data Sheet Ejector PDFДокумент1 страницаData Sheet Ejector PDFdonyaОценок пока нет
- Processes MTP 03 00684 v2Документ15 страницProcesses MTP 03 00684 v2akshaykgОценок пока нет
- Questionnaire For: Liquid Jet Liquid EjectorsДокумент2 страницыQuestionnaire For: Liquid Jet Liquid EjectorsdonyaОценок пока нет
- 1975163Документ2 страницы1975163donyaОценок пока нет
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STДокумент2 страницы291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaОценок пока нет
- 4244 12672 1 PB PDFДокумент15 страниц4244 12672 1 PB PDFVinh Do ThanhОценок пока нет
- Method Statement For Construction of Concrete Batching Plant (Combined)Документ72 страницыMethod Statement For Construction of Concrete Batching Plant (Combined)NP Dien100% (1)
- Second Quarter Lesson 4Документ7 страницSecond Quarter Lesson 4Jomarie PauleОценок пока нет
- PresentationДокумент6 страницPresentationVruchali ThakareОценок пока нет
- Industrial RevolutionДокумент2 страницыIndustrial RevolutionDiana MariaОценок пока нет
- P&CДокумент18 страницP&Cmailrgn2176Оценок пока нет
- Exchange 2010 UnderstandДокумент493 страницыExchange 2010 UnderstandSeKoFieОценок пока нет
- Auditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentДокумент32 страницыAuditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentMajoy BantocОценок пока нет
- Coping Mechanism and Academic Performance Among FiДокумент14 страницCoping Mechanism and Academic Performance Among FiMary Margaret MorillaОценок пока нет
- Job Stress InterventionsДокумент5 страницJob Stress InterventionscocaralucamihaelaОценок пока нет
- Paper 11-ICOSubmittedДокумент10 страницPaper 11-ICOSubmittedNhat Tan MaiОценок пока нет
- Unwrapping The StandardsДокумент2 страницыUnwrapping The Standardsapi-254299227100% (1)
- Aloe Vera An Ancient Herb For Modern Dentistry-A LДокумент7 страницAloe Vera An Ancient Herb For Modern Dentistry-A LRuth Ransel Yadao ValentinОценок пока нет
- Limited Alembic: Employee Related DataДокумент4 страницыLimited Alembic: Employee Related DataTp EarningsОценок пока нет
- Speaking Quý 1 2024Документ43 страницыSpeaking Quý 1 2024Khang HoàngОценок пока нет
- Traulsen RHT-AHT Reach in Refrigerator WUT Glass DoorДокумент2 страницыTraulsen RHT-AHT Reach in Refrigerator WUT Glass Doorwsfc-ebayОценок пока нет
- Activity 4 - Energy Flow and Food WebДокумент4 страницыActivity 4 - Energy Flow and Food WebMohamidin MamalapatОценок пока нет
- Lifecycle of A Frog For Primary StudentsДокумент10 страницLifecycle of A Frog For Primary StudentsMónika KissОценок пока нет
- Super Gene 1201-1300Документ426 страницSuper Gene 1201-1300Henri AtanganaОценок пока нет
- Pyle 4ch Marine BTДокумент4 страницыPyle 4ch Marine BTRafael VieiraОценок пока нет
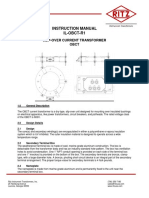
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctДокумент2 страницыInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالОценок пока нет
- Training Structure - Thinkific Plus TemplateДокумент7 страницTraining Structure - Thinkific Plus TemplateQIONG WUОценок пока нет
- Montessori Vs WaldorfДокумент4 страницыMontessori Vs WaldorfAbarnaОценок пока нет
- Hydraulic Excavator: Engine WeightsДокумент28 страницHydraulic Excavator: Engine WeightsFelipe Pisklevits LaubeОценок пока нет
- Majan Audit Report Final2Документ46 страницMajan Audit Report Final2Sreekanth RallapalliОценок пока нет
- Operaciones UnitariasДокумент91 страницаOperaciones UnitariasAlejandro ReyesОценок пока нет
- Cambridge IGCSE: PHYSICS 0625/62Документ12 страницCambridge IGCSE: PHYSICS 0625/62EffОценок пока нет
- OSX ExpoДокумент13 страницOSX ExpoxolilevОценок пока нет
- Bethelhem Alemayehu LTE Data ServiceДокумент104 страницыBethelhem Alemayehu LTE Data Servicemola argawОценок пока нет
- Kongsberg Oil and Gas Technology LimitedДокумент1 страницаKongsberg Oil and Gas Technology LimitedGhoozyОценок пока нет
- Zanussi Parts & Accessories - Search Results3 - 91189203300Документ4 страницыZanussi Parts & Accessories - Search Results3 - 91189203300Melissa WilliamsОценок пока нет