Вам также может понравиться
- WPS NMB 001Документ6 страницWPS NMB 001mohamed nasserОценок пока нет
- Company Logo Added to QAP DocumentДокумент4 страницыCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- Sample Forms WPS PQRДокумент22 страницыSample Forms WPS PQRGMОценок пока нет
- Procedure Qualification Record PQRДокумент3 страницыProcedure Qualification Record PQRNMBaihakiARОценок пока нет
- WFP 2-01 ASME B31 Piping Welding ProcedureДокумент8 страницWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Оценок пока нет
- Welder Qualification Test RequestДокумент1 страницаWelder Qualification Test RequestgoguluОценок пока нет
- Material Traceability ProcedureДокумент12 страницMaterial Traceability Procedureqamar qateebОценок пока нет
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFДокумент26 страницNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosОценок пока нет
- D1.5M D1.5 2015 AMD1 Form O 2 FillableДокумент1 страницаD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Оценок пока нет
- Welding Log BookДокумент1 страницаWelding Log Booksamsurendran_mech4020Оценок пока нет
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationДокумент3 страницыITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalОценок пока нет
- Poster Welding P VoxXa PDFДокумент1 страницаPoster Welding P VoxXa PDFAd Man GeTigОценок пока нет
- Gate & Globe PDFДокумент0 страницGate & Globe PDFZoebairОценок пока нет
- Welding Consumables Control RegisterДокумент1 страницаWelding Consumables Control RegisterAli MhaskarОценок пока нет
- 2596 (Asme)Документ1 страница2596 (Asme)fracevОценок пока нет
- DVS 2207-3Документ12 страницDVS 2207-3gura9054Оценок пока нет
- Sfa-5.6Документ20 страницSfa-5.6vannie_yundaОценок пока нет
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Документ6 страницRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriОценок пока нет
- Difference Between Weld Layer Versus Bead Versus PassДокумент6 страницDifference Between Weld Layer Versus Bead Versus Passlram70Оценок пока нет
- Handle Parts Carefully & Zero Tolerance To Be Maintained As Regards To Nicks, Scratches & DentsДокумент1 страницаHandle Parts Carefully & Zero Tolerance To Be Maintained As Regards To Nicks, Scratches & DentsSAKTHIVEL AОценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- Thermal Power Project Weld Inspection ReportДокумент1 страницаThermal Power Project Weld Inspection ReportAshwani DograОценок пока нет
- Welding Parameters Control PipelineДокумент1 страницаWelding Parameters Control PipelinemusheerОценок пока нет
- FactoryДокумент72 страницыFactorywhitebrosОценок пока нет
- 12 Storage of Parent MaterialsДокумент3 страницы12 Storage of Parent MaterialselmiraОценок пока нет
- Preparation and Control of WeldingДокумент3 страницыPreparation and Control of Weldingbalakumar rajaramОценок пока нет
- Painting Report Cd3Документ15 страницPainting Report Cd3sivaОценок пока нет
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Документ2 страницыSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonОценок пока нет
- AWS D8.1M-2007 LeibleДокумент40 страницAWS D8.1M-2007 Leiblejorge solisОценок пока нет
- DPT Report 02Документ2 страницыDPT Report 02Amit Hasan100% (1)
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Документ2 страницыSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzОценок пока нет
- Hydraulic crash barriers ITPДокумент4 страницыHydraulic crash barriers ITPmoytabura96Оценок пока нет
- KGP-Flamme Cutting Proce For BEI PDFДокумент4 страницыKGP-Flamme Cutting Proce For BEI PDFoomoomОценок пока нет
- Fermi Lab Orbital Welding ProcedureДокумент2 страницыFermi Lab Orbital Welding ProcedurePramod Athiyarathu100% (1)
- QC Sample Manual GenericДокумент34 страницыQC Sample Manual GenericIan Stewart PorterОценок пока нет
- Alu WpsДокумент4 страницыAlu WpsdselvakuuОценок пока нет
- Welder TrainingДокумент13 страницWelder Trainingויליאם סן מרמיגיוסОценок пока нет
- PWPS - GTSM-73 Rev-AДокумент5 страницPWPS - GTSM-73 Rev-AVimin PrakashОценок пока нет
- NDT Request (Template)Документ4 страницыNDT Request (Template)Bethel NdifonОценок пока нет
- Welders ManagementДокумент11 страницWelders ManagementStanley AlexОценок пока нет
- PWHT Job Card For p91 Butt Weld 14'' SupportДокумент2 страницыPWHT Job Card For p91 Butt Weld 14'' Support9703422499Оценок пока нет
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsДокумент14 страницGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanОценок пока нет
- 2019 Product Catalog WebДокумент104 страницы2019 Product Catalog WebIan Niko100% (1)
- QA 01 001 2013 Rev0 Quality Manual PDFДокумент53 страницыQA 01 001 2013 Rev0 Quality Manual PDFMau Atenas PerezОценок пока нет
- Stainless steel welding procedure qualification recordДокумент1 страницаStainless steel welding procedure qualification recordchandraОценок пока нет
- Welding Procedure DocumentДокумент7 страницWelding Procedure DocumentikponmwonsaОценок пока нет
- ASME Definitions, Welding Positions, Materials GuideДокумент9 страницASME Definitions, Welding Positions, Materials GuideSankar KrishnanОценок пока нет
- Visual Inspection FormatДокумент2 страницыVisual Inspection Formattuan mai vanОценок пока нет
- Pickling Work InstructionДокумент1 страницаPickling Work InstructionmanesarkarОценок пока нет
- Weld ShrinkageДокумент16 страницWeld ShrinkageWeff JingОценок пока нет
- WPS MCC 001 PDFДокумент1 страницаWPS MCC 001 PDFNuwan RanaweeraОценок пока нет
- Procedure for Flame Straightening Structural SteelДокумент3 страницыProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- Arc StrikeДокумент9 страницArc StrikeBulut YildizОценок пока нет
- WPS GTAW-SMAW h1Документ1 страницаWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzОценок пока нет
- Baking register tracks electrode usageДокумент3 страницыBaking register tracks electrode usageShivam TiwariОценок пока нет
- WPS for Welding HY80 SteelДокумент2 страницыWPS for Welding HY80 Steelsrb metallurgОценок пока нет
- Welding Procedure for Stainless Steel PipesДокумент2 страницыWelding Procedure for Stainless Steel Pipes模具工程系鄭德彥Оценок пока нет
- 1000 XXXX HY80 HSLA100Документ2 страницы1000 XXXX HY80 HSLA100srb metallurgОценок пока нет
- Welding Procedure SpecificationДокумент2 страницыWelding Procedure SpecificationFrancisco HoyosОценок пока нет
- Method For Mechanical Properties EvaluationДокумент5 страницMethod For Mechanical Properties Evaluationmahmoud_allam3Оценок пока нет
- Steam Generators 2Документ33 страницыSteam Generators 2gbharathreddysОценок пока нет
- Fracture Toughness of The Heat Affected Zone in Girth WeldsДокумент7 страницFracture Toughness of The Heat Affected Zone in Girth Weldsmahmoud_allam3Оценок пока нет
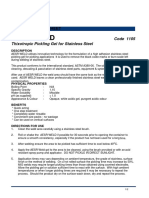
- PICKLING Gel FOR STAILESS STEEL PdsДокумент2 страницыPICKLING Gel FOR STAILESS STEEL Pdsmahmoud_allam3Оценок пока нет
- Furnaces and RefractoriesДокумент36 страницFurnaces and Refractoriesengkassem100% (5)
- Study of Ductile-Brittle Transition Temperature of 9Cr-1Mo SteelsДокумент2 страницыStudy of Ductile-Brittle Transition Temperature of 9Cr-1Mo Steelsmahmoud_allam3Оценок пока нет
- 1english Reg Final Nov 2010 PDFДокумент367 страниц1english Reg Final Nov 2010 PDFmahmoud_allam3Оценок пока нет
- Nitrogen Purging For Stainless SteelДокумент4 страницыNitrogen Purging For Stainless Steelmahmoud_allam3Оценок пока нет
- Color Metallurgy of Cast IronДокумент13 страницColor Metallurgy of Cast Ironmahmoud_allam3Оценок пока нет
- ASME New Code Case LetterДокумент1 страницаASME New Code Case Lettermahmoud_allam3Оценок пока нет
- Passivating Gel For Stainless SteelДокумент2 страницыPassivating Gel For Stainless Steelmahmoud_allam3Оценок пока нет
- Engineering, Steel Fabrication and Process Equipment ManufacturerДокумент4 страницыEngineering, Steel Fabrication and Process Equipment Manufacturermahmoud_allam3Оценок пока нет
- Code Case 2891 U-2 CerДокумент1 страницаCode Case 2891 U-2 Cermahmoud_allam3Оценок пока нет
- Projects Follow UpДокумент1 страницаProjects Follow Upmahmoud_allam3Оценок пока нет
- Request For Code CaseДокумент2 страницыRequest For Code Casemahmoud_allam3Оценок пока нет
- Journal Modified 9% CR Steels For AdvancedДокумент6 страницJournal Modified 9% CR Steels For Advancedmahmoud_allam3Оценок пока нет
- Code Case 2891 U-2 CerДокумент1 страницаCode Case 2891 U-2 Cermahmoud_allam3Оценок пока нет
- Color Metallurgy of Cast IronДокумент13 страницColor Metallurgy of Cast Ironmahmoud_allam3Оценок пока нет
- WPS for GTAW Welding of Aluminum Butt JointsДокумент2 страницыWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3Оценок пока нет
- 16-2819 Welders InterpretationДокумент1 страница16-2819 Welders Interpretationmahmoud_allam3Оценок пока нет
- Presentation For WeldingДокумент31 страницаPresentation For Weldingmahmoud_allam3Оценок пока нет
- Aluminim WPSДокумент5 страницAluminim WPSmahmoud_allam3Оценок пока нет
- 10 1 1 161 3015Документ7 страниц10 1 1 161 3015rinshadОценок пока нет
- Heat Treatment of 9 CRДокумент12 страницHeat Treatment of 9 CRmahmoud_allam3Оценок пока нет
- Assessment of Welding ConsumablesДокумент17 страницAssessment of Welding Consumablesmahmoud_allam3Оценок пока нет
- Welding CrMo Steels for Power and Petrochemical ApplicationsДокумент11 страницWelding CrMo Steels for Power and Petrochemical Applicationsmahmoud_allam3100% (1)
- Welding of P91Документ10 страницWelding of P91mahmoud_allam3Оценок пока нет
- WPS for GTAW Welding of Aluminum Butt JointsДокумент2 страницыWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3Оценок пока нет
- Aluminim WPSДокумент5 страницAluminim WPSmahmoud_allam3Оценок пока нет
- Aotai Welding Catalogue 2023Документ140 страницAotai Welding Catalogue 2023Noki AfandiОценок пока нет
- 02 Samss 006Документ17 страниц02 Samss 006inatt101Оценок пока нет
- Techweld BrochureДокумент12 страницTechweld BrochurekratingdiengОценок пока нет
- Eweldm 180Документ16 страницEweldm 180Alex LopezОценок пока нет
- Pipeline WeldingДокумент61 страницаPipeline Weldingravi00098Оценок пока нет
- Hobart Handler 210 ManualДокумент56 страницHobart Handler 210 Manualdon_paauwОценок пока нет
- A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingДокумент23 страницыA Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingSaketh BachuОценок пока нет
- GMAW PreTest1Документ3 страницыGMAW PreTest1Winalyn PersiaОценок пока нет
- Effect of External Magnetic Field On Welding: Group MembersДокумент11 страницEffect of External Magnetic Field On Welding: Group MembersChandrakiran AlapatiОценок пока нет
- HDSD Mig OTC DM350 PDFДокумент72 страницыHDSD Mig OTC DM350 PDFHOryshorОценок пока нет
- ASTM A707 GR L5 CL4Документ6 страницASTM A707 GR L5 CL4Ruben Dario Espinoza VasquezОценок пока нет
- ssp239 - Audi A2 Body PDFДокумент64 страницыssp239 - Audi A2 Body PDFJames ChoongОценок пока нет
- Welding Products Catalogue Provides SolutionsДокумент8 страницWelding Products Catalogue Provides SolutionsNeetesh SoniОценок пока нет
- CSWIP Question Answers PDFДокумент32 страницыCSWIP Question Answers PDFAnonymous SA40GK6100% (2)
- NTTC R3 PDFДокумент72 страницыNTTC R3 PDFAJ AcuñaОценок пока нет
- GET Wear SystemsДокумент19 страницGET Wear SystemsIvanОценок пока нет
- Maintenance Checklist Cookery NC Ii: Housekeeping ScheduleДокумент8 страницMaintenance Checklist Cookery NC Ii: Housekeeping ScheduleJulie Fe de Alca0% (1)
- Conformances: Type: NeutralДокумент2 страницыConformances: Type: NeutralsampathkumarОценок пока нет
- Esab Marathon PacДокумент2 страницыEsab Marathon PacRAJAN BABU M100% (1)
- English/Metric Gas Flow Rate Conversion ChartДокумент1 страницаEnglish/Metric Gas Flow Rate Conversion ChartTAMILОценок пока нет
- Wel 23 BДокумент8 страницWel 23 BWilly UioОценок пока нет
- New Microsoft Office Word DocumentДокумент16 страницNew Microsoft Office Word DocumentsarathОценок пока нет
- Power Source CharacteristicsДокумент22 страницыPower Source CharacteristicsKyОценок пока нет
- BEL Q PaperДокумент79 страницBEL Q Papersrijin0% (1)
- CWB Level 2 Study Modules 4-5-6-7-8!9!12!17!18-19-22 Flashcards - Quizlet - PDF (CWB 2)Документ129 страницCWB Level 2 Study Modules 4-5-6-7-8!9!12!17!18-19-22 Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedОценок пока нет
- Welding II Curriculum MapДокумент9 страницWelding II Curriculum Mapapi-525855204Оценок пока нет
- Wa0082 PDFДокумент34 страницыWa0082 PDFmiteshОценок пока нет
- CuniДокумент32 страницыCunikampit100% (1)
- Thesis FypДокумент47 страницThesis FypMohd AymanОценок пока нет