Академический Документы
Профессиональный Документы
Культура Документы
1 Apuntes
Загружено:
David Castillo MelgarejoАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
1 Apuntes
Загружено:
David Castillo MelgarejoАвторское право:
Доступные форматы
1
SEPARACIÓN SÓLIDO LÍQUIDO
1. GENERALIDADES.
Las operaciones de separación sólido-líquido tienen una gran importancia en los procesos
de tratamiento de minerales. En la mayor parte de ellos es necesario procesar el mineral
en forma de pulpa, mezclado con agua o con soluciones. Pero, una vez finalizado el
tratamiento, o en alguna etapa intermedia si ello es conveniente, deben separarse los
constituyentes de la pulpa en sólidos y en líquidos. Esta operación puede tener variados
objetivos entre los que se cuentan:
a. Recuperación del agua utilizada en el sistema.
b. Recuperación de las soluciones que contienen algún producto de interés.
c. Obtención de un producto seco comercializable.
d. Obtención de un producto con un grado de humedad apropiado para otras
etapas del proceso.
e. Obtención de soluciones claras, exentas de sólidos, para otras etapas del
proceso.
Para cumplir con estos objetivos se disponen de varias tecnologías entre ellas se tienen:
a. Espesamiento
b. Clarificación.
c. Filtración.
d. Centrifugación.
La selección de alguna de éstas dependerá del tipo de material que se trate y de los
objetivos esperados en el marco del proceso. Al respecto pueden hacerse las siguientes
observaciones:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
2
a.- Espesamiento: se utiliza para tratar pulpas diluidas, entre 2 y 40 % en sólido, de las
que se desea obtener como producto una pulpa más concentrada en sólido y una solución
clara. Éste es el caso de la recuperación de agua desde relaves, la que se reincorpora
nuevamente al proceso; del desaguado de los concentrados previo a una filtración y de la
recuperación de soluciones en procesos de lixiviación por agitación.
b.- Clarificación: se utiliza cuando se quiere tener una solución exenta de sólidos, puede
ser el caso, por ejemplo, de soluciones de lixiviación que serán tratadas mediante
extracción por solventes y que tengan niveles elevados de sólidos en suspensión. En este
caso los sólidos, de no eliminarse, formarán borras, (crud), con el consiguiente perjuicio
para la operación.
c.- Filtración: Se utiliza cuando se desea obtener un producto sólido con grados de
humedad fluctuantes entre 6 y 15 %, que debe ser comercializado, transportado o
alimentado a otra etapa del proceso. En algunos casos se utiliza también en la
recuperación de soluciones o agua de proceso, sobre todo cuando ella tiene una alta
significación sobre los costos de operación. Esta tecnología es eficiente para pulpas
relativamente concentradas, de allí que es frecuente encontrarla en circuitos articulada
con espesamiento.
d.- Centrifugación: Se utiliza cuando se procesan materiales, como ser sales o
precipitados, que por su naturaleza resultarían difíciles de filtrar.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
3
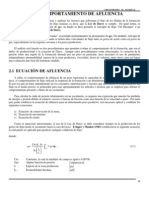
2. SEDIMENTACIÓN DE UNA PARTÍCULA
2.1. Velocidad terminal de sedimentación.
Al sedimentar una partícula en un fluido bajo la acción de la gravedad, como única fuerza
de campo, actúan sobre la partícula tres fuerzas: la fuerza de gravedad, la fuerza de
empuje y la fuerza de arrastre, que es la resistencia que opone el fluido al movimiento de
la partícula. Esta situación se esquematiza en la siguiente figura:
Figura 2-1: Sedimentación de una partícula en un fluido
En el equilibrio la sumatoria de estas tres fuerzas es igual a cero y la partícula sedimentará
con una velocidad constante. Esta velocidad recibe el nombre de: "Velocidad terminal de
sedimentación". Para determinar su valor se debe establecer el siguiente balance de
fuerzas:
Fg - Fe - Fa = 0 (2-1)
donde: Fg = Fuerza de gravedad; Fe = Fuerza de empuje y Fa = Fuerza de arrastre.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
4
La fuerza de gravedad está dada por la relación:
Fg = m g (2-2)
La masa puede expresarse por el volumen de la partícula, Vp , multiplicado por su
densidad, s :
Fg = Vp s g ( 2-3)
La fuerza de empuje está dada por el conocido "Principio de Arquímedes" y su magnitud
es igual a la masa de fluido que desplaza la partícula multiplicada por la aceleración de
gravedad:
Fe = Vp f g (2-4)
donde f es la densidad del fluido.
Finalmente, la fuerza de arrastre depende de la velocidad relativa entre el sólido y el fluido
y para determinar una expresión es conveniente expresarla en términos del denominado
"Coeficiente de arrastre". Este se define como:
Fa
Cd (2-5)
1 2
v f S
2
donde Cd es el coeficiente de arrastre; Fa la fuerza de arrastre; v la velocidad de
sedimentación y S el área proyectada por la partícula.
Reemplazando las relaciones (2-2) y (2-3) en (2-1) se obtiene:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
5
Fa = Vp g (2-6)
con = (s - f ) .
Al reemplazar la expresión (2-6) en la definición del coeficiente de arrastre, relación (2-5),
se obtiene:
(2-7)
donde u∞ es la velocidad terminal de sedimentación. Despejando este valor se tiene:
( ) (2-8)
la expresión anterior permite calcular la velocidad terminal de sedimentación, para una
partícula de cualquier forma, si se conoce su área proyectada y el coeficiente de arrastre.
El coeficiente de arrastre es un parámetro que depende del tipo de flujo y del cual se
conocen los valores experimentales. Estos valores y se suelen presentar en forma gráfica
en función del Número de Reynolds1. La curva, ampliamente difundida, consta de tres
sectores bien delimitados. A números de Reynolds bajos, menores a 1, denominada como
Régimen de Stoke, la curva toma una forma recta que se puede representar por la
ecuación:
24
Cd (2-9)
Re
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
6
A número de Reynolds elevados el coeficiente de arrastre toma un valor constante,
cercano a 0.44, a esta región se le denomina como Régimen de Newton. Para valores
intermedios la región es típicamente de transición.
Figura 2-2: Coeficiente de arrastre Versus N° Re para la sedimentación de esferas.
Gráfica confeccionada con datos tomados de Lapple, C.E. and Shepherd, C.B. (1940)
2.2.- Sedimentación de una esfera.
El volumen y la superficie proyectada de una esfera están dados por:
D3
V (2-10)
6
D2
S (2-11)
4
remplazando estos valores en (2-7) se obtiene la siguiente expresión general para la
velocidad terminal de sedimentación:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
7
( ) (2-12)
a partir de la expresión anterior pueden derivarse casos particulares. Para el Régimen de
Stoke se reemplaza la relación (2-9) en la expresión anterior y recordando que el Número
de Reynolds está dado por:
D u
Re (2-13)
se obtiene la conocida expresión de Stoke para la sedimentación de esferas:
(2-14)
Para el caso del Régimen de Newton reemplazando la relación Cd = 0.44 en la
expresión general se obtiene:
( ) (2-15)
Para el caso más general se han propuesto varios caminos. En particular, el combinar los
datos experimentales disponibles para Cd y Re en la forma como se presenta en las
ecuaciones (2-16) y (2-17).
(2-16)
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
8
Re 3 f
2
u3 (2-17)
Cd 4 g
La utilidad de las expresiones anteriores se manifiesta si se definen parámetros P y Q en
la siguiente forma:
1
3 2 3
P (2-18)
4 f g
1
4 g 3
Q (2-19)
3 2f
las ecuaciones (2-17) y (2-18) se escriben como:
3
d
Cd Re 2 (2-20)
P
3
Re u
(2-21)
Cd Q
La forma de los grupos P y Q permite definir variables reducidas para el diámetro y la
velocidad terminal de sedimentación de la forma:
(2-22)
(2-23)
con lo cual, las ecuaciones (2-20) y (2-21) toman la forma:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
9
Cd Re 2 (d * ) 3 (2-24)
Re
( u* )3 (2-25)
Cd
Debe indicarse que los grupos P y Q están en término de constantes y parámetros
conocidos y que son fácilmente calculables. Además, respecto del uso de las relaciones
(2-24) y (2-25), en la literatura se encuentran disponibles gráficas de u* versus d* que
permiten obtener por lectura directa el valor de la velocidad terminal si se conoce el
diámetro o viceversa.
Figura 2-3: Velocidad adimensional versus diámetro adimensional para esferas,
construida con datos tomados de Lapple, C.E. and Shepherd, C.B. (1940)
Una expresión importante es la desarrollada por Concha y Almendra (1976). Ellos
determinaron, mediante un análisis de la Capa Límite, que la expresión general para el
coeficiente de arrastre en función del número de Reynolds tiene la forma:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
10
2
9.06
Cd . 1
028 (2-27)
Re
remplazando esta ecuación en las expresiones dadas anteriormente se tiene:
2
1
20.52 3 2
u* 1 0.0921 D 2 1
* (2-28)
D *
2
1
68.49
2
D* 0.07 u* 1 1 3
(2-29)
u* 2
Las ecuaciones anteriores son válidas para una esfera, en particular la (2-28) es conocida
como la ecuación de Concha y Almendra, (1976). En la literatura se presentan, además,
relaciones que permiten calcular la velocidad de sedimentación para partículas de
diferentes s formas, en particular Concha (2009) presenta relaciones aplicables a
partículas cúbicas, octaédricas, tetraédricas y otras.
Bibliografía Capítulo
Concha F., and Almendra, E.R. (1979): Settling Velocities of Particulate Systems, 1.
Settling velocities of individual spherical particles. Int. J. Mineral Process., 5, pp.349-367.
Concha F.Settling Velocities of Particulate Systems, (2009), KONA Powder and Particle
Journal No.27 pp
Lapple, C.E. and Shepherd, C.B. (1940): Calculation of particle trajectories, Ind. Eng.
Chem., 32, p.605.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
11
3. Sedimentación de pulpas
3.1. Prueba de sedimentación
La prueba discontinua de sedimentación es una de las técnicas más utilizadas para el
estudio de sedimentación de pulpas. Ella se realiza en una probeta graduada, de un litro o
de 500 cc., provista de una tapa esmerilada. La pulpa se carga en la probeta y esta se
invierte por un cierto número de veces a fin que la pulpa se homogenice. Al dejar la
probeta en reposo la pulpa experimenta la situación que se describe en la Figura (3-1).
Figura 3-1 prueba e sedimentación de pulpa en probeta
Para el tiempo t = 0 la pulpa tiene la concentración inicial que se describe como Región II.
Una vez transcurrido un cierto tiempo se establecen cuatro regiones identificables, la
Región I, de agua clara, la Región II de pulpa de la misma consistencia que la inicial, la
Región III, de transición entre la pulpa de concentración inicial y la de concentración final,
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
12
y por último la Región IV, que tiene la concentración en sólidos final. A medida que
transcurre el tiempo aumentan el tamaño de las regiones I y IV, hasta un tiempo infinito,
en el que sólo se encuentran estas dos y desapareciendo las zonas II y III.
La descripción anterior se hizo de acuerdo a Coe-Clevenger, otros autores no identifican la
región de transición, Región III. En todo caso, la interfase que separa las regiones I y II es
claramente identificable y durante la prueba de sedimentación se mide su altura, de tal
forma de obtener, para el tiempo que dura la prueba, una tabla de Z, altura de interfase,
versus tiempo. Sin floculante las pruebas tienen una duración de veinte a treinta minutos,
pero adicionalmente, si el método de análisis así lo requiere, se deja la pulpa en reposo
por varias horas a fin de registrar la altura de máxima sedimentación o compresión de la
pulpa.
Los resultados experimentales se presentan como un gráfico de altura versus tiempo. En
la figura 3-2.a se muestra el resultado de un test típico de sedimentación para una pulpa
sin flocular.
90.0
80.0
70.0
60.0
Altura (cm)
50.0
40.0
30.0
20.0
10.0
0.0
0 20 40 60 80 100 120 140 160
Tiempo (min)
Figura 3-2.a Grafico de altura de interfase versus tiempo. Pulpa sin floculante
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
13
En la gráfica experimental se aprecia que en los primeros minutos el comportamiento es el
de una recta. A la pendiente de esta recta se le denomina velocidad inicial de
sedimentación o simplemente velocidad de sedimentación y en todas las figuras que se
presentan a continuación la velocidad de sedimentación se calcula como se muestra en la
Figura 3-2.b
Figura 3-2.b Cálculo de la velocidad de sedimentación.
3.2. Floculación.
3.2.1 Floculantes.
Los floculantes son reactivos químicos de tipo polimérico, que agregan a las partículas
finas dispersas en la pulpa. Estos agregados, denominados flóculos, son de un elevado
volumen y porosidad y tienen una velocidad terminal de sedimentación considerablemente
mayor que las partículas individuales, permitiendo de esa forma una rápida y efectiva
sedimentación.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
14
Es conveniente diferenciar entre dos fenómenos que en algunos casos pueden
confundirse: Coagulación y Floculación.
La coagulación es un proceso de agregación de partículas bajo la influencia de un
electrolito, esto se explica porque se modifica la doble capa eléctrica de las partículas,
desaparece la capa difusa, y ellas pueden acercarse y formar agregados. Los reactivos
coagulantes son de carácter inorgánicos y como ejemplos se tienen: cal, cloruro férrico,
sulfato de aluminio y otros.
La floculación en cambio es un proceso de agregación que se lleva a cabo bajo la
influencia de un polímero orgánico. Este compuesto tiene distribuida una carga iónica en
sus cadenas la que interacciona con la carga superficial de las partículas generando un
fenómeno de adsorción física. A través de esta interacción se generan puentes entre las
partículas las que se van aglutinando hasta constituir un flóculo. No obstante, se debe
señalar que el mecanismo mediante el cual actúan los floculantes no se encuentra del
todo dilucidado y que además del indicado son también existen otros factores que
intervienen en la formación y estabilidad de los flóculos.
Los floculantes poliméricos sintéticos se empezaron a utilizar masivamente en la década
del setenta, originando un fuerte cambio en la práctica operacional, diseño y eficiencia de
las operaciones de separación sólido-líquido, en particular en las relativas a
espesamiento. Debe indicarse que las principales teorías y métodos de diseño de
espesadores, por ejemplo Kynch (1952), se desarrollaron antes que se incorporaran en la
técnica estos reactivos lo que cuestiona su validez actual.
Los reactivos floculantes se identifican de acuerdo a su caga iónica, así se tienen
floculantes catiónicos, aniónicos y neutros. En la tabla siguiente, Tabla (3-1) que se ha
tomado de la literatura (Yarar), se muestran algunas familias de compuestos químicos que
son utilizados como floculantes. En todo caso, debe indicarse que la acción de los
floculantes no puede ser predicha a partir de su naturaleza química. La práctica de
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
15
sedimentación muestra que compuestos de la misma naturaleza química pueden mostrar
respuestas marcadamente diferentes de acuerdo a su peso molecular y distribución de
carga eléctrica en sus cadenas. Asimismo, la respuesta de los floculantes está
marcadamente determinada por los métodos utilizados en la preparación y la adición del
reactivo, sobre todo por los factores físicos y químicos que pueden originar el deterioro de
las cadenas del reactivo.
Los floculantes son comercializados en variadas formas: sólidos, emulsiones, dispersiones
y soluciones. Los sólidos pueden presentarse como polvos, escamas o pequeños granos.
Estos sólidos deben disolverse previo a su aplicación, lo que demora, dependiendo de su
peso molecular, entre algunos minutos a horas inclusive. Las concentraciones en
compuesto activo pueden ser del 100 %, no obstante debe indicarse que es posible que el
método de fabricación haga decrecer su pureza por contaminación con otros compuestos,
como ser disolventes, utilizados en su manufactura. Las emulsiones son geles poliméricos
emulsionados en algún aceite, los contenidos activos se encuentran entre 25 y 35 %. Las
dispersiones pueden considerarse como emulsiones libres de agua, los contenidos en
compuesto activo son del orden del 50 %. Las soluciones poliméricas se utilizan para el
caso de reactivos de bajo peso molecular, su concentración pueden variar entre 3 a 50 %,
siendo el factor limitante la viscosidad.
Los floculantes se adicionan al espesador diluidos y para el efecto se disponen de equipos
con agitadores y bombas, al respecto se debe ser enfático en señalar que cuando se
prepara una solución de floculante, por ejemplo a partir de un sólido en polvo, no se trata
de “disolver un sólido”, sino más bien se trata de “formar un polímero”, y para el efecto se
deben tomar todas las precauciones que se comentarán en los párrafos siguientes.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
16
TABLA 1-2
Reactivos floculantes
3.2.2. Aspectos prácticos relacionados con la preparación de floculantes
a. Efectos de corte en la preparación del floculante.
Como se indicó algunos floculantes pueden venir en forma de polvo y para preparar el
floculante es necesario agitarlos mecánicamente a fin formar el polímero. Esto puede
afectar el comportamiento del floculante.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
17
En la figura 3-3, tomada desde Sankey y Payne (1986), se muestra el comportamiento de
un floculante aniónico preparado que es sometido a esfuerzos de corte. Asimismo, en el
artículo de la referencia los autores reportan ensayos de sedimentación con floculante
tomado de distintas partes de un circuito y en distintas singularidades, (válvula, entrada y
salida de bombas), y advierten que en todas ellas la velocidad de sedimentación es
distinta por deterioro del polímero, en particular señalan las válvulas como muy
perjudiciales.
Figura (3-3) Efecto de los esfuerzos de corte sobre la velocidad de
sedimentación, tomada desde Sankey y Payne (1986): 251
Experiencias como la mostradas en la Figura (3-3) son fácilmente replicables en
laboratorio para cualquier floculante y la pérdida de eficiencia se debe sin lugar a dudas a
la ruptura de las cadenas que conforman el polímero. Para minimizar el efecto comentado
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
18
anteriormente debe procederse a una selección adecuada de los sistemas de preparación,
transporte y adición del floculante. En el mercado están disponibles sistema de dispersión
que no utilizan mezcladores mecánicos, asimismo sistemas de dilución en línea que
minimizan los esfuerzos de corte. Para la impulsión hay que evitar el uso de bombas
centrífugas, en su defecto se utilizan bombas de desplazamiento positivo tipo pistón. En
cuanto su aplicación se recomienda no utilizar válvulas o dispositivos que puedan
introducir esfuerzos que dañen al reactivo.
b.- Tipo de agua utilizada
Otras precauciones que es necesario tomar están en relación al agua que se utiliza para la
preparación de las soluciones. Esta debe ser de pH neutro, a fin de evitar hidrólisis, y en
lo posible no deben encontrarse cationes metálicos que puedan producir gelación,
precipitación o depolimerización. En el primer caso se producen cambios en el carácter
iónico del polímero mientras que en el segundo puede ocurrir una disminución en el peso
molecular.
3.3. Prueba de sedimentación utilizando floculantes.
El test de sedimentación utilizando floculantes tiene algunas diferencias respecto al que no
utiliza dicho reactivo, sobre todo por el orden de velocidades que se logran y por tipo de
información que es necesario recolectar. De una campaña de evaluación de floculantes se
debiera obtener a lo menos la siguiente información: estabilidad de las soluciones de
floculante utilizadas, estabilidad de los flóculos formados, requerimientos de mezclado del
floculante, concentración óptima de reactivo, óptima densidad de la pulpa en el espesador.
A continuación se comentan algunos de estos elementos.
a.- Requerimiento de mezclado.
Como se indicó, en el test estándar la homogeneización de la pulpa se realiza a través de
inversiones de la probeta de ensayo. Cuando se utilizan floculantes debe determinarse
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
19
experimentalmente el número de veces que la probeta debiera de ser invertida. La
conducta que se obtiene se muestra en la figura siguiente:
Figura (3-5) Efecto del grado de mezclado sobre la velocidad de
sedimentación
Para la solución concentrada de floculante la velocidad de sedimentación pasa por un
máximo para luego decrecer. La ubicación de este máximo es importante para evaluar el
grado de mezclado que necesitan el floculante y la pulpa para que este reactivo tenga un
desempeño eficiente.
En la literatura se reportan otros métodos para determinar este máximo, en particular uno
que utiliza un equipo constituido por cuatro probetas dispuestas en una bandeja. Esta
bandeja se puede girar de tal forma que se inviertan las probetas y la pulpa se
homogenice. Para evaluar el número de veces que es necesario invertir la probeta la
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
20
pulpa a evaluar se distribuye en las cuatro probetas, cuidando que no se produzcan
segregaciones que puedan modificar su densidad, una vez hecho esto se adiciona el
floculante a la primera de ellas y la bandeja se invierte por tres veces. De manera similar
se procede con la segunda, tercera y cuarta probeta sucesivamente, cuidando en cada
caso que se agregue la misma cantidad de floculante que a la primera. Una vez cumplido
con este procedimiento se procede a tomar las lecturas de la interfase en función del
tiempo para las cuatro probetas simultáneamente. De acuerdo al procedimiento la
primera probeta se ha invertido doce veces, la segunda nueva, la tercera seis y la última
tres. Las velocidades de sedimentación que se registren pueden llevarse a un gráfico
similar al de la Figura (3-5). Este procedimiento, que puede realizarse por separado,
permite identificar el grado de mezclado que se necesita para evaluar el floculante en
laboratorio como asimismo permite inferir el grado de mezclado que se requerirá en Planta
industrial. Esto último puede ser de utilidad para introducir mejoras en los puntos de
adición del reactivo.
El método anterior, de la inversión de la probeta, se ha remplazado por equipos más
complejos. En la Figura (3-6) se muestra un dispositivo para evaluar el grado de
mezclado en condiciones continuas, en este equipo se tienen dos cilindro, uno de los
cuales gira, la pulpa se alimenta entre ambos y se pone en contacto con el reactivo
floculante. El equipo dispone de una probeta donde se puede efectuar una prueba de
sedimentación en condiciones similares al test continuo. Con este equipo se confeccionó
la gráfica (3-7), que si bien está enfocada para el análisis del efecto de envejecimiento del
polímero también resulta ilustrativa para evidenciar el efecto de los esfuerzos de corte
sobre la velocidad de sedimentación.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
21
Fig. (3-6). The Shear Vessel system for continuous flocculation. Owen et al. (2002)
Figura 3-7. Efecto de esfuerzos de corte, Floculante poliacrilamida, mineral
kaolin. Tomado de Owen et al. (2002)
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
22
b. Dosificación de floculante
La respuesta de cada floculante es particular, depende de sus características y de las
características de la pulpa. Sin embargo, puede indicarse un comportamiento general el
cual se muestra en la Figura (3-8 ), en ella se advierte, curvas A y B, que el aumento de
la dosificación de reactivos conduce a un aumento de la velocidad de sedimentación hasta
que se alcanza una meseta, a partir de ese punto una mayor dosificación no afecta
significativamente a dicha velocidad.
Figura 3-8, Efecto de la dosificación del floculante
Además, dependiendo del tipo de floculante, puede presentarse algún efecto de
sobrefloculación, curvas C y D. Por sobre cierto límite de dosificación la velocidad de
sedimentación disminuye fuertemente. La sobrefloculación se debe a un exceso de
reactivo floculante que forman agregados voluminosos y altamente porosos que retienen
mucha agua en su interior y tiene baja velocidad de sedimentación.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
23
c.- Concentración de sólidos en la pulpa de alimentación.
A partir de la década del sesenta se advirtió que la acción de los floculantes dependía de
la concentración en sólidos de la pulpa de alimentación. En la Figura 3-9, tomada de un
catálogo EIMCO, se muestra esa conducta.
Figura 3-9: Efecto de la concentración de sólidos en la pulpa en la velocidad de
sedimentación y consumo de floculante. Klepper P.E. 1996
La mostrado en la figura 3-9 es del todo consistente con lo reportado por otros autores
respecto a la influencia que tiene la concentración de la pulpa sobre la floculación, (ver
figura 3-10), ello llevó a modificar el cajón de alimentación de los espesadores en las
formas que se comentarán más adelante.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
24
Figura 3-10: Efecto de la concentración de sólidos de la pulpa en la
velocidad de sedimentación Krishnan and Attia, 1988
d.- Concentración del floculante.
Los floculantes, por ser estructuras poliméricas, son altamente viscosos ello hace que su
manejo es difícil a concentraciones mayores que 0.5 (%). Por lo anterior y previo a su
adición al sistema deben diluirse a valores del orden de 0.05 (%), o menores. Esto mejora
el desempeño del floculante como se muestra en la figura (3-11), en que se utiliza el
número de inversiones como criterio de mezclado y la velocidad de sedimentación es
mayor a dosificaciones más diluidas del floculante.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
25
Figura 3-11: Efecto de la dilución del floculante y requerimiento de mezclado
Bibliografía
Kepper Ronald, Floculation optimization in thickners with EIMCO E-DUC feed pulp dilution
System, EXPOMIN 1996,
Krishnan and Attia, 1988, S.V. Krishnan, Y.A. Attia, Polymeric flocculants P.
Somasundaran, B.M. Moudgil (Eds.), Surfactant Science Series, Reagents in Mineral
Technology, 27Marcel Dekker, Inc., New York (1988), pp. 485–518
Owen (2002), A.T. Owen, P.D. Fawell, J.D. Swift, J.B. Farrow. The impact of
polyacrylamide flocculant solution age on flocculation performance, Int. J. Miner. Process.
67 (2002) 123– 144
Sankey E. y Paine. Practical aspects of flocculant use in hydrometallurgical processing,
en Chemical Reagents in the Mineral Processing Industry, Cap. 26, SME, 1986, pp.245-
253,
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
26
4. ESPESAMIENTO
4.1. Espesadores.
Estos equipos se incorporaron en la técnica a comienzos de siglo XX con el diseño del
espesador Dorr, (1905). El equipo consiste básicamente en un estanque cilíndrico con
fondo inclinado y un mecanismo de rastras que al rotar conducen los sólidos a un orificio
de descarga central abierta. En la parte superior se encuentra un rebalse periférico que
permite la evacuación del líquido clarificado.
La alimentación se hace a través de un pozo ubicado en su parte central, feedwell, que
está estructuralmente diseñado de tal forma de minimizar el grado de agitación del
entorno. Los sólidos sedimentan, por efecto de la gravedad, hacia el fondo del estanque
desde donde son arrastrados hacia el orificio de descarga. En la Figura (4-1) se muestra
el espesador Dorr inventado en el año 1905.
Figura 4-1: Espesador Dorr año 1905
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
27
El tamaño de los espesadores oscila entre 2,5 y 150 metros de diámetro (aun cuando para
fines especiales pueden existir de tamaño mayor) y su altura varía desde 3 hasta 10
metros o más para las unidades mayores.
Los elementos estructurales de un espesador son:
a. Estanque
b. Cajón de alimentación, Feed Well
c. Rastras y sistema motriz
a. Estanque
El estanque es cilíndrico y los materiales empleados en su construcción dependen de su
tamaño. Los espesadores de diámetro inferior a 35 m. y que se utilizan en el
espesamiento de concentrado son confeccionados en acero. Los espesadores mayores
son fabricados con hormigón armado.
b. Cajón de alimentación
La evidencia experimental que el floculante actúa mejor con pulpas diluidas, (ver Figuras
3-9 y 3-10), asimismo, se requiere un cierto grado de mezclado entre el floculante y la
pulpa, (ver figuras 3-5 y 3-7), llevó a introducir modificaciones en el cajón de alimentación.
En la figura 4-2 se presenta el sistema Suplafo de Outokumpu. Este cajón consta de
aberturas laterales por donde entra agua clara provocando con ello la dilución de la pulpa.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
28
Figura 4-2: Pozo de alimentación Suplafo, Outokumpu.
Otro modelo de Feed Well es el diseño Dyna Floc de Eimco. Este cajón tiene dos
entradas laterales para la pulpa que tienen una leve diferencia de cota y entre estos dos
niveles se sitúa la inyección de floculante. Como se aprecia en las Figura 4-3a y 4-3b,
tomada de un catálogo del fabricante, en la región superior del cajón se produce la
dilución de la pulpa que luego entra en contacto con el floculante, en esa región, de
intenso mezclado, se forman los flóculos los que se consolidan en la parte inferior del
cajón cuando se entra en contacto con la segunda alimentación de pulpa.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
29
Figura 4-3a Esquema de un Cajón de Alimentación Dyna Floc, Eimco
Figura 4-3b Esquema de mezclado en un Cajón de Alimentación Dyna Floc, Eimco
c. Rastras y sistema motriz
La función de las rastras es conducir la cama de material sedimentado hacia la abertura
de descarga. Las rastras rotan a bajas velocidades, 0.1 a 0.05 RPM. En la Figura 4.4 se
presentan algunos modelos de rastras obtenidos de la literatura.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
30
Figura 4-4-: Tipos de rastras de espesadores comerciales
El mecanismo impulsor se encuentra en el eje central o bien montado en la plataforma
periférica circular. Asimismo, disponen de mecanismos de control que permiten elevar las
rastras o actuar sobre válvulas de descarga auxiliares en el caso que la concentración de
sólidos, en el interior del espesador, pueda hacer temer por un posible embancamiento o
daño en la estructura del equipo.
Una de las variables asociadas al equipo es el torque de la rastra, es normal que se
disponga de un sistema que mida el torque en el eje, este se puede monitorear y cuando
llega a un 45 % del torque estimado conforme la potencia y la velocidad de giro, se asume
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
31
que el equipo puede estar en peligro y se toman algunas medidas. Por ejemplo elevar las
rastras. Cuando el torque llega al 80 % de lo previsto el equipo normalmente se detiene
porque se está en una situación límite.
4.2. Tipos de espesadores
Entre los espesadores se distinguen los:
a. Espesadores convencionales
b. Espesadores de alta velocidad
c. Espesadores de alta densidad
Espesadores convencionales: Estos equipos, básicamente responden al diseño Dorr
mostrado en la Figura 3-1. Alimentan materiales de concentraciones en sólido
relativamente altas, del orden de 30 a 40 %, y pueden utilizar floculantes, pero en algunos
casos ello no es necesario. La descarga de estos espesadores no es muy elevada en
sólidos, puede ser del orden de 45 a 55 %. Este tipo de espesadores se utiliza para el
tratamiento de colas en sistemas articulados con tranques de relaves. Vale la pena
señalar que para la construcción de un tranque el material pasa por un hidrociclón y con
las arenas, (descarga), se construye el muro y el rebose forma la playa desde donde se
recupera el agua.
Espesador de alta capacidad (high rate o high capacity): Se diferencia del espesador
convencional por la existencia de el cajón de traspaso que permite diluir la pulpa de
alimentación y provocar, además, un fuerte mezclado que permite una mayor eficiencia
del floculante. Siempre deben trabajar con floculante. Aceptan como alimentación pulpas
más diluidas y las concentraciones de la descarga normalmente son mayores que la de un
espesador convencional, del orden de 50 a 60 % en sólidos, normalmente trabajan
articulados con filtros de banda.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
32
Espesador de alta densidad: La diferencia que tienen estos equipos con los señalados
precedentemente es que son de mayor altura y de fondo cónico. Ello permite tener una
mayor presión sobre el sedimento del fondo y obtener de esa forma una pulpa de
concentración elevada.
4.3.- OPERACION DE UN ESPESADOR
En la operación del espesador intervienen varias variables las que se esquematizan en el
cuadro de la Figura (4- 5 ).
VARIABLES DE CONTROL
Flujo volumétrico Características y
de descarga flujo de floculante
VARIABLE DE ENTRADA VARIABLES DE SALIDA
Flujo volumétrico pulpa Altura de agua clara
de alimentación, Qa Profundidad de pulpa
Fracción de sólidos
en alimentación a Densidad sólidos
de la descarga. d
Granulometría Características
alimentación de los sólidos
PERTURBACIONES
4.3.1.- Variables de entrada.
a.- Flujo volumétrico de pulpa de alimentación.
Las concentradoras tienen oscilaciones en la capacidad diaria de tratamiento producto de
la mayor o menor dureza del mineral en proceso. Si el mineral es blando aumenta el
tonelaje de proceso y con ello el volumen de cola. La operación del espesador debe tener
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
33
en cuenta ese hecho y prever las acciones pertinentes a fin de que las variables de salida
se mantengan en rangos razonablemente constantes.
b.- Fracción de sólidos de alimentación.
De manera similar al caso anterior, la fracción en sólidos de alimentación se mueve en
rangos que dependen de la operación de otras etapas del proceso y es una de las
variables a considerar como entrada al espesamiento. Debe indicarse que en la operación
de espesadores que diluyen la pulpa en la entrada esta variable puede ser mantenida en
niveles razonablemente constantes.
4.3.2.- Variables de control.
a.- Flujo volumétrico de descarga.
El flujo volumétrico se puede controlar mediante bombas de velocidad variable, o cuando
la descarga es por gravedad, mediante cambios en la abertura de la descarga por
sustitución de anillos de goma de diversos diámetros, o mediante el control de la válvula
de descarga, que pueden ser accionadas por un controlador automático o por acciones
manuales del operador.
b.- Características y flujo de floculante.
Como se ha indicado en párrafos precedentes, las características del floculante y su
dosificación tienen efectos importantes sobre la velocidad de sedimentación de la pulpa y
permiten, por ese hecho, actuar a fin de mantener los niveles de las variables de salida en
los valores prefijados.
Es necesario señalar que esta variable dependerá de varias otras, entre las que se
mencionan: método de preparación del reactivo; método de dilución; sistema de impulsión;
puntos de adición; dispositivos utilizados en la dosificación. Algunas de estas variables
pueden ser determinantes sobre la efectividad del reactivo utilizado.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
34
4.3.3.- Variables de salida
a.- Altura de agua clara.
Es una de las variables de mayor relevancia puesto que una de las funciones más
importante del espesamiento es la recuperación de agua y de soluciones. Esta variable se
vincula directamente con la dosificación de floculante. En general, si no existen problemas
de aglomeración o de estabilidad de los flóculos, una mayor dosificación de reactivo
origina una mayor altura de agua clara. En forma alternativa esta variable puede
describirse por la altura de la pulpa, la cual puede medirse en forma independiente.
b.- Fracción en sólidos de la descarga.
Esta variable se relaciona directamente con el flujo volumétrico de la descarga. Al variar
este flujo se modifica el tiempo de residencia de las partículas en el equipo permitiendo de
ese modo obtener pulpas de concentraciones adecuadas. Si el flujo de descarga aumenta,
la pulpa, al tener mayor tiempo de residencia, aumenta su concentración en sólidos, en el
caso contrario disminuye.
Las acciones realizadas sobre el flujo volumétrico de descarga pueden llevar al sistema a
situaciones límites en las que se corra el riesgo de embancamiento o que se produzcan
daños estructurales graves en el equipo. Para prevenir esta situación se dispone de
mecanismos que miden el Torque, lo cual da una indicación de la cantidad de material
retenido en el espesador, en algunos equipos el sistema responde frente a ese valor
elevando o bajando las rastras, modificando con ello la evacuación de la pulpa por la
descarga. En otros sistemas esta variable se relaciona directamente con el flujo
volumétrico de descarga.
Finalmente, debe señalarse que los espesadores cuentan con sistemas de válvulas
auxiliares que permiten, en caso de alerta, evacuar más rápidamente el espesador
disminuyendo los riesgos de embancamiento o daños.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
35
4.3.4.- Perturbaciones.
Como perturbaciones del sistema se tienen la granulometría de alimentación, las
características de los sólidos a separar, las características fisicoquímicas del medio
acuoso, etc.
La granulometría de alimentación depende de las características del sólido y de la
operación en etapas precedentes. En efecto, el mineral ha tenido sucesivas etapas de
molienda y de acuerdo a su dureza la cantidad de finos presente puede ser variable y
difícil de prever. Estos finos tendrán efectos sobre la altura de agua clara.
Las características de los sólidos es otra de las perturbaciones importantes, no todo los
materiales responden adecuadamente a la floculación, por ejemplo, algunos tipos de
arcillas son difíciles de flocular o los fóculos que se forman tienen baja estabilidad. Esto
lleva a que la solución clara presente un alto grado de turbidez y que se requieran
dosificaciones elevadas de floculante.
Las características fisicoquímicas de la pulpa pueden tener un efecto determiannte sobre
la altura de agua clara. Es necesario tener en cuenta que la pulpa contiene cantidades
residuales de reactivos orgánicos de diferente naturaleza (espumantes, colectores, ayuda-
molienda, etc.). Estos son compuestos tensoactivos que se adsorben sobre las partículas
y pueden tener en algunos casos efectos contrapuestos a los que se espera lograr con la
adición de floculantes. Asimismo, la presencia de iones inorgánicos y el pH de la pulpa
pueden dañar la estructura de los polímeros disminuyendo su efecto.
4.3.5.- Aspectos generales de operación.
La operación de un espesador tiene varias particularidades que dependen del tipo de
objetivos, procesos, materiales, etc. No obstante, pueden darse algunas recomendaciones
generales que sistematizan la experiencia en la técnica. Además de la ya indicadas, en la
Tabla siguiente (Ford), se presenta algunas instrucciones generales para la operación.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
36
TABLA
INSTRUCCIONES GENERALES DE OPERACIÓN, (Ford 1986)
COMPORTAMIENTO DE VARIABLES ACCIONES POSIBLES
Altura de Torque Densidad de la Velocidad de flujo Flujo de
pulpa pulpa de Descarga de Descarga Floculante
Constante Constante Constante Constante Mantener
Aumenta Constante Constante Aumentar Mantener
Aumenta Aumenta Constante Aumentar Mantener
Aumenta Constante Disminuye Disminuir Aumentar
Disminuye Constante Constante Disminuir Mantener
De mantenerse situación anterior Disminuir Disminuir
Disminuye Constante Disminuye Disminuir Disminuir
Disminuye Disminuye Disminuye Disminuir Mantener
De mantenerse situación anterior Disminuir Aumentar
Constante Disminuye Disminuye Disminuir Mantener
De mantenerse situación anterior Disminuir Aumentar
Constante Constante Disminuye Disminuir Mantener
Constante Aumenta Aumenta Aumentar Disminuir
Constante Constante Aumenta Aumentar Mantener
Constante Aumenta Disminuye Disminuir Aumentar
Aumenta Disminuye Disminuye Disminuir Aumentar
Bibliografía
Ford H.L.(1986) Floculant Testing, en Chemical Reagents in the Mineral Processing
Industry, Cap. 27, SME, 1986, pp.256-260
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
37
Yarar B. Polymeric flocculant and selective flocculaation. Course Notes, , Departament of
Metallurgical Engineering, Colorado School of Mines.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
38
5.- MODELO DE ESPESAMIENTO.
El modelo utilizado para describir la sedimentación discontinua fue propuesto por Kynch
en el año 1952. Este modelo describe el proceso como un fenómeno de propagación de
ondas que se basa en las siguientes suposiciones:
a. La suspensión es originalmente homogénea, es decir, en el momento inicial
cualquier punto de ella tiene igual concentración.
b. El movimiento de las partículas es unidireccional, hacia el fondo del recipiente, y la
única fuerza que actúa es la gravedad.
c. La velocidad de sedimentación es una función de la concentración local
exclusivamente y tiende a cero cuando la concentración llega a un valor límite.
d. El efecto de pared sobre la velocidad es despreciable.
e. La suspensión puede considerarse como un medio continuo multicomponente los
cuales son incompresibles.
f. El material sedimentado es incompresible.
g. Durante la sedimentación no existen reacciones fisicoquímicas entre las partículas
del sólido y el fluido.
En base a estas consideraciones Kynch realizó un balance de masa en el sistema y
considerando que la velocidad v= v() obtuvo la ecuación:
0 (3-1)
t z
donde es la fracción volumétrica de sólidos, Z es la coordenada vertical, t el tiempo y
() es la velocidad de propagación de ondas de concentración constante desde el
fondo de la columna.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
39
Esta ecuación ecuación, denominada "Ecuación de Kynch", se resuelve con las
condiciones iniciales y de contorno:
(Z,0) = 0
(0,t) = 00
utilizando la teoría de características. Un desarrollo completo de la solución de esta
ecuación puede encontrarse en Concha A. Para los objetivos del curso, más que las
deducciones que puedan realizarse a partir de la resolución de esta ecuación importan las
herramientas de diseño que se derivan de ella las que se comentan en puntos siguientes.
No obstante, debe indicarse que la Teoría de Kynch no es aplicable a pulpas floculadas, lo
cual la limita para aplicaciones industriales.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
40
6.- DISEÑO DE ESPESADORES.
En la literatura se han reportado varios métodos que permiten el diseño de espesadores a
partir de pruebas discontinuas realizadas en probetas graduadas. El diseño busca
determinar el área requerida para el espesaje y la altura de los equipos. En ese marco, los
métodos se orientan fundamentalmente a determinar el área unitaria, expresada por el
área del espesador dividida por el flujo másico seco de alimentación.
Los métodos de diseño que se presentan, más que herramientas para la especificación de
equipos, resultan de extraordinaria utilidad en la evaluación y simulación de espesadores.
En efecto, los frecuentes cambios en el mineral de alimentación producen variaciones en
el tonelaje en proceso y en la composición química, mineralógica, granulométrica, etc, de
los sólidos en tratamiento. Por ello es conveniente tener una evaluación previa del sistema
a fin de poder actuar en forma acertada una vez que esos cambios ocurran. Asimismo, la
evaluación de reactivos floculantes puede hacerse convenientemente en este marco.
No obstante, es necesario indicar que la mayor parte de estos métodos no son del todo
aplicables a pulpas floculadas y que, además, para su aplicación es necesario tener en
cuenta algunas limitaciones que son propias de los métodos propuestos.
6.1.- Análisis de Mischler.
El primer método de diseño utilizado fue propuesto por Mishler (1912), este consiste en un
balance macroscópico en el equipo tal como se muestra en la figura (6-1).
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
41
Figura 6-1: Análisis de Mishler
Realizando un balance se obtiene:
BALANCE DE SOLIDOS : A=D (6-1)
BALANCE DE AGUA : A DA = D DD + R (6-2)
con las ecuaciones anteriores se calcula el flujo de volumétrico de agua mediante la
siguiente expresión:
A (DA DD )
QR (6-3)
f
donde f es la densidad del fluido.
De acuerdo a Mishler el fluido sale del espesador con una velocidad menor o igual a la
velocidad con la cual el sólido sedimenta:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
42
QR
vf vs (6-4)
S
donde S es el área del espesador.
Reemplazando en la ecuación anterior el valor obtenido para el flujo volumétrico del fluido,
relación (4-3), y despejando S se obtiene finalmente:
A (DA DD )
S (6-5)
v s f
expresando esto como área unitaria A.U.= S/A se tiene:
(DA DD )
A.U. (6-6)
vs f
6.2.- Método de Coe y Clevenger.
El análisis de Coe y Clevenger (1912) es similar al de Mishler, estableciéndose un
balance macroscópico de materia, sin embargo, en este caso se considera que la
suspensión en un espesador pasa por diversas concentraciones antes de salir por la
descarga y que existe una concentración que es la limitante y que determina el área del
espesador. El análisis macroscópico se realiza sobre el volumen de control que muestra la
Figura (6-2) y al establecer sus ecuaciones se obtiene un resultado que es análogo al de
Mischler:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
43
Figura 6-2: Análisis de Coe y Clevenger
Realizando un balance se tiene:
BALANCE DE SOLIDOS : L= A = D (6-7)
BALANCE DE AGUA : L DL = D DD + RL (6-8)
con las ecuaciones anteriores se obtiene para el flujo de volumétrico de agua la siguiente
expresión:
A (DL DD )
QL (6-9)
f
asumiendo que el fluido sale del espesador con una velocidad menor o igual a la velocidad
del sólido que sedimenta, se tiene:
QL
vf vs (6-10)
S
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
44
Reemplazando en la ecuación anterior el valor obtenido para el flujo volumétrico del fluido
y despejando S se obtiene finalmente para el valor del área del espesador la expresión:
A (DL DD )
S (6-11)
vs f
expresándola como área unitaria A.U.= S/A se tiene:
(DL DD )
A.U. (6-12)
vs f
La expresión de Coe y Clevenger se transforma en la expresión de Mishler cuando se
considera que el volumen de control es todo el espesador.
La ecuación de Coe y Clevenger suele expresarse en función de las fracciones
volumétricas de sólidos lo que queda de la siguiente forma:
11574
. x103 1 1
A.U. (6-13)
vs f L D
donde L y D son las fracciones volumétricas del volumen de control y de la descarga
respectivamente.
En la expresión anterior, se obtiene A.U en unidades de m2/T.P.D., cuando vS tiene
unidades de cm/s y s unidades de Ton/ m3.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
45
El método de diseño establecido por Coe y Clevenger consiste en realizar un conjunto de
experiencias de laboratorio, de sedimentación discontinua en una probeta graduada, con
suspensiones de fracciones volumétricas comprendidas entre 0 y D. Con los datos
obtenidos se determina el área unitaria y se selecciona el mayor valor calculado. La razón
de seleccionar la mayor área se debe a que se asume a esa concentración como la
limitante del proceso. Las etapas a seguir son las siguientes:
1. Se realizan pruebas de sedimentación a diferentes concentraciones iniciales (L),
normalmente seis, comprendidas estas entre la concentración de alimentación y la
de descarga del espesador, y se confecciona la respectiva curva de sedimentación.
2. Se calcula la velocidad de sedimentación que corresponde a la sección recta de las
curvas anteriores, esto permite disponer de un conjunto de datos L y vS (L) .
3. Con los datos anteriores y establecidos la concentración deseada en la descarga
se calcula el área unitaria mediante la relación (4-13) y se selecciona el mayor valor
obtenido.
6.3.- Método de Kynch.
El método de Kynch (1952) se desprende de su teoría comentada en puntos precedentes.
El método se basa en mediciones que pueden obtenerse desde un único ensayo de
sedimentación discontinua.
De acuerdo a la teoría de Kynch la velocidad de sedimentación de una partícula en algún
punto de la suspensión es función exclusiva de la concentración local de sólidos en los
alrededores de la partícula, no siendo afectada por la concentración en las capas
adyacentes a ella. Además, la velocidad de sedimentación será igual a la velocidad de la
interfase agua clara pulpa.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
46
Para determinar la velocidad de la interfase se traza sobre la curva de sedimentación una
tangente sobre un punto cualquiera (tk , zk) y tal que corte a los ejes altura de interfase y
tiempo, la velocidad de la interfase en dicho punto estará dada por:
v s k
dZi
(6-14)
dt
la pendiente puede calcularse indistintamente desde una curva de sedimentación por las
relaciones :
dZi Z
(6-15)
dt T
dZi Z zk
(6-16)
dt tk
Figura 6-3: Método de diseño de Kynch
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
47
por lo tanto, a partir de la curva obtenida de un ensayo de sedimentación puede
determinarse un conjunto de valores de velocidad de sedimentación para distintas
concentraciones de sólido. Con estos valores se determina el área unitaria y en forma
análoga al caso anterior se elige el mayor valor calculado. El método de Kynch puede
sistematizarse en los siguientes puntos:
a. Se efectúa una prueba de sedimentación discontinua utilizando pulpa bajo
condiciones reales de operación.
b. Se confecciona la curva de sedimentación y se trazan pendientes en diferentes
puntos a fin de calcular la velocidad de sedimentación mediante la relación (6- 16).
c. Se establece un balance de masa para calcular la concentración de la pulpa para
cada tiempo en el cual se calculó la velocidad de sedimentación. El balance
entrega el siguiente resultado:
0 z0
k (6-17)
Z
donde :
f0 = Fracción volumétrica inicial de sólidos en suspensión.
Z0 = Altura inicial de la suspensión (cm)
Z = Altura que ocuparía la suspensión si todos los sólidos presentes
estuvieran a una concentración k . Este valor se mide de curva de
sedimentación.
k = Fracción volumétrica de sólidos para un tiempo tk.
d. Se define la concentración a evacuar por la descarga, D , y con los valores
obtenidos en los puntos precedentes se calcula el área unitaria, en (m2/TPD),
mediante la relación:
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
48
0.06944 1 1
A. U. (6-18)
vs k s k D
donde los términos tienen el significado señalado anteriormente. De estos valores
calculados se selecciona el mayor valor de área unitaria.
El procedimiento anterior tiene el inconveniente de requerir un arduo trabajo con el gráfico
de sedimentación, sin embargo, el método puede ser fácilmente programado en una
planilla electrónica.
6.4.- Método de Talmage-Fitch.
Este método es una derivación del método anterior. Se basa en el postulado que
cualquier capa de concentración que limita la capacidad del espesador debe verse
reflejada en la curva de sedimentación discontinua, de allí se define un punto de máxima
compresión y en base a una construcción geométrica simple se determina directamente el
área unitaria.
La metodología puede sistematizarse en los siguientes puntos:
1.- Se define la concentración de sólidos en la descarga del espesador y se calcula la
altura de pulpa a la cual se logra esa concentración. Para ello se utiliza la relación:
0 z0
zu (6-19)
u
donde u es la fracción volumétrica de sólidos deseada en la descarga y Zu la altura de
la pulpa a la cual esta se logra. Los otros términos tienen el significado anterior.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
49
2.- Para determinar el tiempo de compresión se realiza una construcción gráfica,
denominada Gráfico de Roberts, que consiste en graficar el logaritmo de (Z - Z∞) versus el
tiempo en escala lineal. Z∞ es la altura de pulpa para tiempo infinito y se determina
dejando la pulpa en reposo por 1 o 2 días. La forma del gráfico, que se muestra en la
figura, esta tiene dos puntos de inflexión siendo el segundo de ellos el correspondiente al
punto de máxima compresión.
Figura 6-4 Método de Roberts para determinar el punto de compresión
3.- Una vez ubicado el tiempo tc , se dibuja una paralela al eje del tiempo para la
concentarción deseada en la descarga, Z = Zu y se traza una pendiente por el punto de
máxima compresión. Una vez hecho lo anterior se lee el tiempo tu de la intercección entre
la tangente y la línea de descarga (Z = Zu). Lo anterior se muestra en la figura siguiente.
log (Zc - Z∞)
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
50
FIGURA 4-5
Altura
Método de Talmage-Fitch.
interfase
Determinación de tu para Zu < Zc
(cm)
Punto de compresión
Zc
Zu
tc tu Tiempo (min.)
4.- El flujo máximo de sólidos por unidad de área, (TPD/m2), se calcula por la relación:
s 0 z0
Gt (4-20)
tu
5.- En el caso que la línea de descarga intercepte la curva de sedimentación por sobre el
punto de compresión, se lee directamente tu en dicha intersección y se calcula el valor de
Gt mediante la relación del punto anterior, (4-20).
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
51
FIGURA 4-6
Altura
Método de Talmage-Fitch.
interfase
Determinación de tu para Zu > Zc
(cm)
Punto de compresión
Zu
Zc
tc Tiempo (min.)
tu
5.- El área unitaria se calcula por el recíproco del flujo máximo de sólidos y queda dada
por:
1 tu
A. U. (4-21)
Gt s 0 z0
este valor se expresa en (m2/TPD)
4.5.- Método de Yoshioka
El método de Yoshioka está basado sobre la observación de los comportamientos de la
sedimentación a través de la curva de flujo. Ha resultado ser una alternativa sencilla, y a la
vez confiable, para la determinación del área de espesadores continuos. Y en síntesis,
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
52
este no es más que una forma de aplicación gráfica de la teoría de zona de Coe-
Clevenger sobre la curva de flujo de Kynch.
Determinación del Area de un espesador por el método de Yoshioka: Determinar, según el
procedimiento de pruebas múltiples de Coe-Clevenger, la velocidad de sedimentación
inicial "v" como una función de la concentración "C" para un número de concentraciones
entre aquellas de la alimentación y la descarga. Con estos datos se construye la gráfica de
flujo S = v * C versus C.
Luego de graficar el valor de la concentración CU deseada en la descarga sobre el eje de
las C, se traza a partir de este punto una línea de operación, tangente a la curva de flujo y
que corte al eje S en un valor Gqmin.
Dicho flujo Gqmin determinado de esa manera, representa el máximo flujo de sólidos que
pasará a través del espesador hacia una descarga de concentración CU. Su valor
recíproco nos entrega el área unitaria, es decir,
1
A.U. = ---------
Gqmin
Esta forma gráfica de especificar el flujo de sólidos Gqmin limitante y, por su intermedio , el
Area Unitaria para un espesador de operación en estado estable, es la que se conoce
como la construcción estándar de Yoshioka.
El método de Yoshioka es equivalente al de Coe-Clevenger, y las variaciones que
aparecen en los resultados de áreas unitarias por aplicación de ambos métodos sobre el
mismo material, son atribuidos a una inadecuada interpolación entre los puntos gráficos.
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
53
BIBLIOGRAFÍA
Concha F. and Barrientos A., A Critical Review of thickener design methods, KONA,
1993.
Kynch G.J., Theory of sedimentación, Trans. Farad. Soc. 48, 166-176, 1952.
1
Perry
Quiroz R., Apuntes de curso “Separación Sólido Líquido”, UCN 2013
Вам также может понравиться
- Parte V - Separación PDFДокумент62 страницыParte V - Separación PDFCristian Gonzalo Urbina UrbinaОценок пока нет
- Concentración GravitacionalДокумент38 страницConcentración GravitacionalFelipe Andres Araya SaezОценок пока нет
- Filtración de SuspensionesДокумент21 страницаFiltración de SuspensionesWill ACОценок пока нет
- Flujo en TuberiasДокумент22 страницыFlujo en TuberiasJuanОценок пока нет
- Potabilizadoras 1Документ74 страницыPotabilizadoras 1Sindia QuiruchiОценок пока нет
- Erosión Generalizada - Comparación de FórmulasДокумент16 страницErosión Generalizada - Comparación de FórmulasNicolás CanoОценок пока нет
- Sedimentacion (Autoguardado)Документ74 страницыSedimentacion (Autoguardado)juanОценок пока нет
- Lecho de Fluidos - FluidizaciónДокумент15 страницLecho de Fluidos - FluidizaciónBrian VasquezОценок пока нет
- COMPARACIÓN DE FORMULAS PARA CALCULAR LA SOCAVACIÓN GENERAL EN CAUCES ALUVIALESДокумент17 страницCOMPARACIÓN DE FORMULAS PARA CALCULAR LA SOCAVACIÓN GENERAL EN CAUCES ALUVIALESLUIS ANGEL BANDA HUAMANОценок пока нет
- Evolución Temporal de La Porosidad Y La Conductividad Hidráulica de Una Roca Sometida A Procesos de DisoluciónДокумент6 страницEvolución Temporal de La Porosidad Y La Conductividad Hidráulica de Una Roca Sometida A Procesos de DisoluciónAlvaro Pazmiño RomanОценок пока нет
- Cap 5Документ48 страницCap 5angelОценок пока нет
- GHF C4 Rev01Документ19 страницGHF C4 Rev01ojomontenenegroОценок пока нет
- Grupo C-Labo Iq Ii-Sec8 - FiltracionДокумент26 страницGrupo C-Labo Iq Ii-Sec8 - FiltracionMixthys RvОценок пока нет
- SEDIMENTACIONДокумент44 страницыSEDIMENTACIONSammy Leyton Villar100% (1)
- ECUACIONESДокумент31 страницаECUACIONESGiuseppe Yumar Miquilena Miquilena100% (2)
- Preinforme SedimentaciónДокумент8 страницPreinforme SedimentaciónJohn Carlos Lopez MorenoОценок пока нет
- Guia de Laboratorio Reynolds Friccion y BombasДокумент12 страницGuia de Laboratorio Reynolds Friccion y BombasPablo Gonzalez CortesОценок пока нет
- Labo 1Документ15 страницLabo 1Edwin CcahuayaОценок пока нет
- Fluidizacion ClaseДокумент19 страницFluidizacion ClaseFernandoОценок пока нет
- 100-APUNTE DE SEPARACION S-L - Prof. Hugo CßrcamoДокумент28 страниц100-APUNTE DE SEPARACION S-L - Prof. Hugo CßrcamoJuan GeraldoОценок пока нет
- LABO 1 - CorregidoДокумент15 страницLABO 1 - CorregidoAxel Flores SauñeОценок пока нет
- Métodos numéricos en geotecnia mineraДокумент12 страницMétodos numéricos en geotecnia mineraElmer Ocas TelloОценок пока нет
- Flujo en lechos fluidizados. Parte IIДокумент32 страницыFlujo en lechos fluidizados. Parte IIBrando MendozaОценок пока нет
- Cinetica03Документ18 страницCinetica03ConiCortesLizamaОценок пока нет
- Guía #2 - Ley de StokesДокумент10 страницGuía #2 - Ley de StokesDanielОценок пока нет
- Sedimentación PDFДокумент61 страницаSedimentación PDFangie paola toroОценок пока нет
- 07 - Viscosidad Segun StokesДокумент5 страниц07 - Viscosidad Segun StokesJhosmar Fernando Córdova VillcaОценок пока нет
- La Roca Del ReservorioДокумент39 страницLa Roca Del ReservorioAraceli Arlet MillerОценок пока нет
- Fluidos 1Документ24 страницыFluidos 1Tania CervantesОценок пока нет
- Cap 7 SedimentaciónДокумент61 страницаCap 7 SedimentacióntoropetoОценок пока нет
- Experiencia 7 NEWДокумент6 страницExperiencia 7 NEWChristian GuerreroОценок пока нет
- MEZCLAДокумент14 страницMEZCLAJunniorMezaОценок пока нет
- LEY DE Darcy ReervoriosДокумент11 страницLEY DE Darcy Reervoriosselena MedranoОценок пока нет
- Comportamiento de AfluenciaДокумент45 страницComportamiento de AfluenciaHéctor Enrique Alvarado Garrido100% (1)
- Tema de Clase Unidad Iv. Ley de Darcy y Reservorios de Gas CondensadoДокумент51 страницаTema de Clase Unidad Iv. Ley de Darcy y Reservorios de Gas CondensadoKatheryn OrtegaОценок пока нет
- Deduccion de Formulas de Flujo FraccionalДокумент6 страницDeduccion de Formulas de Flujo FraccionalAndrés JiménezОценок пока нет
- Clase - 12 - (22) - Diseño Por DesplazamientosДокумент9 страницClase - 12 - (22) - Diseño Por DesplazamientosCristhian MontielОценок пока нет
- Viscosidad y Ley de Stokes PDFДокумент3 страницыViscosidad y Ley de Stokes PDFYesid David TejedorОценок пока нет
- Capitulo 1Документ43 страницыCapitulo 1veronicaОценок пока нет
- Difusión y reacción en catalizadores porososДокумент58 страницDifusión y reacción en catalizadores porososAide C. Huerta0% (1)
- Capitulo 5Документ64 страницыCapitulo 5Ramirez Chinche Jose LuisОценок пока нет
- Procesos de separación por membranas: tipos y resistenciasДокумент3 страницыProcesos de separación por membranas: tipos y resistenciasMovil FeОценок пока нет
- Precipitación y SedimentaciónДокумент7 страницPrecipitación y SedimentaciónLILY LILIANA ROJAS ESTELAОценок пока нет
- Teoria de SedimentacionДокумент22 страницыTeoria de SedimentacionRenzo Giancarlo Zegarra MezaОценок пока нет
- Ecuacion de DarcyДокумент3 страницыEcuacion de DarcyDaniel MendozaОценок пока нет
- Determinación del coeficiente de difusiónДокумент22 страницыDeterminación del coeficiente de difusiónDiego_Segoviano19Оценок пока нет
- Perdida de CargaДокумент10 страницPerdida de CargaChristian Suysuy BancesОценок пока нет
- Cap 13 SedimentacionДокумент10 страницCap 13 SedimentacionOscar OvandoОценок пока нет
- Capitulo6 - Transporte NeumáticoДокумент26 страницCapitulo6 - Transporte NeumáticoLeo SalasОценок пока нет
- Flujo en Medios PorososДокумент16 страницFlujo en Medios PorososPablo MartinezОценок пока нет
- Preinforme SedimentaciónДокумент15 страницPreinforme SedimentaciónDaniela Gomez GarciaОценок пока нет
- Cap 6Документ5 страницCap 6Enmanuel Rivas ManceboОценок пока нет
- CAPITULO 8 SedimentacionДокумент73 страницыCAPITULO 8 SedimentacionNicol Paola Muñoz ZuñigaОценок пока нет
- Ingeniería química. Soluciones a los problemas del tomo IОт EverandIngeniería química. Soluciones a los problemas del tomo IОценок пока нет
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSОт EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Modelamiento y casos especiales de la cinética química heterogéneaОт EverandModelamiento y casos especiales de la cinética química heterogéneaРейтинг: 3 из 5 звезд3/5 (1)
- La ecuación general de segundo grado en dos y tres variablesОт EverandLa ecuación general de segundo grado en dos y tres variablesОценок пока нет
- Avance Muestreo Incremetal y Error de MateralizaciónДокумент22 страницыAvance Muestreo Incremetal y Error de MateralizaciónDavid Castillo MelgarejoОценок пока нет
- Ej. Cuerpos Geométricos 7° ÁREA Y VOLUMENДокумент4 страницыEj. Cuerpos Geométricos 7° ÁREA Y VOLUMENrodrigopoyancoОценок пока нет
- Guia Ecuacion Cuadratica TerceromedioДокумент10 страницGuia Ecuacion Cuadratica TerceromedioJP Cifuentes PalmaОценок пока нет
- Carta GantДокумент4 страницыCarta GantDavid Castillo MelgarejoОценок пока нет
- Primer Avance EvaluacionДокумент3 страницыPrimer Avance EvaluacionDavid Castillo MelgarejoОценок пока нет
- SXДокумент6 страницSXDavid Castillo MelgarejoОценок пока нет
- Art 3 Del Código de ComercioДокумент1 страницаArt 3 Del Código de ComercioDavid Castillo MelgarejoОценок пока нет
- Carta GantДокумент10 страницCarta GantDavid Castillo MelgarejoОценок пока нет
- El Cooperativismo en ChileДокумент33 страницыEl Cooperativismo en ChileSimon Saavedra CasanuevaОценок пока нет
- UCNCN Filtración: Comparación entre filtro de vacío y presiónДокумент8 страницUCNCN Filtración: Comparación entre filtro de vacío y presiónDavid Castillo MelgarejoОценок пока нет
- Refinación plomo laboratorioДокумент6 страницRefinación plomo laboratorioDavid Castillo MelgarejoОценок пока нет
- Refinación plomo laboratorioДокумент6 страницRefinación plomo laboratorioDavid Castillo MelgarejoОценок пока нет
- Analisis Diagramas de FlujoДокумент6 страницAnalisis Diagramas de FlujoDavid Castillo MelgarejoОценок пока нет
- Tecnologias Fundiciones v1 PDFДокумент27 страницTecnologias Fundiciones v1 PDFCeeiqa UsmОценок пока нет
- Proced I Mien ToДокумент1 страницаProced I Mien ToDavid Castillo MelgarejoОценок пока нет
- Reglamento Lab 2018, Version Final.Документ5 страницReglamento Lab 2018, Version Final.David Castillo MelgarejoОценок пока нет
- Ayudantia N3Документ2 страницыAyudantia N3David Castillo MelgarejoОценок пока нет
- Lixiviación de minerales cobre métodosДокумент32 страницыLixiviación de minerales cobre métodosMaría Elena Pedreros BustosОценок пока нет
- 11 Equipos de FiltraciónДокумент27 страниц11 Equipos de FiltraciónDavid Castillo MelgarejoОценок пока нет
- Presupuesto-184-19 Venta de Repuestos Municipalidad de Monzon - 290G-LC - 500 Horas ..Документ2 страницыPresupuesto-184-19 Venta de Repuestos Municipalidad de Monzon - 290G-LC - 500 Horas ..Miguel Angel Perales GuerraОценок пока нет
- Informe Topografico OctubreДокумент6 страницInforme Topografico OctubreIngen CorpОценок пока нет
- RIBOSOMASДокумент13 страницRIBOSOMASElsy Damas BalcazarОценок пока нет
- Subestaciones ElectricasДокумент10 страницSubestaciones ElectricasHeath BrennanОценок пока нет
- Función lineal: características, gráfica, pendiente y ecuaciónДокумент1 страницаFunción lineal: características, gráfica, pendiente y ecuaciónDarian Vindas AlfaroОценок пока нет
- Memoria TecnicaДокумент21 страницаMemoria TecnicaAndres Mena PerezОценок пока нет
- Monografía EmprendimientoДокумент20 страницMonografía EmprendimientoChristian Vicente Arzapalo IncheОценок пока нет
- 9no CCFF SEMANA 1Документ4 страницы9no CCFF SEMANA 1Jorge Estalin Ortega OrtegaОценок пока нет
- Estudio Mercado. Aceite de Oliva en TaiwanДокумент17 страницEstudio Mercado. Aceite de Oliva en TaiwanComunidad ApolonianaОценок пока нет
- Criadero de ChinitasДокумент4 страницыCriadero de ChinitasMarcy Guzmán LastraОценок пока нет
- Turismo SustentableДокумент18 страницTurismo Sustentablepauldupuis100% (1)
- Sillabo Ciclo CДокумент6 страницSillabo Ciclo CElwire RosalesОценок пока нет
- SOLDADURAДокумент27 страницSOLDADURAEddy RolanОценок пока нет
- Animales de Costa Sierra y SelvaДокумент7 страницAnimales de Costa Sierra y SelvaYulned ABОценок пока нет
- Péndulo de Curie: la pérdida de magnetismo por acción del calorДокумент4 страницыPéndulo de Curie: la pérdida de magnetismo por acción del calorVictor Jesus100% (3)
- Tema 6Документ64 страницыTema 6johanita035Оценок пока нет
- LACTEOSДокумент23 страницыLACTEOSNatali Flores TiburcioОценок пока нет
- Solucionejsesion 4Документ9 страницSolucionejsesion 4Daniela LoaizaОценок пока нет
- Politica Ambiental Abc 2020Документ2 страницыPolitica Ambiental Abc 2020Dennis Alexander Rojas BicerraОценок пока нет
- Proyecto de Mejora FinalДокумент17 страницProyecto de Mejora Finalkaren lesly huertas matiasОценок пока нет
- La Religión RomanaДокумент43 страницыLa Religión RomanaispnolascoОценок пока нет
- Bioclimas de EspañaДокумент7 страницBioclimas de EspañaFrancisco José García GonzálezОценок пока нет
- Entrevista con la Santa Muerte: Soy la continuación de la vidaДокумент7 страницEntrevista con la Santa Muerte: Soy la continuación de la vidaCYBER KONEJO'sОценок пока нет
- Extracción de SemillasДокумент6 страницExtracción de SemillasBreiner MoralesОценок пока нет
- Ritual ImbolcДокумент13 страницRitual ImbolcDamianОценок пока нет
- LA GUADALUPANA, UNA INTERPRETACIOìN PSICOANALIìTICAДокумент19 страницLA GUADALUPANA, UNA INTERPRETACIOìN PSICOANALIìTICAVALERIA AGUILARОценок пока нет
- Proyecto de Recuperacion Termica MejoradaДокумент21 страницаProyecto de Recuperacion Termica MejoradaLaurimar GordonezОценок пока нет
- Matriz de Marco Lógico Proyecto de Actividad FísicaДокумент9 страницMatriz de Marco Lógico Proyecto de Actividad FísicaAlejandro Ortega HurtadoОценок пока нет
- Calcinacion Lab 2Документ7 страницCalcinacion Lab 2Jimena Bautista VelardeОценок пока нет