Вам также может понравиться
- Oil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsОт EverandOil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsОценок пока нет
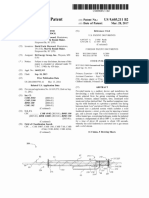
- United States Patent (10) Patent No.: US 9,096,564 B2Документ6 страницUnited States Patent (10) Patent No.: US 9,096,564 B2Ahmad InterestaОценок пока нет
- United States Patent (10) Patent N0.: US 7,531,066 B2Документ9 страницUnited States Patent (10) Patent N0.: US 7,531,066 B2IsraelPala-RosasОценок пока нет
- 1US9061951Документ16 страниц1US9061951M FОценок пока нет
- Us9726002 PDFДокумент10 страницUs9726002 PDFAgung Achmad SubadiОценок пока нет
- US8846977Документ8 страницUS8846977Muhammad Taufik MahadikaОценок пока нет
- United States Patent (10) Patent No.: US 8,158,822 B2Документ4 страницыUnited States Patent (10) Patent No.: US 8,158,822 B2JFPacОценок пока нет
- US9384868Документ6 страницUS9384868Hamada HamadaОценок пока нет
- US6656249Документ6 страницUS6656249Joel de la BarreraОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0035380 A1Документ5 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0035380 A1Patricia Ann MaeОценок пока нет
- United States Patent: MG, Christopher Lbecke, (58) Field of Classification SearchДокумент11 страницUnited States Patent: MG, Christopher Lbecke, (58) Field of Classification SearchAkbarОценок пока нет
- Process For The Production of Phenol and Acetone From CumeneДокумент17 страницProcess For The Production of Phenol and Acetone From CumeneFabi OneОценок пока нет
- United States Patent: (12) (10) Patent No.: US 8,865,095 B2Документ13 страницUnited States Patent: (12) (10) Patent No.: US 8,865,095 B2cryovikas1975Оценок пока нет
- United States Patent: (10) Patent No.: US 8,026.401 B2Документ8 страницUnited States Patent: (10) Patent No.: US 8,026.401 B2jonathanОценок пока нет
- Us8455685 UseДокумент10 страницUs8455685 UseRefi RahmanОценок пока нет
- US7109268Документ8 страницUS7109268Kamilo ArciniegazОценок пока нет
- Chiyoda Corp PatentДокумент8 страницChiyoda Corp Patentadityachoumal07Оценок пока нет
- United States Patent: GraceyДокумент5 страницUnited States Patent: GraceyahmadsaysОценок пока нет
- US7743601Документ4 страницыUS7743601Alien GmpОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2011/0210008 A1Документ9 страницPatent Application Publication (10) Pub. No.: US 2011/0210008 A1AblaqОценок пока нет
- United States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Документ13 страницUnited States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Mary HullОценок пока нет
- Method for Starting-Up Naphtha Fraction Hydrotreating ReactorДокумент13 страницMethod for Starting-Up Naphtha Fraction Hydrotreating ReactorBüşraОценок пока нет
- US10793433Документ21 страницаUS10793433Irwan DarmawanОценок пока нет
- Perpindahan PanasДокумент9 страницPerpindahan Panasadit dwipawarmanОценок пока нет
- CMC Gel Formation in Drilling FluidsДокумент6 страницCMC Gel Formation in Drilling Fluidslive streamОценок пока нет
- Us8075870b2 PDFДокумент13 страницUs8075870b2 PDFNelsonОценок пока нет
- US6426158Документ5 страницUS6426158bacbk.dvОценок пока нет
- US9302971 Terephthalic AcidДокумент23 страницыUS9302971 Terephthalic AcidnamoОценок пока нет
- Naclo Nacl H2oДокумент22 страницыNaclo Nacl H2oaliyaОценок пока нет
- Referensi Proses Etoksilasi Dengan CSTR ReaktorДокумент20 страницReferensi Proses Etoksilasi Dengan CSTR ReaktorRika Dian FitrianaОценок пока нет
- (2014) US8841445 Process For Preparing Purified Caprolactam From The Beckmann RearrangementДокумент6 страниц(2014) US8841445 Process For Preparing Purified Caprolactam From The Beckmann RearrangementThitikorn WassanarpheernphongОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2010/0043279 A1Документ13 страницPatent Application Publication (10) Pub. No.: US 2010/0043279 A1vitorio netoОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2012/0213692 A1Документ15 страницPatent Application Publication (10) Pub. No.: US 2012/0213692 A1Idaman MertuaОценок пока нет
- Us 95056892Документ6 страницUs 95056892ANita Zulhadj DamayantiОценок пока нет
- Final Examination CCB31202 (Separation Processes 2)Документ7 страницFinal Examination CCB31202 (Separation Processes 2)Surendra Louis Dupuis NaikerОценок пока нет
- Biodiesel 3Документ12 страницBiodiesel 3Uswatun AnnaОценок пока нет
- United States Patent: (10) Patent No.: (45) Date of PatentДокумент5 страницUnited States Patent: (10) Patent No.: (45) Date of PatentLechugaGuerreroHerreraОценок пока нет
- United States Patent (10) Patent No.: US 6,422,017 B1: Bassily (45) Date of Patent: Jul. 23, 2002Документ31 страницаUnited States Patent (10) Patent No.: US 6,422,017 B1: Bassily (45) Date of Patent: Jul. 23, 2002Narendra singh rawatОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0043407 A1Документ16 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0043407 A1venkateshОценок пока нет
- US10724338 Rapidly Cooling A Geologic Formation in Which A Wellbore Is FormedДокумент8 страницUS10724338 Rapidly Cooling A Geologic Formation in Which A Wellbore Is FormedZamirОценок пока нет
- European Patent Specification: Process For Preparing Furfural From BiomassДокумент27 страницEuropean Patent Specification: Process For Preparing Furfural From BiomassmartinОценок пока нет
- United States Patent (10) Patent No.: US 9.255,006 B2Документ8 страницUnited States Patent (10) Patent No.: US 9.255,006 B2Radit Setia KumalaОценок пока нет
- Wetting Agent 2Документ5 страницWetting Agent 2Sarah HawaisayahyaОценок пока нет
- United States Patent: Zhang Mar. 8, 2011Документ8 страницUnited States Patent: Zhang Mar. 8, 2011rosarioОценок пока нет
- Us 8461286Документ7 страницUs 8461286rajesh kothariОценок пока нет
- Windshield Washer Conditioner Collects RainwaterДокумент12 страницWindshield Washer Conditioner Collects Rainwaterjohnmaxin1114Оценок пока нет
- EP1817260B1Документ15 страницEP1817260B1Andifitiavana nahidОценок пока нет
- CO2 Absorption1Документ8 страницCO2 Absorption1arun manchekarОценок пока нет
- United States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009Документ7 страницUnited States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009qamarVEXОценок пока нет
- United States Patent: (10) Patent No.: US 7,910,784 B2Документ5 страницUnited States Patent: (10) Patent No.: US 7,910,784 B2Chandra AdityaОценок пока нет
- United States Patent: Hayward Et Al. Mar. 28, 2017Документ17 страницUnited States Patent: Hayward Et Al. Mar. 28, 2017Sabiya KabeerОценок пока нет
- United States Patent: Masson (10) Patent N0.: (45) Date of PatentДокумент26 страницUnited States Patent: Masson (10) Patent N0.: (45) Date of PatentaОценок пока нет
- US7390358Документ8 страницUS7390358lic.escobar2018Оценок пока нет
- United States Patent: Denton Et A1. (10) Patent N0.: (45) Date of PatentДокумент9 страницUnited States Patent: Denton Et A1. (10) Patent N0.: (45) Date of PatentMuhammadTanzeeLUsmanОценок пока нет
- Proceso de HidrocarburosДокумент14 страницProceso de Hidrocarburosingeniomeca8800Оценок пока нет
- US8193226Документ5 страницUS8193226miserable1995Оценок пока нет
- Two-Step Process for Producing Methyl Isobutyl KetoneДокумент3 страницыTwo-Step Process for Producing Methyl Isobutyl KetoneKadek Rinna ArmithaОценок пока нет
- Process for Producing Ethylene Oxide with Reduced Argon PurgeДокумент12 страницProcess for Producing Ethylene Oxide with Reduced Argon PurgeMaru LinОценок пока нет
- US20120103906 Closed Circuit Desalination Retrofit For Improved Performance of Common Reverse Osmosis SystemsДокумент11 страницUS20120103906 Closed Circuit Desalination Retrofit For Improved Performance of Common Reverse Osmosis SystemsWendyОценок пока нет
- US11207611Документ15 страницUS11207611Hilma HermayasariОценок пока нет
- Us7326816 PDFДокумент4 страницыUs7326816 PDFHajrah sapitriОценок пока нет
- Detergent Production Using Palm Oil and Betel Leaf ExtractДокумент2 страницыDetergent Production Using Palm Oil and Betel Leaf ExtractHajrah sapitriОценок пока нет
- Detergent Production Using Palm Oil and Betel Leaf ExtractДокумент2 страницыDetergent Production Using Palm Oil and Betel Leaf ExtractHajrah sapitriОценок пока нет
- PerhitunganДокумент4 страницыPerhitunganHajrah sapitriОценок пока нет
- Chapter 3 - Mix DesignДокумент16 страницChapter 3 - Mix DesignAbel MulugetaОценок пока нет
- Allotropes of Phosphorus (White and Red)Документ3 страницыAllotropes of Phosphorus (White and Red)Mayette Rose SarrozaОценок пока нет
- Cavitation and Pump NPSHRДокумент39 страницCavitation and Pump NPSHRRicardo BarrosОценок пока нет
- Milling Speed & Feed Calculator - Inch To MetricДокумент16 страницMilling Speed & Feed Calculator - Inch To MetricAdnan MehmoodОценок пока нет
- Waste Segregation Practices Among High School Students of Saint Michael College of CaragaДокумент61 страницаWaste Segregation Practices Among High School Students of Saint Michael College of CaragaReinan Ezekiel Llagas100% (1)
- Aphrin 500 MG Capsule BPR 1Документ12 страницAphrin 500 MG Capsule BPR 1ShagorShagor100% (1)
- Tracetek TTFFS Leak DetectionДокумент2 страницыTracetek TTFFS Leak DetectionalokinstОценок пока нет
- What is a Composite MaterialДокумент42 страницыWhat is a Composite MaterialabhiОценок пока нет
- Claudia - Gavrilescu - XRAY Technology PDFДокумент51 страницаClaudia - Gavrilescu - XRAY Technology PDFdangthОценок пока нет
- Auxiliary Machines and Equipments in Electric LocomotivesДокумент9 страницAuxiliary Machines and Equipments in Electric LocomotivesJanmejay SaxenaОценок пока нет
- Experimental Mechanics Laboratory ManualДокумент76 страницExperimental Mechanics Laboratory Manualprabhaakar100% (1)
- Bases Diseño TechnipДокумент13 страницBases Diseño TechnipJuan Roberto López BetanzosОценок пока нет
- ASD - Structural Code - 2016-02 PDFДокумент37 страницASD - Structural Code - 2016-02 PDFWilliam BohorquezОценок пока нет
- Properties of SteamДокумент27 страницProperties of SteamVishal DhimanОценок пока нет
- Katherine Davis, Gary Eddy, Alex Johannigman, Nathan ValdezДокумент1 страницаKatherine Davis, Gary Eddy, Alex Johannigman, Nathan Valdezanon_760617705Оценок пока нет
- Available in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BДокумент32 страницыAvailable in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BHarikrishnanОценок пока нет
- Thermodynamics control volume analysisДокумент6 страницThermodynamics control volume analysisLUISROОценок пока нет
- PTES Sample IR Scan ReportДокумент22 страницыPTES Sample IR Scan ReportAkshay GatkalОценок пока нет
- 31000, 32000 Proximity Probe Housings: DescriptionДокумент9 страниц31000, 32000 Proximity Probe Housings: Descriptionmehdi227Оценок пока нет
- Motor Spec - IPOWER Rev01Документ4 страницыMotor Spec - IPOWER Rev01GAGANОценок пока нет
- Material SpecificationДокумент9 страницMaterial SpecificationMuthu GaneshОценок пока нет
- Confort 125 - Aluminium Sliding Doors - Sapa Building SystemДокумент12 страницConfort 125 - Aluminium Sliding Doors - Sapa Building SystemSapa Building SystemОценок пока нет
- Numerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemДокумент18 страницNumerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemzhyhhОценок пока нет
- CHS Waste Disposal GuideДокумент37 страницCHS Waste Disposal GuideFazal RaheemОценок пока нет
- Dwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFДокумент36 страницDwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFardellazusman100% (13)
- KLINGER AUSTRALIA BrochureДокумент8 страницKLINGER AUSTRALIA BrochureMichael PhamОценок пока нет
- Toyota Turbo Applications ListДокумент33 страницыToyota Turbo Applications ListAdan Flores Correa100% (5)
- Rotho Peristaltic Pumps PDFДокумент40 страницRotho Peristaltic Pumps PDFxxxxxxxxxxxxОценок пока нет
- All Makes Filters Cross Reference GuidesДокумент5 страницAll Makes Filters Cross Reference GuidesJafet Israel RojasОценок пока нет
- Electronic Schematic PDFДокумент1 страницаElectronic Schematic PDFhemenedyОценок пока нет