Вам также может понравиться
- Polypropylene Composites With Natural Fibers and Wood - General Mechanical Property ProfilesДокумент8 страницPolypropylene Composites With Natural Fibers and Wood - General Mechanical Property ProfilesCarlos SoaresОценок пока нет
- Chemicalsguide ADEKAДокумент24 страницыChemicalsguide ADEKAAgenk VambudyОценок пока нет
- Wood Plasticcomposite2019Документ9 страницWood Plasticcomposite2019Bayron Rubiano LadinoОценок пока нет
- Polymers: Rheological Basics For Modeling of Extrusion Process of Wood Polymer CompositesДокумент16 страницPolymers: Rheological Basics For Modeling of Extrusion Process of Wood Polymer CompositesMuhammad IlyasОценок пока нет
- Additif PolimerДокумент32 страницыAdditif PolimerAndinОценок пока нет
- Monoesters For Transformer Insulating LiquidДокумент9 страницMonoesters For Transformer Insulating LiquidTELKOMNIKAОценок пока нет
- ADEKA India. ADEKA GlobalДокумент7 страницADEKA India. ADEKA GlobalNga VuОценок пока нет
- Updated 4326660 Poster PresentationДокумент1 страницаUpdated 4326660 Poster Presentationhephlin thamОценок пока нет
- 94 Aaa 320576041 DДокумент16 страниц94 Aaa 320576041 Drp.qscplОценок пока нет
- Wood-Filled Plastics - They Need The Right Additives For Strength, Good Looks, and Long Life - Plastics TechnologyДокумент5 страницWood-Filled Plastics - They Need The Right Additives For Strength, Good Looks, and Long Life - Plastics TechnologyParas PatelОценок пока нет
- Pod66 Tang PDFДокумент9 страницPod66 Tang PDFM Jodi AlfayedОценок пока нет
- Type of AdmixturesДокумент6 страницType of AdmixturesRV VimalОценок пока нет
- Pripol Dimer Acids: Flexibility and HydrophobicityДокумент4 страницыPripol Dimer Acids: Flexibility and Hydrophobicitymaged_abdnaghoОценок пока нет
- Kent2003 ReferenceWorkEntry SoapSoapFattyAcidsFattyAcidsAnДокумент43 страницыKent2003 ReferenceWorkEntry SoapSoapFattyAcidsFattyAcidsAnAhmed KhaledОценок пока нет
- Adk Cizer Adk Stab: Polymer AdditivesДокумент10 страницAdk Cizer Adk Stab: Polymer AdditivesEliton S. MedeirosОценок пока нет
- MWF BrochureДокумент6 страницMWF BrochurejohnsopranaОценок пока нет
- Automatic Transmission Fluids: © 2009 The Lubrizol Corporation 08-27-03 AT100-001Документ30 страницAutomatic Transmission Fluids: © 2009 The Lubrizol Corporation 08-27-03 AT100-001Carlos JuniorОценок пока нет
- Additive Specialties and High Performance ConcentratesДокумент11 страницAdditive Specialties and High Performance ConcentratesXuân Giang NguyễnОценок пока нет
- Experimental Comparison of Vegetable and Petroleum Base Oils Inmetalworking Fluids Using The Tapping Torque Test PDFДокумент6 страницExperimental Comparison of Vegetable and Petroleum Base Oils Inmetalworking Fluids Using The Tapping Torque Test PDFRajОценок пока нет
- CEPE Inventory ListДокумент153 страницыCEPE Inventory Listjai soniОценок пока нет
- Brochure - Specialty Effects For Polymer ProcessingДокумент6 страницBrochure - Specialty Effects For Polymer ProcessingXuân Giang NguyễnОценок пока нет
- Vegetal Vs Mineral OilsДокумент6 страницVegetal Vs Mineral OilsDark CenobiteОценок пока нет
- Crodamide Slip Adds For Film ExtrusionДокумент4 страницыCrodamide Slip Adds For Film ExtrusionGabriel CamposОценок пока нет
- Characterization of Wax Esters, Free Fatty Alcohols and Free Fatty AcidsДокумент6 страницCharacterization of Wax Esters, Free Fatty Alcohols and Free Fatty AcidsTravis KirinОценок пока нет
- Surface Properties and Optical Properties Modifiers: - Anjanah Ganapathy G S S 2016303005Документ16 страницSurface Properties and Optical Properties Modifiers: - Anjanah Ganapathy G S S 2016303005BubbleОценок пока нет
- Lankem E-Brochure 2023Документ16 страницLankem E-Brochure 2023Alfredo MéndezОценок пока нет
- Basics of PLA - Bioplastics MAGAZINEДокумент3 страницыBasics of PLA - Bioplastics MAGAZINEIsadora HenriquesОценок пока нет
- Brochure MosselmanДокумент12 страницBrochure Mosselmanvcoranm100% (1)
- What Is Wood Plastic Composite Fapc 170Документ4 страницыWhat Is Wood Plastic Composite Fapc 170Parchuri PraveenОценок пока нет
- Lubricants For PVCДокумент4 страницыLubricants For PVCvongoctu2016Оценок пока нет
- 2015 Lubricant FundamentalsДокумент47 страниц2015 Lubricant FundamentalsRoberto Gómez100% (2)
- Bayer MaterialScienceДокумент3 страницыBayer MaterialScienceaelshazlОценок пока нет
- Vegetable-Oil Based Metalworking FluidsДокумент11 страницVegetable-Oil Based Metalworking FluidsRizal FahrezaОценок пока нет
- Add Chem 2003 FWG - 2003Документ46 страницAdd Chem 2003 FWG - 2003Mely LeivaОценок пока нет
- Mosselman Lubricant IngredientsДокумент8 страницMosselman Lubricant Ingredientsmilitiamon100% (1)
- Oleochemical Industry Future Through Biotechnology: ReviewДокумент10 страницOleochemical Industry Future Through Biotechnology: ReviewAmanda SartikaОценок пока нет
- A Lubricant Is A Substance Introduced To Reduce Friction Between Moving SurfacesДокумент5 страницA Lubricant Is A Substance Introduced To Reduce Friction Between Moving SurfacesMudasar JavedОценок пока нет
- LZ 360 - Fluid Technology - IGO N OGL - Z124Документ45 страницLZ 360 - Fluid Technology - IGO N OGL - Z124tiến thử huỳnhОценок пока нет
- Chemical Admixture - MonographДокумент67 страницChemical Admixture - MonographUrvasi Vandana TalapalaОценок пока нет
- EBGLE001 BENTONE, BARAGEL Rheological Additives - 12 2 2019Документ16 страницEBGLE001 BENTONE, BARAGEL Rheological Additives - 12 2 2019pipaporn kanjanapipatkulОценок пока нет
- Metal Working Fluid ComponentsДокумент19 страницMetal Working Fluid ComponentsteddydeОценок пока нет
- Blocked and Deblocked Isocyanate With Sodium BisulfiteДокумент19 страницBlocked and Deblocked Isocyanate With Sodium BisulfiteAdlyLubis100% (1)
- Friction Modifier AdditivesTribology LettersДокумент26 страницFriction Modifier AdditivesTribology LettersMarcos Dantas dos SantosОценок пока нет
- Synthetics Lubricant Basestock Brochure - ExxonMobilДокумент13 страницSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioОценок пока нет
- Green-PVC With Full Recycled Industrial Waste and Renewably SourcedДокумент15 страницGreen-PVC With Full Recycled Industrial Waste and Renewably Sourcedpaulorp78Оценок пока нет
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975От EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovРейтинг: 5 из 5 звезд5/5 (1)
- Metalworking Additives IndustryДокумент5 страницMetalworking Additives IndustryMayank GuptaОценок пока нет
- Palm OilДокумент2 страницыPalm OilSunday OluwanisolaОценок пока нет
- LubricantsДокумент8 страницLubricantsAnsuman SamalОценок пока нет
- Additives 091010060938 Phpapp01Документ62 страницыAdditives 091010060938 Phpapp01Swetha T100% (1)
- Polymer CompositeДокумент39 страницPolymer Compositesujal jhaОценок пока нет
- Impact of Lubricants On ProcessingbehaviourДокумент5 страницImpact of Lubricants On ProcessingbehaviourMi Li50% (2)
- Polymer Composites-Student PresentationДокумент26 страницPolymer Composites-Student Presentationafia rahman100% (1)
- Polymer AdditivesДокумент7 страницPolymer AdditivesS S S REDDY100% (1)
- METHOCEL Cellulose Ethers Technical HandbookДокумент32 страницыMETHOCEL Cellulose Ethers Technical HandbookAlejandro FloresОценок пока нет
- Basic of Lubricant and Lubrication-2Документ34 страницыBasic of Lubricant and Lubrication-2Dhanie EndaОценок пока нет
- Harwick AcceleratorsДокумент5 страницHarwick AcceleratorsAkash KumarОценок пока нет
- PolycarbonateДокумент13 страницPolycarbonateAdriana Lucia NavarroОценок пока нет
- Features of WPC: WPC Wall Panel InstallationДокумент2 страницыFeatures of WPC: WPC Wall Panel Installationsakshi meherОценок пока нет
- Vegetable Oil Based Polyurethane Coatings A Sustainable ApproachДокумент18 страницVegetable Oil Based Polyurethane Coatings A Sustainable ApproachHamza CinОценок пока нет
- 1957 The Spectral Emissivity and Optical Properties of TungstenДокумент88 страниц1957 The Spectral Emissivity and Optical Properties of TungstenpresledovatelОценок пока нет
- What Is The Principle Behind XRDДокумент4 страницыWhat Is The Principle Behind XRDCesar CRОценок пока нет
- Ship Shaft EarthingДокумент12 страницShip Shaft EarthingEdi LeeОценок пока нет
- Hidraulika FESTO 2019 PDFДокумент232 страницыHidraulika FESTO 2019 PDFKresimir Coric100% (1)
- Apexi Installation Instruction Manual: S-AFC 2Документ64 страницыApexi Installation Instruction Manual: S-AFC 2THMotorsports.netОценок пока нет
- Final Project ReportДокумент23 страницыFinal Project ReportMayank SainiОценок пока нет
- As 1038.14.2-2003 Coal and Coke - Analysis and Testing Higher Rank Coal Ash and Coke Ash - Major and Minor ElДокумент7 страницAs 1038.14.2-2003 Coal and Coke - Analysis and Testing Higher Rank Coal Ash and Coke Ash - Major and Minor ElSAI Global - APAC100% (1)
- Assignment 5 PDFДокумент4 страницыAssignment 5 PDFRima ChinnasamyОценок пока нет
- Comparison of Purification Methods For Biodiesel. Berrios PDFДокумент7 страницComparison of Purification Methods For Biodiesel. Berrios PDFMariuxiОценок пока нет
- 8500 BHP AHTS Seabulk BetsyДокумент2 страницы8500 BHP AHTS Seabulk BetsyRahul SunilОценок пока нет
- Steel ConnectionsДокумент29 страницSteel ConnectionsSHRADDHA KADAM100% (1)
- Analysis of Mechanical SystemДокумент16 страницAnalysis of Mechanical SystembigbangОценок пока нет
- Pressure and Compaction in The Rock Physics Space: Jack DvorkinДокумент22 страницыPressure and Compaction in The Rock Physics Space: Jack DvorkinghourisОценок пока нет
- Tunisia - Nawara Southern Tunisian Gas Pipeline - ESIA Executive SummaryДокумент28 страницTunisia - Nawara Southern Tunisian Gas Pipeline - ESIA Executive SummaryodeinatusОценок пока нет
- Illumination AdditionalДокумент80 страницIllumination Additionalbutohpakang100% (1)
- 2026 - 1 Specification For Power Trfo - Part 1Документ46 страниц2026 - 1 Specification For Power Trfo - Part 1Balamurugan ArumugamОценок пока нет
- Catalogo Unidad Condensadora YD360, 480, 600 AmericanaДокумент19 страницCatalogo Unidad Condensadora YD360, 480, 600 AmericanaCoordinador1 ServiciosОценок пока нет
- Congreso Ccps 2013Документ116 страницCongreso Ccps 2013gustav agudeloОценок пока нет
- Sir. Abdul-Kareem: Stereoisomerism - Geometric IsomerismДокумент8 страницSir. Abdul-Kareem: Stereoisomerism - Geometric IsomerismsaudОценок пока нет
- Fabrication Tecniques of Quantum Well, Quantum Dot and Quantum WireДокумент4 страницыFabrication Tecniques of Quantum Well, Quantum Dot and Quantum WireRia Rushin Joseph100% (1)
- Ajax Integral Engine-Compressor Dpc-2802: Legends Don't Stop. We Make Sure of ItДокумент2 страницыAjax Integral Engine-Compressor Dpc-2802: Legends Don't Stop. We Make Sure of ItHazem RamdanОценок пока нет
- ENG-UEGO Connection PDFДокумент2 страницыENG-UEGO Connection PDFpejcicbozidarОценок пока нет
- New Microsoft Office Word DocumentДокумент6 страницNew Microsoft Office Word DocumentHosam ElgoharyОценок пока нет
- 2013 Tuli Kivi CatalogДокумент34 страницы2013 Tuli Kivi Catalogمحمدحنيدق محمد غنيمОценок пока нет
- DR-Flot - EN Celdas Tipo Denver Metso PDFДокумент8 страницDR-Flot - EN Celdas Tipo Denver Metso PDFeverolguinОценок пока нет
- 35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualДокумент59 страниц35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualХелфор УкраинаОценок пока нет
- Epocoat 111 PDFДокумент3 страницыEpocoat 111 PDFjunaid112Оценок пока нет
- LUMS Daily Student The H' WordДокумент16 страницLUMS Daily Student The H' WordKhawaja DaudОценок пока нет
- Robinsons Land Corporation: Schedule of LoadsДокумент1 страницаRobinsons Land Corporation: Schedule of LoadsRon Carlo HernandezОценок пока нет
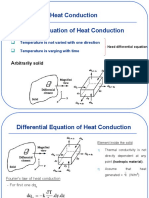
- Heat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidДокумент31 страницаHeat Conduction Differential Equation of Heat Conduction: Rbitrarily SolidJoshua StrykrОценок пока нет