Вам также может понравиться
- The Iron Puddler My life in the rolling mills and what came of itОт EverandThe Iron Puddler My life in the rolling mills and what came of itОценок пока нет
- Oxyfuel Cutting - Process and Fuel GasesДокумент6 страницOxyfuel Cutting - Process and Fuel Gasesunknown8787Оценок пока нет
- Module 3 Construction and DesignДокумент5 страницModule 3 Construction and DesignDhimas Surya Negara100% (1)
- Er 80 S GДокумент2 страницыEr 80 S Gabhics67Оценок пока нет
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresДокумент8 страницWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesОценок пока нет
- En 1090 Workshop 14 June 2019 FinalДокумент2 страницыEn 1090 Workshop 14 June 2019 FinalHanuman RaaoОценок пока нет
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramДокумент7 страницElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITОценок пока нет
- Common Datasheets Ampco Gas Metal-Arc WeldingДокумент2 страницыCommon Datasheets Ampco Gas Metal-Arc WeldingMaulana Mufti MuhammadОценок пока нет
- DIN EN ISO 14555 121998-EnДокумент69 страницDIN EN ISO 14555 121998-EnChristopher MendozaОценок пока нет
- 3welding AllДокумент82 страницы3welding AlljyothilalОценок пока нет
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Документ4 страницыWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Оценок пока нет
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Документ17 страницIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- Mild Steel Welding Handbook Vol 4Документ2 страницыMild Steel Welding Handbook Vol 4Fasil ParuvanathОценок пока нет
- 13 - Q+T Steels & Welding Q+T SteelsДокумент22 страницы13 - Q+T Steels & Welding Q+T SteelsbbqarОценок пока нет
- GMAW of Creep Resistant SteelsДокумент5 страницGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Syllabus - CIS 509 Data Mining II (Fall 2019)Документ7 страницSyllabus - CIS 509 Data Mining II (Fall 2019)Atul MishraОценок пока нет
- Definition of Steel Products: British Standard Bs en 10079:2007Документ48 страницDefinition of Steel Products: British Standard Bs en 10079:2007Syed Shoaib RazaОценок пока нет
- Filler Wires PDFДокумент7 страницFiller Wires PDFJayaram MVОценок пока нет
- Charles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelДокумент66 страницCharles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelAlarmakОценок пока нет
- Intro To AluminumДокумент51 страницаIntro To AluminumAzmi NdtОценок пока нет
- Welding Metallurgy and Weldability of Stainless SteelsДокумент6 страницWelding Metallurgy and Weldability of Stainless SteelsoifhiudsnfОценок пока нет
- LHB Coach (Mechnical Features)Документ38 страницLHB Coach (Mechnical Features)gayathri12092002Оценок пока нет
- MTK 2022 Thermal CuttingДокумент15 страницMTK 2022 Thermal CuttingHanif HalinОценок пока нет
- Simufact Welding PDFДокумент8 страницSimufact Welding PDFDele TedОценок пока нет
- PBI-WI 005 Dimensional Control Procedure Rev.0Документ5 страницPBI-WI 005 Dimensional Control Procedure Rev.0Tadaya KasaharaОценок пока нет
- Temper Embrittlement - J and X FactorДокумент2 страницыTemper Embrittlement - J and X Factorgovimano100% (2)
- Web Datasheet A6.2Документ4 страницыWeb Datasheet A6.2wolf_nsОценок пока нет
- Arc Welding - Calculator ChartДокумент3 страницыArc Welding - Calculator ChartDr. Ladeesh V GopinathОценок пока нет
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolДокумент3 страницыControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangОценок пока нет
- Alloys DensityДокумент4 страницыAlloys DensityArnold Melissa CollettОценок пока нет
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderДокумент22 страницыPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Оценок пока нет
- SurfacingДокумент14 страницSurfacingrahul063Оценок пока нет
- Páginas de Steel Structutures PDFДокумент75 страницPáginas de Steel Structutures PDFWilliam PolОценок пока нет
- MSM Marketing SDN BHD: MIG Welding Electrodes !Документ3 страницыMSM Marketing SDN BHD: MIG Welding Electrodes !namasralОценок пока нет
- Chapter-3 General Information of WeldingДокумент5 страницChapter-3 General Information of WeldingKumar DneshОценок пока нет
- Dynamic and Static Balancing of Rolls - How, Why and WhenДокумент2 страницыDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiОценок пока нет
- 00 Cover WE Rev2Документ5 страниц00 Cover WE Rev2ariyonodndiОценок пока нет
- A1010 WeldingДокумент20 страницA1010 WeldingCurious RajОценок пока нет
- Physics of WeldingДокумент3 страницыPhysics of WeldingKhurram RehmanОценок пока нет
- Is 1730Документ11 страницIs 1730maheshkbandari0% (1)
- I S Eniso3834-1-2021Документ26 страницI S Eniso3834-1-2021Ngoc BangОценок пока нет
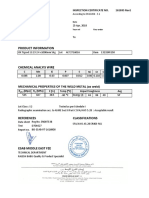
- Product Information: Inspection Certificate No. 161095 Rev1Документ1 страницаProduct Information: Inspection Certificate No. 161095 Rev1nwoforОценок пока нет
- En 10025-2Документ4 страницыEn 10025-2Sebastián Araya MoraОценок пока нет
- Astm e 2218 - 02Документ15 страницAstm e 2218 - 02Jaime Rafael Patron PrioloОценок пока нет
- 2.25CR Mo VДокумент9 страниц2.25CR Mo VSangameswaran RamarajОценок пока нет
- Welding Studies On WB36 For Feed Water PipingДокумент17 страницWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVОценок пока нет
- EN 760 (Flux-SAW)Документ2 страницыEN 760 (Flux-SAW)HoangОценок пока нет
- Welding QuestnДокумент37 страницWelding QuestnmehdiОценок пока нет
- Ferrite Limitation For SS316LДокумент12 страницFerrite Limitation For SS316LAntonio PerezОценок пока нет
- JIS5402 For FRC Rooftile PDFДокумент5 страницJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngОценок пока нет
- Sfa-5.7Документ10 страницSfa-5.7vannie_yundaОценок пока нет
- ERW Pipe Issues and DefectsДокумент2 страницыERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- How To Weld 316 Stainless SteelДокумент3 страницыHow To Weld 316 Stainless Steel10161016Оценок пока нет
- Specification Data Sheet AISI 304Документ8 страницSpecification Data Sheet AISI 304Luis Enrique Carreon TorresОценок пока нет
- 25CrMo4Документ1 страница25CrMo4Hans GoetheОценок пока нет
- Adiabatic Shear Localization: Frontiers and AdvancesОт EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddОценок пока нет
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981От EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Оценок пока нет
- Grade Structure Revamping TemplateДокумент1 страницаGrade Structure Revamping TemplateahmedОценок пока нет
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryДокумент2 страницыDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedОценок пока нет
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryДокумент2 страницыDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedОценок пока нет
- Assignment No. 4 BlankДокумент15 страницAssignment No. 4 BlankahmedОценок пока нет
- Measuring Metal Strength (Tensile & Impact Strength)Документ5 страницMeasuring Metal Strength (Tensile & Impact Strength)ahmedОценок пока нет
- Btus, CFMS, and Gges DemystifiedДокумент2 страницыBtus, CFMS, and Gges DemystifiedahmedОценок пока нет
- Grinding Wheel SpecificationsДокумент2 страницыGrinding Wheel SpecificationsahmedОценок пока нет
- Help Welding Calculation - WeldingДокумент14 страницHelp Welding Calculation - Weldingahmed100% (1)
- Drill Bit Size ChartДокумент22 страницыDrill Bit Size ChartahmedОценок пока нет
- Method of Calculating The Cooling Rate in HAZ During WeldingДокумент6 страницMethod of Calculating The Cooling Rate in HAZ During WeldingahmedОценок пока нет
- Why Is "Cold Cutting" Superior To Plasma Cutting?Документ9 страницWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedОценок пока нет
- ASGEpg187 PDFДокумент3 страницыASGEpg187 PDFbkprodhОценок пока нет
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMДокумент1 страницаTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedОценок пока нет
- UNCUNF Threads - SizeДокумент1 страницаUNCUNF Threads - SizeahmedОценок пока нет
- Deposition RateДокумент4 страницыDeposition Rateahmed100% (1)
- What Is Mild SteelДокумент2 страницыWhat Is Mild SteelahmedОценок пока нет
- Corrosion and RustДокумент9 страницCorrosion and RustahmedОценок пока нет
- What Is Hsla SteelДокумент4 страницыWhat Is Hsla SteelahmedОценок пока нет
- The National Institute For Occupational Safety and Health (Niosh)Документ1 страницаThe National Institute For Occupational Safety and Health (Niosh)ahmedОценок пока нет
- Difference Between Pipe and Tube: ShapeДокумент3 страницыDifference Between Pipe and Tube: ShapeahmedОценок пока нет
- Equipment Operation: Safety GuidelinesДокумент4 страницыEquipment Operation: Safety GuidelinesahmedОценок пока нет
- Understanding Copper AlloysДокумент1 страницаUnderstanding Copper AlloysahmedОценок пока нет
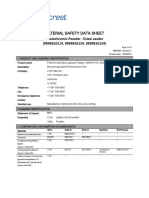
- MSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERДокумент4 страницыMSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERSanketh GuptaОценок пока нет
- Normal ResistivityДокумент1 страницаNormal ResistivityShahzad KhanОценок пока нет
- ASCO Series 307 Solenoid Valves No Voltage ReleaseДокумент6 страницASCO Series 307 Solenoid Valves No Voltage Releasehacene omarОценок пока нет
- First Law of ThermodynamicsДокумент7 страницFirst Law of Thermodynamics1155016764Оценок пока нет
- Cape Physics 2008 Unit 1Документ10 страницCape Physics 2008 Unit 1kesnaОценок пока нет
- ASME B31.5-Refrigeration-PipingДокумент11 страницASME B31.5-Refrigeration-PipingJai100% (2)
- 04 Melt Indexer Primer PDFДокумент4 страницы04 Melt Indexer Primer PDFNia SyafiqqОценок пока нет
- Thin Layer..ChromatographyДокумент194 страницыThin Layer..Chromatographykitchu13100% (1)
- Tenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsДокумент31 страницаTenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsSudish Bhat100% (1)
- FlowMaster 07 Engineering ReferenceДокумент4 страницыFlowMaster 07 Engineering Referencejoseluis789Оценок пока нет
- Science ExperimentДокумент9 страницScience ExperimentAnil KarnawatОценок пока нет
- Mivan 9Документ40 страницMivan 9vishaliОценок пока нет
- Resourceful Mock Ii Examinations 2017Документ8 страницResourceful Mock Ii Examinations 2017Baguma MichaelОценок пока нет
- Re13 Eng WebДокумент68 страницRe13 Eng WebBenjamin PeterОценок пока нет
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Документ2 страницыSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisОценок пока нет
- CHEMISTRY INVESTIGATORY PROJECT (Hemang Jain XI B)Документ10 страницCHEMISTRY INVESTIGATORY PROJECT (Hemang Jain XI B)Hemang JainОценок пока нет
- Notes of CH 2 Is Matter Around Us Pure - Class 9th ScienceДокумент9 страницNotes of CH 2 Is Matter Around Us Pure - Class 9th SciencepjatinОценок пока нет
- Lecture 5Документ20 страницLecture 5يوسف عادل حسانينОценок пока нет
- En 13555 ReportДокумент16 страницEn 13555 ReportTONОценок пока нет
- Basic of Soil-Soil Formation (DR - Khalid Farooq)Документ26 страницBasic of Soil-Soil Formation (DR - Khalid Farooq)Haseeb Rehman100% (1)
- C Mastic: Main ApplicationДокумент1 страницаC Mastic: Main ApplicationHung Mai Van100% (2)
- Coordination CompoundsДокумент8 страницCoordination CompoundsAbhishek SharmaОценок пока нет
- 1-Polo - MSDSДокумент5 страниц1-Polo - MSDSSaad IqbalОценок пока нет
- Paints and Varnishes - General Tests Methods - Vol 1.1 - IndexДокумент5 страницPaints and Varnishes - General Tests Methods - Vol 1.1 - IndexGilberto ManhattanОценок пока нет
- 3003 Polyether Polyol TDSДокумент1 страница3003 Polyether Polyol TDSbkandemirpolexОценок пока нет
- Manual For Water Filter SystemДокумент2 страницыManual For Water Filter Systemgjnxjbm8pbОценок пока нет
- Lecture6 - Losses in Electric MachinesДокумент24 страницыLecture6 - Losses in Electric Machinesthulasi_krishnaОценок пока нет
- 06 Instrumentation CablesДокумент34 страницы06 Instrumentation Cablesamir11601Оценок пока нет
- Many of The Important Properties of Materials Are Due To The Presence of ImperfectionsДокумент14 страницMany of The Important Properties of Materials Are Due To The Presence of ImperfectionsAbdulrahman AlsubieОценок пока нет
- Vessel Nozzle PDFДокумент30 страницVessel Nozzle PDFEugenia LorenzaОценок пока нет