Вам также может понравиться
- Slab Design Roof DeckДокумент54 страницыSlab Design Roof DeckKolen LalongisipОценок пока нет
- LTE Case Analysis V2.0 - HuaweiДокумент8 страницLTE Case Analysis V2.0 - HuaweiOmar ReyesОценок пока нет
- SALD-2300: Laser Diffraction Particle Size AnalyzerДокумент20 страницSALD-2300: Laser Diffraction Particle Size AnalyzerAwais RiazОценок пока нет
- Attack Acc AllДокумент1 страницаAttack Acc Allguilhermepaim.liberatoОценок пока нет
- GUMMI JAGER HD340 Difuzor Bilgi FoyuДокумент4 страницыGUMMI JAGER HD340 Difuzor Bilgi FoyuDocu CenterОценок пока нет
- Grain Size Distribution ChartДокумент1 страницаGrain Size Distribution ChartchrishoppepeОценок пока нет
- Atterberg Lapi ItbДокумент2 страницыAtterberg Lapi ItbFredy HendratnoОценок пока нет
- Digitasi Peta Babo 1Документ1 страницаDigitasi Peta Babo 1M taufik AshariОценок пока нет
- Flotation After A Direct Contact of Flotation Reagents With Carbonate Particles Part 1. Model InvestigationsДокумент12 страницFlotation After A Direct Contact of Flotation Reagents With Carbonate Particles Part 1. Model Investigationskhairiltfort14Оценок пока нет
- Robin Nandy PresentationДокумент25 страницRobin Nandy Presentationnancy bautistaОценок пока нет
- FSMQ Pareto ChartsДокумент5 страницFSMQ Pareto ChartsTrexie PalenciaОценок пока нет
- Development of A Computational Model For Optimal SДокумент7 страницDevelopment of A Computational Model For Optimal Sbavin rajОценок пока нет
- WP5: Scenario & Market Strategies (Energy) : Med-Csp Concentrating Solar Power For The Mediterranean RegionДокумент44 страницыWP5: Scenario & Market Strategies (Energy) : Med-Csp Concentrating Solar Power For The Mediterranean Regionknowledge3736 jОценок пока нет
- 5G Bandwise Throught TrendДокумент6 страниц5G Bandwise Throught TrendabhineetkumarОценок пока нет
- Introductory Optics System: Instruction Manual and Experiment Guide For The PASCO Scientific Model OS-8500Документ75 страницIntroductory Optics System: Instruction Manual and Experiment Guide For The PASCO Scientific Model OS-8500Raymond Roy Ocariza ArantonОценок пока нет
- PASCO BancadaOptica Manual Corrigido Resp Exp10Документ76 страницPASCO BancadaOptica Manual Corrigido Resp Exp10Encey Enerva GacasanОценок пока нет
- Grundfos CR 3-19 (10gpm@ 95 Meter)Документ6 страницGrundfos CR 3-19 (10gpm@ 95 Meter)prtnmhmdОценок пока нет
- Pool Fire T-76 GraficaДокумент1 страницаPool Fire T-76 GraficaManuel SaavedraОценок пока нет
- La Guia MetAs 10 06 Densidad AguaДокумент19 страницLa Guia MetAs 10 06 Densidad AguaMayreneDavilaОценок пока нет
- EconomicsДокумент47 страницEconomicsPadlah Riyadi. SE., Ak., CA., MM.Оценок пока нет
- 123Документ1 страница123Harish Kumar.THOTAОценок пока нет
- Comple, Soares, 2019Документ11 страницComple, Soares, 2019SOОценок пока нет
- Electrospinning Nanofibers of PANI/PMMA BlendsДокумент6 страницElectrospinning Nanofibers of PANI/PMMA BlendsDanay ManzoОценок пока нет
- Monte Carlo Simulations Using Matlab: Vincent Leclercq, Application Engineer Email: Vincent - Leclercq@Документ29 страницMonte Carlo Simulations Using Matlab: Vincent Leclercq, Application Engineer Email: Vincent - Leclercq@Shan DevaОценок пока нет
- Investment Analysis On The PH D Course in TEMAP (Term Paper in SNU) (2006)Документ25 страницInvestment Analysis On The PH D Course in TEMAP (Term Paper in SNU) (2006)akoo100% (1)
- Ritonavir TabletsДокумент3 страницыRitonavir TabletsTiana JovanovicОценок пока нет
- (Grazing) Watersheds 2Документ1 страница(Grazing) Watersheds 2pepaprojectОценок пока нет
- TourismДокумент67 страницTourismAttila LengyelОценок пока нет
- Oproteh 2021Документ1 страницаOproteh 2021Adina GavrilaОценок пока нет
- ReportДокумент1 страницаReportMauro RuaОценок пока нет
- 88HST (12.5) Pump Curve PDFДокумент1 страница88HST (12.5) Pump Curve PDFDaylis GonzalezОценок пока нет
- 03 Grain Size AnalysisДокумент4 страницы03 Grain Size AnalysisjitendraОценок пока нет
- 327-Profnotes ShockwavesДокумент33 страницы327-Profnotes ShockwavesReinold NdreuОценок пока нет
- GHANSHYAM PATEL - Graphical AbstractДокумент2 страницыGHANSHYAM PATEL - Graphical AbstractnitinОценок пока нет
- Frequency (MHZ) Frequency (MHZ)Документ1 страницаFrequency (MHZ) Frequency (MHZ)Alejandra asdkОценок пока нет
- Nilai Manfaat Ekonomi Wisata Pulau Saronde Di Gorut-Edit RiestiДокумент1 страницаNilai Manfaat Ekonomi Wisata Pulau Saronde Di Gorut-Edit RiestiRiesti TriyantiОценок пока нет
- Papel SemilogДокумент1 страницаPapel Semilognicoll mosqueraОценок пока нет
- Sample Feature Review Bms // Dcs1800 Limited SpectrumДокумент13 страницSample Feature Review Bms // Dcs1800 Limited SpectrumOluwaseun Timehin JamesОценок пока нет
- E-Sh Series: Erp 2009/125/ceДокумент124 страницыE-Sh Series: Erp 2009/125/ceabedzОценок пока нет
- Blangko DCPДокумент1 страницаBlangko DCPEswin SoslindoОценок пока нет
- Dynamic Traffic Assignment and ApplicationsДокумент38 страницDynamic Traffic Assignment and ApplicationsaldojudinОценок пока нет
- ASEREP v5.2.0.0Документ1 страницаASEREP v5.2.0.0Ali EscobarОценок пока нет
- Cooling Capacity 3 Tons - Temperature Difference: CASE 2 (Homework) (5 Ptos)Документ4 страницыCooling Capacity 3 Tons - Temperature Difference: CASE 2 (Homework) (5 Ptos)Ronaldo CTОценок пока нет
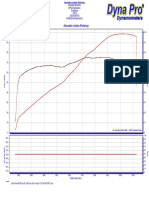
- Adrenaline Junkies Workshop: 3-Dyno Run - DPR, Dyno Run, 17/05/2019, 18:43:26Документ1 страницаAdrenaline Junkies Workshop: 3-Dyno Run - DPR, Dyno Run, 17/05/2019, 18:43:26Βασίλης ΝαλμπάντηςОценок пока нет
- Tauane Raizila Ferreira Dos Santos-Tauane Raizila Ferreira Dos Santos MX 3Документ5 страницTauane Raizila Ferreira Dos Santos-Tauane Raizila Ferreira Dos Santos MX 3tauaneraizila15Оценок пока нет
- DPSH, 1-M1,1-M3,2-M1,2-M2,3-M1 GS ChartReportДокумент1 страницаDPSH, 1-M1,1-M3,2-M1,2-M2,3-M1 GS ChartReportJuan Jose Magne ParicolloОценок пока нет
- TR-610 - Material Compatibility in Envirotemp Fluids-Gaskets & Polymers - April - 23 - 2015Документ11 страницTR-610 - Material Compatibility in Envirotemp Fluids-Gaskets & Polymers - April - 23 - 2015rodineicarraroОценок пока нет
- Metodo de SchefferДокумент19 страницMetodo de SchefferKenneth Ayala CastroОценок пока нет
- Biggs, Schlüter, Schoon - Principles For Building Resilience - CH 1-An Introduction To The ResilienceДокумент31 страницаBiggs, Schlüter, Schoon - Principles For Building Resilience - CH 1-An Introduction To The ResilienceLoan LaurentОценок пока нет
- Shading Amazon Panel Homedepot Panel Shading Amazon Panel: Voltage Under 30 Ω LoadДокумент8 страницShading Amazon Panel Homedepot Panel Shading Amazon Panel: Voltage Under 30 Ω LoadpanmanОценок пока нет
- KBL Pump GAДокумент11 страницKBL Pump GAudgeetОценок пока нет
- Software Pws PKM 2019Документ1 136 страницSoftware Pws PKM 2019Guntur FahzaОценок пока нет
- ParticleДокумент2 страницыParticlesumeetkug22Оценок пока нет
- FOX3-4G Series Flyer v1.1.1Документ2 страницыFOX3-4G Series Flyer v1.1.1Tk RachidОценок пока нет
- % Ter Tiar y Industr: For Examiner's UseДокумент2 страницы% Ter Tiar y Industr: For Examiner's UseRana SlimОценок пока нет
- Lecture 4Документ18 страницLecture 4Ap kowshikОценок пока нет
- NH Whirlpool Price List Effective From 6th March, 2022Документ2 страницыNH Whirlpool Price List Effective From 6th March, 2022Nirmal NepalОценок пока нет
- CapstoneДокумент9 страницCapstoneDe-Andrie GotuatoОценок пока нет
- Waterborne Polyvinyl Acetate Moisture Resistant AdhesiveДокумент1 страницаWaterborne Polyvinyl Acetate Moisture Resistant AdhesiveFacundo SepulvedaОценок пока нет
- Presentation Filler Slab StudentsДокумент27 страницPresentation Filler Slab StudentsJames Duvaidsan100% (4)
- Et Iso 12543 3 2011Документ10 страницEt Iso 12543 3 2011freddyguzman3471Оценок пока нет
- Influence of Cement Composition On Concrete Durability: Aci Materials Journal Technical PaperДокумент13 страницInfluence of Cement Composition On Concrete Durability: Aci Materials Journal Technical PaperAndy OliveraОценок пока нет
- Test Study On The Fatigue Performance of HSS For Steel WheelsДокумент4 страницыTest Study On The Fatigue Performance of HSS For Steel WheelsdamlaОценок пока нет
- AG en Chase Serviwrap-Bitumen-TapesДокумент6 страницAG en Chase Serviwrap-Bitumen-TapesCaleb SpiderОценок пока нет
- ASTM D 1785 - Standard Specification For PVC Pipes, Schedules 40, 80 & 120 (2006)Документ11 страницASTM D 1785 - Standard Specification For PVC Pipes, Schedules 40, 80 & 120 (2006)SEIKH ALAMGIRОценок пока нет
- ASTM D2239 - 12a-Standard Specification For Polyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside DiameterДокумент7 страницASTM D2239 - 12a-Standard Specification For Polyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside Diametersparrowjack908Оценок пока нет
- DRP001-OUF-SPE-C-000-002-B2 (Concrete Mix Design Criteria)Документ12 страницDRP001-OUF-SPE-C-000-002-B2 (Concrete Mix Design Criteria)Kannan MurugesanОценок пока нет
- Proconnect H05 - H07-BQ-FДокумент1 страницаProconnect H05 - H07-BQ-FPaul ScottОценок пока нет
- The Advantages of MyceliumДокумент3 страницыThe Advantages of Myceliumdiyana a.fОценок пока нет
- 1916 Boren 1st Submission 8-8-22Документ195 страниц1916 Boren 1st Submission 8-8-22TomОценок пока нет
- SCAP Jury AssignmentДокумент65 страницSCAP Jury Assignmentsrijana kashyapОценок пока нет
- Compressive Strength of Geopolymer Bricks From Mine TailingsДокумент29 страницCompressive Strength of Geopolymer Bricks From Mine TailingsJerrick Wayne VertudazoОценок пока нет
- TDS Byk-037 enДокумент2 страницыTDS Byk-037 enwtwilightwОценок пока нет
- ĐỀ ÔN THI SÔ 02Документ6 страницĐỀ ÔN THI SÔ 02Conan Hân TrầnОценок пока нет
- Astm B265Документ8 страницAstm B265Đào Trung NguyênОценок пока нет
- Renolit Alkorplan 00414 15mm + Lacquer enДокумент2 страницыRenolit Alkorplan 00414 15mm + Lacquer enIngénieur CivilОценок пока нет
- IS 210 - 2009 - Reff2020Документ13 страницIS 210 - 2009 - Reff2020k27571Оценок пока нет
- Influence of Modify Bituminous Mix With Fly Ash: S.D.Katara, C.S.Modhiya, N.G.RavalДокумент3 страницыInfluence of Modify Bituminous Mix With Fly Ash: S.D.Katara, C.S.Modhiya, N.G.RavalerpublicationОценок пока нет
- Maintenance Engineering - VijayaragavanДокумент6 страницMaintenance Engineering - VijayaragavanKarthik SubramaniОценок пока нет
- SHS ELS Module 3Документ23 страницыSHS ELS Module 3sei gosa0% (1)
- LS Electric Wire&cable EN 06Документ56 страницLS Electric Wire&cable EN 06ahmadkurniawan35Оценок пока нет
- Data Sheet Advanced-PP 1102 K: Properties Unit Test Method ValueДокумент1 страницаData Sheet Advanced-PP 1102 K: Properties Unit Test Method ValueSekar AyuОценок пока нет
- Biotile 2015 IN - (EN) PDFДокумент4 страницыBiotile 2015 IN - (EN) PDFBijaya RaulaОценок пока нет
- Tear Strength of PaperДокумент5 страницTear Strength of Papertsvmpm1765Оценок пока нет