Вам также может понравиться
- The D. E. Shaw Groups Perspectives On Emerson 10.15.19Документ64 страницыThe D. E. Shaw Groups Perspectives On Emerson 10.15.19Adrian CeplinschiОценок пока нет
- Cu Ni V Mo CR MN C WT CE: - Page 1 of 3Документ3 страницыCu Ni V Mo CR MN C WT CE: - Page 1 of 3Ainsworth Noriega RiosОценок пока нет
- MachiningДокумент12 страницMachiningwardendavid5591100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Handbook of Mechanical Engineering TermsДокумент366 страницHandbook of Mechanical Engineering Termsjakejohns95% (44)
- TTT and CCT Continuous Cooling TransformationДокумент6 страницTTT and CCT Continuous Cooling TransformationurcojОценок пока нет
- Machining Duplex Stainless Steels: Shop Sheet 103Документ4 страницыMachining Duplex Stainless Steels: Shop Sheet 103Milenko KraišnikОценок пока нет
- Circular Saw - Technical DescriptionДокумент17 страницCircular Saw - Technical DescriptionPuneeth KumarОценок пока нет
- Scule Pentru Industria AerospațialăДокумент28 страницScule Pentru Industria AerospațialăPascu Tiberiu CiprianОценок пока нет
- Outokumpu Machining Guideline Ultra 254SMOДокумент2 страницыOutokumpu Machining Guideline Ultra 254SMOzhiqianxuОценок пока нет
- Butt Weld Stainless Steel FittingsДокумент16 страницButt Weld Stainless Steel Fittingsbayu susiloОценок пока нет
- Aisi D2: Cold Work Tool SteelДокумент7 страницAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoОценок пока нет
- SS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Документ3 страницыSS 430, Type 430, WNR 1.4016, UNS S43000, AISI 430, ASTM 430, Grade 430, AFNOR Z8C-17Harish AmpoluОценок пока нет
- Pave Settings - 1AUДокумент2 страницыPave Settings - 1AUIshita SoniОценок пока нет
- Dura Bar Machining GuideДокумент4 страницыDura Bar Machining GuidericassterОценок пока нет
- Metal March 2021Документ23 страницыMetal March 2021Razeen FrancisОценок пока нет
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningДокумент4 страницыFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaОценок пока нет
- 303 Spec SheetДокумент2 страницы303 Spec SheetYankMulya MusaОценок пока нет
- CBN BrochureДокумент16 страницCBN BrochuredunnyhalitionОценок пока нет
- Alumec PDFДокумент7 страницAlumec PDFetamil87Оценок пока нет
- PB Alumec EnglishДокумент12 страницPB Alumec EnglishByron RodriguezОценок пока нет
- Master Tungsten Carbide Rotary Burrs PDFДокумент12 страницMaster Tungsten Carbide Rotary Burrs PDFFred AksoОценок пока нет
- NTK General MillingДокумент14 страницNTK General Millingswathi_ipeОценок пока нет
- GB TP0500 LRДокумент20 страницGB TP0500 LRGristarОценок пока нет
- Manganese 12 14%Документ3 страницыManganese 12 14%Sreedhar Rakesh VellankiОценок пока нет
- Pro Dec PlateДокумент9 страницPro Dec PlateAbe VoigОценок пока нет
- G-Pak18 1Документ89 страницG-Pak18 1Elmedin FazlicОценок пока нет
- Somta Tools User GuideДокумент150 страницSomta Tools User GuideBarrie Van Wyk100% (1)
- SS 409M WeldingДокумент12 страницSS 409M WeldingwentropremОценок пока нет
- CoroKey 2008engДокумент208 страницCoroKey 2008engStela LjevarОценок пока нет
- Machining MagnesiumДокумент15 страницMachining Magnesiumgaurav chauhanОценок пока нет
- Catalogo ATAДокумент32 страницыCatalogo ATALUIS JAVIER SIERRA CEPEDAОценок пока нет
- High Speed Shearing of Stainless Steel Tube UpdatedДокумент3 страницыHigh Speed Shearing of Stainless Steel Tube UpdatedOzetoОценок пока нет
- Brosur Breaker SOOSAN SB Series (New)Документ8 страницBrosur Breaker SOOSAN SB Series (New)HidayatОценок пока нет
- Z-Carb JetStream SpeedFeedДокумент2 страницыZ-Carb JetStream SpeedFeedalphatoolsОценок пока нет
- ME II Lab Manual PDFДокумент12 страницME II Lab Manual PDFAbhay TiwariОценок пока нет
- Kinkelder StandardДокумент24 страницыKinkelder StandardJason StephensОценок пока нет
- B Toku Construction-1Документ8 страницB Toku Construction-1harisОценок пока нет
- Mild Steel SpecificationДокумент1 страницаMild Steel SpecificationSteinol SolutionsОценок пока нет
- 23 Hardox 600 in WorkshopДокумент6 страниц23 Hardox 600 in WorkshopAndré Luiz NogueiraОценок пока нет
- Stud Welding Catalogue PDFДокумент42 страницыStud Welding Catalogue PDFRajan SteeveОценок пока нет
- ChapitreGrinding GBДокумент4 страницыChapitreGrinding GBLLОценок пока нет
- Experimental Analysis of Friction Welding For Dissimilar MetalsДокумент45 страницExperimental Analysis of Friction Welding For Dissimilar MetalsSumaiya BegamОценок пока нет
- Air Texturing NozzleДокумент17 страницAir Texturing Nozzleanil kapadiaОценок пока нет
- Torneamento Hardox 400 PDFДокумент2 страницыTorneamento Hardox 400 PDFJosue OliveiraОценок пока нет
- MP B158aДокумент6 страницMP B158aSurhidayat Ibn MusthafaОценок пока нет
- Worm Gear Sets enДокумент29 страницWorm Gear Sets enmohammad khoraminiaОценок пока нет
- Catalogue Worm Gear Sets and Customised Worm Gear SetsДокумент30 страницCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900Оценок пока нет
- Thyssenkrupp 22mnb5 Product Information Precision Steel enДокумент3 страницыThyssenkrupp 22mnb5 Product Information Precision Steel enpierocarnelociОценок пока нет
- HighFeed Brochure - US - Correction PDFДокумент48 страницHighFeed Brochure - US - Correction PDFSusan RooneyОценок пока нет
- Profile MFGT 1Документ52 страницыProfile MFGT 1RangaОценок пока нет
- A 400 HB Wear Resistant Steel: StandardДокумент4 страницыA 400 HB Wear Resistant Steel: StandardVíctor SandovskyОценок пока нет
- SS 302HQ, Type 302HQ, WNR 1.4567, UNS S30430, AISI 302HQ, Grade 302HQДокумент3 страницыSS 302HQ, Type 302HQ, WNR 1.4567, UNS S30430, AISI 302HQ, Grade 302HQpierocarnelociОценок пока нет
- Precision and Laboratory EquipmentsДокумент33 страницыPrecision and Laboratory EquipmentsTone RatanalertОценок пока нет
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingДокумент44 страницыWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doОценок пока нет
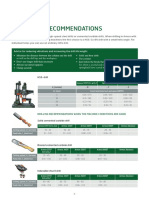
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthДокумент3 страницыMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaОценок пока нет
- Material PropertiesДокумент16 страницMaterial PropertiesMadan Kulkarni100% (1)
- Cuchillas TornoДокумент4 страницыCuchillas TornodemoracingeduОценок пока нет
- Okuma Simul Turn 400Документ11 страницOkuma Simul Turn 400paulkupasОценок пока нет
- Cutting Speed and Feedrate SouthbayДокумент5 страницCutting Speed and Feedrate SouthbayShahed FacebookОценок пока нет
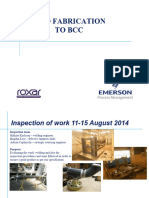
- Presentation SKID Fabrication To BCC - 21.08.2014 - 2Документ7 страницPresentation SKID Fabrication To BCC - 21.08.2014 - 2Adrian CeplinschiОценок пока нет
- Ordinea Operaţiilor Exerciţii Partea A II-aДокумент2 страницыOrdinea Operaţiilor Exerciţii Partea A II-aAdrian CeplinschiОценок пока нет
- Presentation SKID Fabrication To BCC - 21.08.2014Документ5 страницPresentation SKID Fabrication To BCC - 21.08.2014Adrian CeplinschiОценок пока нет
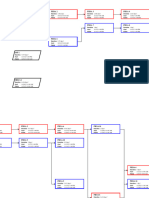
- Production PlanningДокумент3 страницыProduction PlanningAdrian CeplinschiОценок пока нет
- Emerson Has Been A Perennial UnderperformerДокумент6 страницEmerson Has Been A Perennial UnderperformerAdrian CeplinschiОценок пока нет
- PED Guidelines EN v1.6 PDFДокумент263 страницыPED Guidelines EN v1.6 PDFAdrian CeplinschiОценок пока нет
- No. A-14-401751 Rev 00Документ3 страницыNo. A-14-401751 Rev 00Adrian CeplinschiОценок пока нет
- Toleràncies Dimensionals Iso 2768-1Документ1 страницаToleràncies Dimensionals Iso 2768-1carlesiemiОценок пока нет
- L&T Henikwon BBTДокумент25 страницL&T Henikwon BBTraghuveeranush50% (2)
- Astm - E165 LP PDFДокумент20 страницAstm - E165 LP PDFjkdeОценок пока нет
- ANCON - Stainless Steel ReinforcementДокумент8 страницANCON - Stainless Steel Reinforcementstavros_stergОценок пока нет
- Latex Compounds: Dunlop Latices For Dipping & MouldingДокумент8 страницLatex Compounds: Dunlop Latices For Dipping & MouldingThushara RavindraОценок пока нет
- Wika Pressure Gs08s01y01 e e Ed01Документ16 страницWika Pressure Gs08s01y01 e e Ed01Nguyễn Đăng QuýОценок пока нет
- Loading ArmДокумент6 страницLoading ArmSardar ShahnawazОценок пока нет
- Chemical Processing Scope Determination MatrixДокумент20 страницChemical Processing Scope Determination MatrixnorlieОценок пока нет
- NMA Fact Sheet 40 Minerals and UsesДокумент6 страницNMA Fact Sheet 40 Minerals and UsesKemal FatahОценок пока нет
- Progress in Aerospace Sciences: Xuesong Zhang, Yongjun Chen, Junling HuДокумент13 страницProgress in Aerospace Sciences: Xuesong Zhang, Yongjun Chen, Junling HuJeisson BuesaquilloОценок пока нет
- Mustang Series M113-32 or M6113-32 (Globe), M1113-32 or M61113-32 (Angle) Specification SheetДокумент1 страницаMustang Series M113-32 or M6113-32 (Globe), M1113-32 or M61113-32 (Angle) Specification SheetWattsОценок пока нет
- Effect of Hole Reinforcement On The Buckling Behaviour of Thin-Walled Beams Subjected To Combined LoadingДокумент11 страницEffect of Hole Reinforcement On The Buckling Behaviour of Thin-Walled Beams Subjected To Combined Loadingchristos032Оценок пока нет
- Fastener Identification Markings - Portland BoltДокумент6 страницFastener Identification Markings - Portland Boltcarlosoliveros1967Оценок пока нет
- Catalog PDFДокумент235 страницCatalog PDFDavid PhoaОценок пока нет
- Chemistry Notes For Class 12 Chapter 6 General Principles and Processes ofДокумент14 страницChemistry Notes For Class 12 Chapter 6 General Principles and Processes ofkunal bansalОценок пока нет
- Metal Hose CatalogДокумент47 страницMetal Hose CatalogVeera RagavОценок пока нет
- Astm 139Документ6 страницAstm 139Kenny WongОценок пока нет
- Is 1573Документ21 страницаIs 1573Sheetal JindalОценок пока нет
- MCQ in Machine Design and Shop Practice Part 3 ME Board ExamДокумент17 страницMCQ in Machine Design and Shop Practice Part 3 ME Board Examtagne simo rodrigueОценок пока нет
- Din 7992-2010Документ9 страницDin 7992-2010Vinicio SelleriОценок пока нет
- 16MnCr5 IMДокумент3 страницы16MnCr5 IMeraman_meОценок пока нет
- 718 To 316 WeldingДокумент9 страниц718 To 316 WeldingRagerishcire Kanaalaq100% (1)
- Steel Catalogue 12-09-09-KenyaДокумент16 страницSteel Catalogue 12-09-09-KenyaDaniel KariukiОценок пока нет
- Tig Filler Rods: Iller OdsДокумент1 страницаTig Filler Rods: Iller Odsamir moniriОценок пока нет
- Ezy StrutДокумент96 страницEzy Strutqwerty99ytrОценок пока нет
- Understanding Impurities in Copper ElectrometallurgyДокумент61 страницаUnderstanding Impurities in Copper ElectrometallurgyJoselinn LoaezaОценок пока нет
- Ijert Ijert: Investigating The Effect of Welding Current On The Tensile Properties of SMAW Welded Mild Steel JointsДокумент5 страницIjert Ijert: Investigating The Effect of Welding Current On The Tensile Properties of SMAW Welded Mild Steel Jointsthai avvaiОценок пока нет
- B88-14 Standard Specification For Seamless Copper Water TubeДокумент7 страницB88-14 Standard Specification For Seamless Copper Water TubeislamakthamОценок пока нет
- Selectarc ElektrodyДокумент149 страницSelectarc ElektrodymalyczopekОценок пока нет
- Một số lỗi về mạДокумент11 страницMột số lỗi về mạĐình Khoa PhanОценок пока нет