Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Din en 13827 (2016) PDFДокумент9 страницDin en 13827 (2016) PDFjhon ortizОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- KTHR KthoДокумент21 страницаKTHR Kthojhon ortizОценок пока нет
- Study On The Microstructure and Impact Fracture Behavior PDFДокумент9 страницStudy On The Microstructure and Impact Fracture Behavior PDFjhon ortizОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Ensayos de Impacto E23Документ28 страницEnsayos de Impacto E23Juan LeonОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Paper Pinning RoystonДокумент12 страницPaper Pinning Roystonjhon ortizОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Study On The Microstructure and Impact Fracture Behavior PDFДокумент9 страницStudy On The Microstructure and Impact Fracture Behavior PDFjhon ortizОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Study On The Microstructure and Impact Fracture Behavior PDFДокумент9 страницStudy On The Microstructure and Impact Fracture Behavior PDFjhon ortizОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- CIICAPДокумент11 страницCIICAPjuliogomez008Оценок пока нет
- PMS 2015Документ11 страницPMS 2015jhon ortizОценок пока нет
- Analisis de Falla de Cilindro de GasДокумент15 страницAnalisis de Falla de Cilindro de Gasjhon ortizОценок пока нет
- Ansi Asqc-Z1.4Документ96 страницAnsi Asqc-Z1.4Agni Dahana100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- FatigaДокумент9 страницFatigajhon ortizОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Weld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical PropertiesДокумент9 страницWeld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical Propertiesjhon ortizОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesДокумент8 страницAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizОценок пока нет
- I,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress ConcentrationДокумент4 страницыI,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress Concentrationjhon ortizОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Falla de ResorteДокумент4 страницыFalla de Resortejhon ortizОценок пока нет
- Fisuracion de TubosДокумент11 страницFisuracion de Tubosjhon ortizОценок пока нет
- International Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo MachidaДокумент8 страницInternational Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo Machidajhon ortizОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- International Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo MachidaДокумент8 страницInternational Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo Machidajhon ortizОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Elastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked PipesДокумент19 страницElastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked Pipesjhon ortizОценок пока нет
- X52 HidrogenДокумент8 страницX52 Hidrogenjhon ortizОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Case Studies in Engineering Failure AnalysisДокумент4 страницыCase Studies in Engineering Failure AnalysisSharwin NovОценок пока нет
- Case Studies in Engineering Failure AnalysisДокумент4 страницыCase Studies in Engineering Failure AnalysisSharwin NovОценок пока нет
- NSK FailureДокумент44 страницыNSK Failurejhon ortizОценок пока нет
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsДокумент13 страницFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizОценок пока нет
- NSK FailureДокумент44 страницыNSK Failurejhon ortizОценок пока нет
- A 325 - 14Документ8 страницA 325 - 14jhon ortizОценок пока нет
- Condition Monitoring of Self Aligning Carrying Idler (SAI) inДокумент6 страницCondition Monitoring of Self Aligning Carrying Idler (SAI) injhon ortizОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Kic Calculado A Partir de CVNДокумент172 страницыKic Calculado A Partir de CVNjhon ortizОценок пока нет
- Lista MateriałówДокумент7 страницLista MateriałówVanessa KowalskaОценок пока нет
- Cast Designer 2018 E Brochure GravityДокумент14 страницCast Designer 2018 E Brochure GravityVivek ShrivastavaОценок пока нет
- Carpentry and MasonryДокумент81 страницаCarpentry and MasonryCassandra Noreen Pacayra SantosОценок пока нет
- Chemistry Investigatory Project: Topic: Preparation of Rayon ThreadДокумент14 страницChemistry Investigatory Project: Topic: Preparation of Rayon Threadkhushi chelaniОценок пока нет
- Estimation of ShedДокумент2 страницыEstimation of Shedpage oneОценок пока нет
- Group-2 Value Based Questions Subject: Chemistry Class XIIДокумент6 страницGroup-2 Value Based Questions Subject: Chemistry Class XIISsОценок пока нет
- Nobuo Shiraishi, Hiromu Kajita and Misato Norimoto (Eds.) - Recent Research On Wood and Wood-Based Materials. Current Japanese Materials Research (1993)Документ248 страницNobuo Shiraishi, Hiromu Kajita and Misato Norimoto (Eds.) - Recent Research On Wood and Wood-Based Materials. Current Japanese Materials Research (1993)Gr Madong ParhusipОценок пока нет
- ENV - DAO - 2000-81 Ra 8749Документ39 страницENV - DAO - 2000-81 Ra 8749Йонас РуэлОценок пока нет
- Weldability of Austenitic Manganese Steel: J. Mendez, M. Ghoreshy, W.B.F. Mackay, T.J.N. Smith, R.W. SmithДокумент7 страницWeldability of Austenitic Manganese Steel: J. Mendez, M. Ghoreshy, W.B.F. Mackay, T.J.N. Smith, R.W. Smithนรวิชญ์ กาญจนามัยОценок пока нет
- 2.4 Transition Metals Formation of Coloured Ions QsДокумент27 страниц2.4 Transition Metals Formation of Coloured Ions QsJesulayomi BolajiОценок пока нет
- Investigation For Using Precast Vs Insitu Concrete For Bridge ConstructionДокумент40 страницInvestigation For Using Precast Vs Insitu Concrete For Bridge ConstructionBihanChathurangaОценок пока нет
- Cavitation ConcreteДокумент6 страницCavitation Concretefiligrana2012Оценок пока нет
- Instrumental Presentation, Esma, 27.8.16Документ14 страницInstrumental Presentation, Esma, 27.8.16John Paul DenajibaОценок пока нет
- Investigation of Micro-Structure and Creep Life Analysis of Centrifugally Cast Fe-Cr-Ni Alloy Reformer TubesДокумент5 страницInvestigation of Micro-Structure and Creep Life Analysis of Centrifugally Cast Fe-Cr-Ni Alloy Reformer TubesOwais MalikОценок пока нет
- SP-2888 RG PDSДокумент5 страницSP-2888 RG PDSreza ashtariОценок пока нет
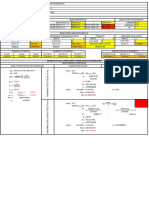
- Design Calculations (Singly-Reinforced Beam Design)Документ4 страницыDesign Calculations (Singly-Reinforced Beam Design)John Kevin CruzОценок пока нет
- Burnt Clay Building Bricks - Methods of Tests: Indian StandardДокумент8 страницBurnt Clay Building Bricks - Methods of Tests: Indian Standardmohd waseemОценок пока нет
- 3.1 Radiation in Class Exercises IIДокумент2 страницы3.1 Radiation in Class Exercises IIPabloОценок пока нет
- Journal of Constructional Steel Research: Dongxu Li, Brian Uy, Farhad Aslani, Chao HouДокумент17 страницJournal of Constructional Steel Research: Dongxu Li, Brian Uy, Farhad Aslani, Chao HouMahmoudAlyОценок пока нет
- E1. Boiler Tube Failure Part 1Документ54 страницыE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- CEM-3 Material Generation in PCB Board ManufacturingДокумент2 страницыCEM-3 Material Generation in PCB Board ManufacturingpcbboardszОценок пока нет
- Particular SpecificationsДокумент8 страницParticular SpecificationsmoumitaОценок пока нет
- Solid State Physics - 04 GrapheneДокумент45 страницSolid State Physics - 04 GrapheneMassimo GiordanoОценок пока нет
- Approved: Materials Engineering SpecificationДокумент2 страницыApproved: Materials Engineering SpecificationRonald AraujoОценок пока нет
- Proceedings of SEAGS-AGSSEA Conference 2 PDFДокумент648 страницProceedings of SEAGS-AGSSEA Conference 2 PDFHong Dang VuОценок пока нет
- Sa 4820M00450 00001 01 - 00Документ1 страницаSa 4820M00450 00001 01 - 00mohdfaridabubakarОценок пока нет
- Laboratory Autoclaves IcanclaveДокумент8 страницLaboratory Autoclaves IcanclaveХачатрян ГеворгОценок пока нет
- Development of Furnace For Producing Activated Carbon: December 2010Документ5 страницDevelopment of Furnace For Producing Activated Carbon: December 2010Carlos JuarezОценок пока нет
- Zinc Spray-MSDS PDFДокумент5 страницZinc Spray-MSDS PDFajuhaseenОценок пока нет
- 13 Pre-Review On Chem - SrengthДокумент4 страницы13 Pre-Review On Chem - SrengthAl-nashreen AbdurahimОценок пока нет
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)