Вам также может понравиться
- Bit Condition ChartДокумент1 страницаBit Condition ChartMas KuncritОценок пока нет
- RC Dull GradingДокумент106 страницRC Dull GradingAbdelkader FattoucheОценок пока нет
- Dull Grading TriДокумент15 страницDull Grading TriCamilo SanchezОценок пока нет
- Bits IADC Codes PDFДокумент2 страницыBits IADC Codes PDFMohamed Mahmoud Rezk Dimo100% (1)
- Kill Sheet: Prerecorded Infromation Pump Strokes RequiredДокумент16 страницKill Sheet: Prerecorded Infromation Pump Strokes RequiredAbdul Hameed OmarОценок пока нет
- Reference Photo:: 6 In. (152.4mm) ATJ-4Документ1 страницаReference Photo:: 6 In. (152.4mm) ATJ-411tkt11Оценок пока нет
- Qdoc - Tips New Iwcf ChapterДокумент23 страницыQdoc - Tips New Iwcf ChapterlovekushОценок пока нет
- CentralizerДокумент3 страницыCentralizerbyedОценок пока нет
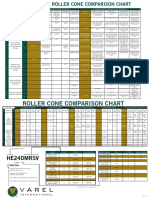
- VAREL RC Comparison Chart Final 2012Документ2 страницыVAREL RC Comparison Chart Final 2012Baitaw WanwarangОценок пока нет
- Casing Running and Drilling ToolsДокумент33 страницыCasing Running and Drilling Toolsfffggg777Оценок пока нет
- Casing Cutting Procedure - WFDДокумент5 страницCasing Cutting Procedure - WFDprateek132106Оценок пока нет
- Drilling Problem Bit Balling in Surface Hole: Sonatrach - Hassi MessaoudДокумент8 страницDrilling Problem Bit Balling in Surface Hole: Sonatrach - Hassi MessaoudSlim.BОценок пока нет
- Fishing Tools - Internal Catch Taper Taps: Product Line ProductДокумент2 страницыFishing Tools - Internal Catch Taper Taps: Product Line ProductrezaОценок пока нет
- Iadc Roller Cone ClassificationДокумент2 страницыIadc Roller Cone Classificationknn52unnОценок пока нет
- PillsДокумент3 страницыPillsAhmedMohsenОценок пока нет
- Baquiano 1 Reporte de Lodos PDFДокумент1 страницаBaquiano 1 Reporte de Lodos PDFLenis CeronОценок пока нет
- RDT Heavy Weight Drill Pipe PDFДокумент2 страницыRDT Heavy Weight Drill Pipe PDFLizandro Quispe GomezОценок пока нет
- 9-5/8" RTTS Packer Assembly: 4-1/2" IF BOXДокумент1 страница9-5/8" RTTS Packer Assembly: 4-1/2" IF BOXEmad JamshidiОценок пока нет
- D392005428-MKT-001 6012 Bop PDFДокумент2 страницыD392005428-MKT-001 6012 Bop PDFMitul PatelОценок пока нет
- Drilling FormulasДокумент5 страницDrilling FormulasJoshua RosensteinОценок пока нет
- Successfully Drills Through Total Losses Zones, Saves 17.6 DaysДокумент2 страницыSuccessfully Drills Through Total Losses Zones, Saves 17.6 DaysAriel Della TorreОценок пока нет
- Cement Integrity Logs - Part 2Документ7 страницCement Integrity Logs - Part 2Punam KapoorОценок пока нет
- EX-0035 Drilling - English API Formula SheetДокумент11 страницEX-0035 Drilling - English API Formula SheetramyОценок пока нет
- NeoFlo 1-58 Datasheet PDFДокумент4 страницыNeoFlo 1-58 Datasheet PDFSteven MarinoffОценок пока нет
- Re Entry WorkДокумент3 страницыRe Entry WorkAnilОценок пока нет
- Cameron Hydraulic Gate Valves Type F & FCДокумент3 страницыCameron Hydraulic Gate Valves Type F & FCJuan Sebastian Diaz CuadrosОценок пока нет
- Peco CatalogДокумент152 страницыPeco CatalogClaudio Israel Godinez SomeraОценок пока нет
- 4 - in and 5-In. Posiset Thru-Tubing Plug (1 - In. Od) : Description FeaturesДокумент1 страница4 - in and 5-In. Posiset Thru-Tubing Plug (1 - In. Od) : Description Featureshamed1725Оценок пока нет
- MR86L - Drilling MontageДокумент1 страницаMR86L - Drilling MontageGabriel PlazasОценок пока нет
- Abstract Awes Dig RPДокумент4 страницыAbstract Awes Dig RPabinadi1230% (1)
- Blowout Preventers CompressedДокумент28 страницBlowout Preventers CompressedMuthia AstriОценок пока нет
- Ps 0958 1214obh WДокумент1 страницаPs 0958 1214obh WLoreleiОценок пока нет
- Redback Operations ManualДокумент11 страницRedback Operations ManualDon BraithwaiteОценок пока нет
- Hydril 563™ B PDFДокумент4 страницыHydril 563™ B PDFrenatoОценок пока нет
- Anullar BOPДокумент5 страницAnullar BOP0926828260sОценок пока нет
- 2-1. Rigs, Drilling A WellДокумент50 страниц2-1. Rigs, Drilling A WellscribddocomОценок пока нет
- LTK 70 01 003Документ2 страницыLTK 70 01 003romeoleonОценок пока нет
- Well Data Summary ProgramДокумент13 страницWell Data Summary ProgramTemitope BelloОценок пока нет
- 05 Trip Sheet - IPM - QuartzДокумент7 страниц05 Trip Sheet - IPM - QuartzRebarОценок пока нет
- Enwe BNSV - 1 TCP Design of ServiceДокумент38 страницEnwe BNSV - 1 TCP Design of ServiceVictor EmahОценок пока нет
- Iadc Bit GradingДокумент1 страницаIadc Bit GradinganarkasisОценок пока нет
- Drilling FluidsДокумент19 страницDrilling FluidsBenjamin HaganОценок пока нет
- Plaster & Wald Consulting Corp.: Fill in Shaded AreasДокумент2 страницыPlaster & Wald Consulting Corp.: Fill in Shaded AreasmarvinОценок пока нет
- Wireline Rig Up On Bails For Deepwater Rig Correlation PDFДокумент1 страницаWireline Rig Up On Bails For Deepwater Rig Correlation PDFgugal KumarОценок пока нет
- Well Control Worksheet For A Surface Bop Stack: CANNON 1-21Документ2 страницыWell Control Worksheet For A Surface Bop Stack: CANNON 1-21scrbdgharaviОценок пока нет
- Diverter System Set Up - 20170701 - Rev0 (CW)Документ2 страницыDiverter System Set Up - 20170701 - Rev0 (CW)ramyОценок пока нет
- Bop DrawingДокумент9 страницBop DrawingstevebeardsleyОценок пока нет
- Kiswire General Purpose RopesДокумент28 страницKiswire General Purpose Ropesdaviko313Оценок пока нет
- Banda East Well Montage 28sept08 A4 SizeДокумент1 страницаBanda East Well Montage 28sept08 A4 SizeSyed IrtazaОценок пока нет
- Maximum Casing Pressure and Pit GainДокумент1 страницаMaximum Casing Pressure and Pit GainstevebeardsleyОценок пока нет
- لوله مغزی سیار COILED TUBINGДокумент90 страницلوله مغزی سیار COILED TUBINGArdita S IrwanОценок пока нет
- Mud Report 1Документ65 страницMud Report 1Brahim LetaiefОценок пока нет
- KILLSHTДокумент3 страницыKILLSHTscrbdgharaviОценок пока нет
- Wl&fe Unit-4Документ40 страницWl&fe Unit-4Paul AjithОценок пока нет
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsОт EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsОценок пока нет
- Measurement While Drilling: Signal Analysis, Optimization and DesignОт EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignОценок пока нет
- Iadc Dull GradingДокумент2 страницыIadc Dull GradingSamsung J7Оценок пока нет
- Bits SelectionДокумент9 страницBits SelectionAdamu MSОценок пока нет
- IPE Marine EIA 17May23Документ66 страницIPE Marine EIA 17May23AОценок пока нет
- Numerical Simulation of The North Sea Fulmar Oil Field Evaluating Reservoir Depletion StrategiesДокумент12 страницNumerical Simulation of The North Sea Fulmar Oil Field Evaluating Reservoir Depletion StrategiesAОценок пока нет
- Wrecks SGДокумент18 страницWrecks SGAОценок пока нет
- F-150 - Build & PriceДокумент14 страницF-150 - Build & PriceAОценок пока нет
- Marinerquestionnaire 202021Документ2 страницыMarinerquestionnaire 202021AОценок пока нет
- 060 MSi611 - Er25036Документ1 страница060 MSi611 - Er25036AОценок пока нет
- Dart ConceptДокумент4 страницыDart ConceptAОценок пока нет
- Hole Cleaning StuffДокумент33 страницыHole Cleaning StuffAОценок пока нет
- Mud DataДокумент148 страницMud DataAОценок пока нет
- Deepwater CementingДокумент65 страницDeepwater CementingAОценок пока нет
- Powerstroke Hydraulic Up/Down Drilling JarДокумент1 страницаPowerstroke Hydraulic Up/Down Drilling JarAОценок пока нет
- Main Types of Limit Gauges (With Diagram) - MetrologyДокумент9 страницMain Types of Limit Gauges (With Diagram) - Metrologyanil7376Оценок пока нет
- Gauging Practice For Plain SurfacesДокумент20 страницGauging Practice For Plain SurfacesAVINASHОценок пока нет
- Fundamentals of Metrology PDFДокумент59 страницFundamentals of Metrology PDFvaisakhОценок пока нет
- Instrument Calibration PlanДокумент27 страницInstrument Calibration PlanKumaravelОценок пока нет
- Technology of Machine Tools: GagesДокумент24 страницыTechnology of Machine Tools: GagesAnibal DazaОценок пока нет
- Internship Report: Mecas Engineering LimitedДокумент11 страницInternship Report: Mecas Engineering LimitedHaider AliОценок пока нет
- GaugesДокумент33 страницыGaugesUsman ansarОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationAtendra SinghОценок пока нет
- EMM-full NotesДокумент87 страницEMM-full NotesRallapalli Srinivasulu Gagan SaiОценок пока нет
- American Standard Taper Pipe ThreadsДокумент1 страницаAmerican Standard Taper Pipe ThreadsPablo CastroОценок пока нет
- 2300e - 04 NTN BearingДокумент24 страницы2300e - 04 NTN Bearingsvntamil_159541837Оценок пока нет
- Industrial Training ReportДокумент42 страницыIndustrial Training ReportShubham SatheОценок пока нет
- Gauges KSRДокумент38 страницGauges KSRavutu_kunduruОценок пока нет
- BitsДокумент94 страницыBitsBurt Powell100% (3)
- Types of GaugesДокумент12 страницTypes of GaugesKaustubh NaikОценок пока нет
- Gauges and Gauge DesignДокумент26 страницGauges and Gauge DesignMurali100% (3)
- Control of Monitoring, Measuring and Testing Devices: PurposeДокумент9 страницControl of Monitoring, Measuring and Testing Devices: PurposeAhmed Shaban KotbОценок пока нет
- Tri ConeДокумент2 страницыTri ConeAОценок пока нет
- Dresser Water Steel ProductsДокумент24 страницыDresser Water Steel Productsclaimc100% (1)
- Limit GaugesДокумент29 страницLimit GaugesMANOJ M83% (6)
- Rainbow CatalougeДокумент5 страницRainbow Catalougeapi-257794235Оценок пока нет
- Understanding Fixed Limit GagesДокумент17 страницUnderstanding Fixed Limit Gagesİlhan Burak ÖzhanОценок пока нет
- An Ammeter of 1Документ5 страницAn Ammeter of 1engrodeОценок пока нет
- Specification FOR Plain and Master Setting Ring Gauges (Size Range From 1 Up To and Including 315 MM)Документ4 страницыSpecification FOR Plain and Master Setting Ring Gauges (Size Range From 1 Up To and Including 315 MM)Ashish DubeyОценок пока нет
- Taylor's PrincipleДокумент16 страницTaylor's PrincipleSivaОценок пока нет
- Inspection Gauges TypesДокумент12 страницInspection Gauges Typesahsan aliОценок пока нет
- Pipe Threads (R) - 50Документ2 страницыPipe Threads (R) - 50Karthik RajanОценок пока нет
- Is 3485 1983Документ8 страницIs 3485 1983sureshОценок пока нет
- 3455 1971 Reff2020Документ17 страниц3455 1971 Reff2020Ashish DubeyОценок пока нет
- Iadc Dull GradingДокумент2 страницыIadc Dull GradingSamsung J7Оценок пока нет