Вам также может понравиться
- Jorge de Buen Unna, Manual de Diseño Editorial, 3a Ed.Документ693 страницыJorge de Buen Unna, Manual de Diseño Editorial, 3a Ed.Pamela González Muñoz50% (2)
- Proteccion Por Recubrimientos No Metalicos Proy. FinalДокумент28 страницProteccion Por Recubrimientos No Metalicos Proy. FinalIAm Josue100% (2)
- Informe Laboratorio de Lab. Tecnología Del Concreto Diseño y Preparación de MezclaДокумент15 страницInforme Laboratorio de Lab. Tecnología Del Concreto Diseño y Preparación de MezclaMauricioOrconGaldos100% (1)
- 2240sonda Diamantina Sandvik De-130Документ3 страницы2240sonda Diamantina Sandvik De-130Marcelo Pablo CZ100% (1)
- Abrasion - Erosion - Cavitacion - CorrosionДокумент39 страницAbrasion - Erosion - Cavitacion - CorrosionMckenley CoronelОценок пока нет
- Deposición Física A Partir de La Fase VaporДокумент2 страницыDeposición Física A Partir de La Fase Vaporjlhyl100% (2)
- POLIAMIDA Proyecto 1Документ10 страницPOLIAMIDA Proyecto 1alicita555Оценок пока нет
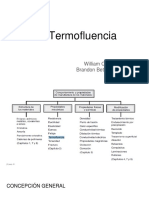
- Ensayo de TermofluenciaДокумент10 страницEnsayo de TermofluenciaBrandonBetancourthОценок пока нет
- La Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFДокумент12 страницLa Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFJorge CastelonОценок пока нет
- Informe de Dureza y TracciónДокумент28 страницInforme de Dureza y TracciónAsh-lee Cuyubamba CainicelaОценок пока нет
- Ensayo Dureza RockwellДокумент3 страницыEnsayo Dureza RockwellGilberto Andrés JuradoОценок пока нет
- Informe Segunda ColadaДокумент4 страницыInforme Segunda ColadaLuis Alberto ChávezОценок пока нет
- Vaciado y Tape Casting CeramicosДокумент6 страницVaciado y Tape Casting CeramicosIvan LopezОценок пока нет
- Etiquetas EcologicasДокумент11 страницEtiquetas EcologicasAndres CumbajinОценок пока нет
- Colombia 4 PDFДокумент126 страницColombia 4 PDFFabricio Licla SolierОценок пока нет
- Diseño de RiserДокумент10 страницDiseño de RiseralexОценок пока нет
- Manual de Operacion de Horno de InduccionДокумент8 страницManual de Operacion de Horno de InduccionjosemiguelzuОценок пока нет
- Ensayo de Termofluencia Unidad 2 Tecnologia de Los MaterialesДокумент7 страницEnsayo de Termofluencia Unidad 2 Tecnologia de Los MaterialesMaria Alejandra RОценок пока нет
- Ensayo de TermofluenciaДокумент3 страницыEnsayo de Termofluencialduran_63Оценок пока нет
- Laboratorio 2Документ36 страницLaboratorio 2Mayte Olenka Miranda BandaОценок пока нет
- Proceso de AnodizadoДокумент5 страницProceso de AnodizadoJonathan Salazar RengifoОценок пока нет
- Ensayo de Tracción en MetalesДокумент19 страницEnsayo de Tracción en MetalesJanio Bustillos AlvarezОценок пока нет
- Manuel EstandarДокумент246 страницManuel EstandarralexmlОценок пока нет
- Corrosion Por CavitacionДокумент3 страницыCorrosion Por CavitacionAnonymous Gssg1ePaSОценок пока нет
- Ecuaciones Diferenciales - Sustituciones Diversas #2Документ6 страницEcuaciones Diferenciales - Sustituciones Diversas #2Sofia MartinezОценок пока нет
- Resumen Ejecutivo de La Mina Barreno de ArequipaДокумент40 страницResumen Ejecutivo de La Mina Barreno de ArequipaWinston Curo Quispe100% (1)
- Las 3 RДокумент5 страницLas 3 RGerman Mario Mamani MamaniОценок пока нет
- Propuesta de Implementación de Un Sistema de GestiónДокумент13 страницPropuesta de Implementación de Un Sistema de GestiónStephany AlmonteОценок пока нет
- Diaframa Flujo MfiДокумент6 страницDiaframa Flujo MfiDiana Gaviria MurilloОценок пока нет
- Procesos para La Obtención de Las Matrices CerámicasДокумент8 страницProcesos para La Obtención de Las Matrices CerámicasYessenia Huachaca CasquinaОценок пока нет
- Ec de Lagrange y ClairautДокумент7 страницEc de Lagrange y ClairautYury Málaga TejadaОценок пока нет
- Corrosión UniformeДокумент5 страницCorrosión UniformeJuan SilvaОценок пока нет
- Manual de Horno InduccionДокумент8 страницManual de Horno InduccionjgutierrezpОценок пока нет
- ABS y SAN Aditivos PDFДокумент2 страницыABS y SAN Aditivos PDFAndres HIОценок пока нет
- Microdureza y Aplicaciones - EspañolДокумент36 страницMicrodureza y Aplicaciones - EspañolLuis Anthony Pulido ChavezОценок пока нет
- 971Документ101 страница971Yanet LastraОценок пока нет
- La Norma Ohsas 18001Документ24 страницыLa Norma Ohsas 18001oscar MondragonОценок пока нет
- Estudios de Casos y ActividadesДокумент6 страницEstudios de Casos y Actividadesfarides franco ospinoОценок пока нет
- Ensayo RockwellДокумент4 страницыEnsayo RockwellLuis AragonОценок пока нет
- Corrosión Por Altas TemperaturasДокумент10 страницCorrosión Por Altas TemperaturasEdgar Garcia RosasОценок пока нет
- Materiales Cerámicos2020Документ42 страницыMateriales Cerámicos2020Jose A AbrahamОценок пока нет
- Propiedades o Características de Los LubricantesДокумент8 страницPropiedades o Características de Los LubricantesIris Rodriguez MilachayОценок пока нет
- Informe 4 - Moldeo y ColadaДокумент39 страницInforme 4 - Moldeo y ColadaPio Quispe GarciaОценок пока нет
- Cuestionario #2 de CorrosionДокумент8 страницCuestionario #2 de CorrosionGlen Jhonathan Cabosmalon ChecyaОценок пока нет
- Corrosion UniformeДокумент17 страницCorrosion UniformeJessenia Loor RomeroОценок пока нет
- Ciclo Kalina y Ciclo IgccДокумент12 страницCiclo Kalina y Ciclo IgccjosefloyerОценок пока нет
- Dossier Cuello de Ganso FijoДокумент6 страницDossier Cuello de Ganso FijoELMERОценок пока нет
- PerfiladoДокумент7 страницPerfiladoArmandoTafОценок пока нет
- Programacion LinealДокумент10 страницProgramacion LinealKarina VásquezОценок пока нет
- Hornos de FundicionДокумент7 страницHornos de FundicionRene ReyesОценок пока нет
- Corrosión UniformeДокумент2 страницыCorrosión UniformeZorielys RamírezОценок пока нет
- Deposición Física y Química de VaporДокумент8 страницDeposición Física y Química de VaporfernandafaundesОценок пока нет
- Laboratorio 1Документ5 страницLaboratorio 1Gean Paul Bueno FernándezОценок пока нет
- Prueba de Impacto en PolimerosДокумент3 страницыPrueba de Impacto en PolimerosLuisMiRomeroОценок пока нет
- Doblado ProcesoДокумент5 страницDoblado ProcesoJacqui AlmacheОценок пока нет
- Ecuacion Diferencial Por SustituciónДокумент16 страницEcuacion Diferencial Por Sustituciónla sectaОценок пока нет
- Guia10. Ecuación Diferencial de ClairautДокумент2 страницыGuia10. Ecuación Diferencial de Clairaut?????100% (1)
- IWE - Tema 2.20.aluminio y Aleaciones de Aluminio - Rev4Документ110 страницIWE - Tema 2.20.aluminio y Aleaciones de Aluminio - Rev4Marco AntonioОценок пока нет
- Eco-Alternativa Tecnologica para La Obtencion de Silicio y Su Posible Aplicación en Baterias de LitioДокумент12 страницEco-Alternativa Tecnologica para La Obtencion de Silicio y Su Posible Aplicación en Baterias de LitiojesusОценок пока нет
- Aplicacion BernoulliДокумент4 страницыAplicacion BernoulliKatherine GómezОценок пока нет
- Proyecto de La HéliceДокумент7 страницProyecto de La HéliceGuillermo Blanco100% (1)
- Caamal C. - InvestigacióNДокумент44 страницыCaamal C. - InvestigacióNEduardo LeonОценок пока нет
- Cuaderno de Escritura I PDFДокумент49 страницCuaderno de Escritura I PDFMiriam Luisa Tranamil BaezaОценок пока нет
- Issa A105Документ18 страницIssa A105ingmdtz_1100% (3)
- La Base Tecnológica de La Sociedad Del ConocimientoДокумент15 страницLa Base Tecnológica de La Sociedad Del ConocimientoGerwinCordovaОценок пока нет
- Caracterizacion VijesДокумент8 страницCaracterizacion VijesJulian Tovar MedinaОценок пока нет
- Analisis Subpartidas Instalaciones ElectricasДокумент8 страницAnalisis Subpartidas Instalaciones ElectricasJair AriasОценок пока нет
- Carro Robot, Microcontrolador BluetoothДокумент9 страницCarro Robot, Microcontrolador BluetoothItalo Fuentes67% (3)
- Losas de CimentacionДокумент11 страницLosas de Cimentacionsam2894Оценок пока нет
- Mantequilla Con AjoДокумент6 страницMantequilla Con AjoEduar Zh CristanchoОценок пока нет
- Filtro de Aceite para Multiplicadora.1Документ2 страницыFiltro de Aceite para Multiplicadora.1dosilar00Оценок пока нет
- Caso Accidente Mortal Por Electrocución Taller N°1-1Документ9 страницCaso Accidente Mortal Por Electrocución Taller N°1-1Moisés Anthony Ayala VásquezОценок пока нет
- Tipos de Concreto Adecuado para Construccion de ViviendaДокумент28 страницTipos de Concreto Adecuado para Construccion de ViviendaCesarVegaОценок пока нет
- Proceso ConstrucctivoДокумент9 страницProceso ConstrucctivojoseОценок пока нет
- Soldadura en Materiales No Ferrosos Con OxiacetilenoДокумент13 страницSoldadura en Materiales No Ferrosos Con OxiacetilenoDuvanNiño0% (1)
- Diamar EspДокумент4 страницыDiamar EspDanielEnezОценок пока нет
- mg7 10 BMДокумент1 страницаmg7 10 BMRicardo FgОценок пока нет
- 01 Obras ProvisionalesДокумент86 страниц01 Obras ProvisionalesIsela Vicente CanalesОценок пока нет
- Puerto Paralelo C++Документ8 страницPuerto Paralelo C++Jonathan TalamantesОценок пока нет
- Avance AlmacenesДокумент6 страницAvance AlmacenesDaniitza' MarcaОценок пока нет
- TRABAJO #01 Chaca Ayuque YonniferДокумент7 страницTRABAJO #01 Chaca Ayuque YonniferyonniОценок пока нет
- Motoniveladoras Serie M - 1Документ30 страницMotoniveladoras Serie M - 1Jorge Calderon RojasОценок пока нет
- Circuito EléctricoДокумент26 страницCircuito EléctricolukasОценок пока нет
- Temario Laboratorista Vial Clase BДокумент4 страницыTemario Laboratorista Vial Clase BNicolás Adones AguileraОценок пока нет
- Tesis BEC UNAM - Sistemas Artificiales de Produccion PDFДокумент263 страницыTesis BEC UNAM - Sistemas Artificiales de Produccion PDFOM EspОценок пока нет
- Planeacion Quinto Bloqu ElastomerosДокумент21 страницаPlaneacion Quinto Bloqu ElastomerosiqjmercadoОценок пока нет
- Soluciòn Del Onceavo Capítulo de Anàlisis Estructural IiДокумент29 страницSoluciòn Del Onceavo Capítulo de Anàlisis Estructural IiRafaelHuaman100% (1)
- Examen Resistencia FlavioДокумент7 страницExamen Resistencia FlavioJose MariaОценок пока нет
- Practica 4 Fisica 2Документ5 страницPractica 4 Fisica 2Pedro MancillaОценок пока нет