Вам также может понравиться
- How To Inspect A GearboxДокумент13 страницHow To Inspect A Gearboxkamal arabОценок пока нет
- How To Inspect A GearboxДокумент12 страницHow To Inspect A Gearboxivan wijayaОценок пока нет
- How To Inspect A GearboxДокумент9 страницHow To Inspect A Gearboxroberto_perracini100% (1)
- How To Inspect Gear BoxДокумент11 страницHow To Inspect Gear BoxSubbarayan SaravanakumarОценок пока нет
- Gearbox MaintenanceДокумент19 страницGearbox MaintenanceShafee Ahmad0% (1)
- How To Inspect A Gearbox PDFДокумент5 страницHow To Inspect A Gearbox PDFsurawutwijarn100% (2)
- Gearbox MaintenanceДокумент14 страницGearbox MaintenancemahdiОценок пока нет
- How To Inspect A Gearbox BomДокумент10 страницHow To Inspect A Gearbox BomSergio Rolla GuimaraesОценок пока нет
- Gear Failure AnalysisДокумент22 страницыGear Failure AnalysisKarthick Kumar100% (1)
- File 6Документ51 страницаFile 6Rinh Lai BaОценок пока нет
- Installation: PrecautionsДокумент4 страницыInstallation: Precautionssatya_swamy20002943Оценок пока нет
- Class 2 Oral Questions & AnswersДокумент26 страницClass 2 Oral Questions & Answersprashant manhasОценок пока нет
- PM Inspection SheetДокумент4 страницыPM Inspection SheetYogeshОценок пока нет
- Crankcase Inspection Safety & Procedure MMD Favourite QuestionsДокумент1 страницаCrankcase Inspection Safety & Procedure MMD Favourite QuestionsAnkit ChatterjeeОценок пока нет
- Bobcat Daily Inspection Checklist: Operator's Name: Signature Badge No. BOBCAT Body No.: Model: Project/FacilityДокумент1 страницаBobcat Daily Inspection Checklist: Operator's Name: Signature Badge No. BOBCAT Body No.: Model: Project/FacilityMuhammad Farooq Awan100% (5)
- Crank Case Inspection ProcedureДокумент6 страницCrank Case Inspection ProcedureSid ACHARYAОценок пока нет
- 303-00 Diagnosis and TestingДокумент10 страниц303-00 Diagnosis and TestingFerhan SerdarogluОценок пока нет
- Toyota - Automatic Transmissions - 25 Diagnostic ProceduresДокумент32 страницыToyota - Automatic Transmissions - 25 Diagnostic Proceduresvagdesign60% (5)
- 1ge PDFДокумент8 страниц1ge PDFJoko SukarionoОценок пока нет
- 2000H Service Wheel Loader 993KДокумент4 страницы2000H Service Wheel Loader 993KmhmdtrainingОценок пока нет
- General InformationДокумент111 страницGeneral Informationkhaledserag23Оценок пока нет
- Impac Vehicle Maintenance Sheet - C, D, EДокумент6 страницImpac Vehicle Maintenance Sheet - C, D, EFranklyn MunroeОценок пока нет
- 2000H Service 16M GraderДокумент3 страницы2000H Service 16M GraderMohamedОценок пока нет
- Annual Inspection Checklist PDF 2Документ14 страницAnnual Inspection Checklist PDF 2Tarek ElghazzalyОценок пока нет
- Inspection ChecklistДокумент6 страницInspection Checklistmechman5Оценок пока нет
- Weekly Check List RS-1Документ12 страницWeekly Check List RS-1Pinki SahayОценок пока нет
- Preparing The Engine For Maintenance and Repair E.G. For Overhauling of Piston - AgonoyДокумент4 страницыPreparing The Engine For Maintenance and Repair E.G. For Overhauling of Piston - AgonoyRAE ANGELO AGONOYОценок пока нет
- Maintenance RecommendationsДокумент15 страницMaintenance Recommendationsmsalem730% (1)
- Excavator Instructors NotesДокумент31 страницаExcavator Instructors NotesWALTER EMMANUEL FLORES COSCOОценок пока нет
- Gauging Manual Rev 1.6Документ22 страницыGauging Manual Rev 1.6ابوالحروف العربي ابوالحروفОценок пока нет
- Sample Preventative Maintenance Inspection Sheet: Fixed Route Vehicle InspectionДокумент4 страницыSample Preventative Maintenance Inspection Sheet: Fixed Route Vehicle InspectionVin BdsОценок пока нет
- Excavator Student ManualДокумент25 страницExcavator Student ManualSamuel Woldemichael Yohannes83% (6)
- 4 130111099314896972Документ3 страницы4 130111099314896972ishaqОценок пока нет
- Weekly Maintenance Checklist TemplateДокумент3 страницыWeekly Maintenance Checklist Templateayat hidayatОценок пока нет
- How To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Документ7 страницHow To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Hassan TalhaОценок пока нет
- Ex - No 1 Dismantling of Piston EngineДокумент9 страницEx - No 1 Dismantling of Piston EngineesakkimuthuОценок пока нет
- Welcome To Today's Presentation Sponsored byДокумент37 страницWelcome To Today's Presentation Sponsored byAntonio Del Angel100% (1)
- Oil Based Rig Maintenance ReportДокумент12 страницOil Based Rig Maintenance Reportelmaadawy2002Оценок пока нет
- PDI Checklist (All Models) : Description Area CheckedДокумент3 страницыPDI Checklist (All Models) : Description Area CheckedHatimm aliОценок пока нет
- Quality Check in G-9Документ1 страницаQuality Check in G-9mukeshhОценок пока нет
- Pre-Trip Inspection FormДокумент1 страницаPre-Trip Inspection Form• kylīīę •Оценок пока нет
- كرولاual - Under hood - MaintenanceДокумент3 страницыكرولاual - Under hood - MaintenanceBashir MtwaklОценок пока нет
- Orals Electrical For MMDДокумент44 страницыOrals Electrical For MMDStrongest AvengerОценок пока нет
- NEE Boiler-Inspection GuidelineДокумент70 страницNEE Boiler-Inspection GuidelinepiyushagaОценок пока нет
- Hse Master ChecklistДокумент429 страницHse Master ChecklistLantОценок пока нет
- Cooling Tower TroubleshootingДокумент4 страницыCooling Tower TroubleshootingTobaОценок пока нет
- How To Analyzie Gear FailuresДокумент6 страницHow To Analyzie Gear FailuresMinhQuân100% (1)
- Maintenance Schedule For BOP - 5131086 - 01Документ4 страницыMaintenance Schedule For BOP - 5131086 - 01franko guddiОценок пока нет
- PRP Workbook CH-17005Документ50 страницPRP Workbook CH-17005IffatОценок пока нет
- Technical Report Checklist - MARINE ENGINESДокумент2 страницыTechnical Report Checklist - MARINE ENGINESsary qasimОценок пока нет
- Finding The Actual Causes of Hydraulic Cylinder FaultДокумент8 страницFinding The Actual Causes of Hydraulic Cylinder FaultSabahudin JašarevićОценок пока нет
- Checklist RigДокумент104 страницыChecklist RigKiryaki Francis100% (2)
- Girth Gear InspectionДокумент2 страницыGirth Gear Inspectionn_ashok6890390% (2)
- Erection & Commissioning of Trfr.-Sh.c.p.deshmukhДокумент25 страницErection & Commissioning of Trfr.-Sh.c.p.deshmukhKaran Tripathi100% (2)
- Moduspec ChecklistДокумент64 страницыModuspec Checklistbehnam197100% (8)
- Gear InspectionДокумент6 страницGear Inspectionbh hbОценок пока нет
- CDL Study Guide: Commercial driver's license manual, vehicle inspection and exam preparationОт EverandCDL Study Guide: Commercial driver's license manual, vehicle inspection and exam preparationОценок пока нет
- 5e6b0pt Tunnel Fan Cat029 E0 Ed2Документ24 страницы5e6b0pt Tunnel Fan Cat029 E0 Ed2berkahharianОценок пока нет
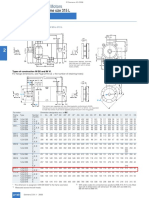
- Flender Tübingen Mixer Drives: Technical Data Agitator Drives ZR and DR Series in 8 SizesДокумент1 страницаFlender Tübingen Mixer Drives: Technical Data Agitator Drives ZR and DR Series in 8 SizesberkahharianОценок пока нет
- Instructions For Installation, Operation and MaintenanceДокумент101 страницаInstructions For Installation, Operation and MaintenanceberkahharianОценок пока нет
- BoQ PlumbingДокумент30 страницBoQ PlumbingberkahharianОценок пока нет
- SKF Industrial Gearbox 2 2Документ2 страницыSKF Industrial Gearbox 2 2berkahharianОценок пока нет
- II Test Running Record: 2.1 Vibration Data No LoadДокумент10 страницII Test Running Record: 2.1 Vibration Data No LoadberkahharianОценок пока нет
- Siemens 1LA7 Cat 123Документ1 страницаSiemens 1LA7 Cat 123berkahharianОценок пока нет
- Siemens 1LA7 Cat 130Документ1 страницаSiemens 1LA7 Cat 130berkahharianОценок пока нет
- Siemens 1LA7 Cat 40Документ1 страницаSiemens 1LA7 Cat 40berkahharianОценок пока нет
- Siemens 1LA7 Cat 48Документ1 страницаSiemens 1LA7 Cat 48berkahharianОценок пока нет
- DRAIN TYPE FLUID COUPLING For Internal Combustion Engines KPTOДокумент4 страницыDRAIN TYPE FLUID COUPLING For Internal Combustion Engines KPTOberkahharianОценок пока нет
- FCL Couplings: Chengdu Leno Machinery Co., LTDДокумент1 страницаFCL Couplings: Chengdu Leno Machinery Co., LTDjamblang_limОценок пока нет
- Taper Grip Bushing Installation Guide: Apply Thin Layer of Anti-Seize Paste To Male Threads of Bushing OnlyДокумент4 страницыTaper Grip Bushing Installation Guide: Apply Thin Layer of Anti-Seize Paste To Male Threads of Bushing OnlyberkahharianОценок пока нет
- Loiskov Jednotky YДокумент44 страницыLoiskov Jednotky YberkahharianОценок пока нет
- Full Size Selection ChartДокумент88 страницFull Size Selection ChartberkahharianОценок пока нет
- Installation Operation Maintenance Manual (Harvest Series)Документ36 страницInstallation Operation Maintenance Manual (Harvest Series)berkahharianОценок пока нет
- Phillips Kiln Tires ServicesДокумент53 страницыPhillips Kiln Tires ServicesNael100% (14)
- CNC Report Bhel Haridwar Summer Training Report Electronic & CommunicationДокумент29 страницCNC Report Bhel Haridwar Summer Training Report Electronic & Communicationritika_arora19067% (3)
- Catalogo de Tornamesas Maquinaria PesadaДокумент158 страницCatalogo de Tornamesas Maquinaria PesadaJhonFerneyBohorquezSaldarriagaОценок пока нет
- Gear Terminology: Basic Terms Used in Gear & CalculationДокумент4 страницыGear Terminology: Basic Terms Used in Gear & Calculationkuncham sreekanth reddyОценок пока нет
- Turning Rolls AlignmentДокумент10 страницTurning Rolls AlignmentsauravОценок пока нет
- 966H and 972H Wheel Loader TA2 Technical InspectionДокумент8 страниц966H and 972H Wheel Loader TA2 Technical InspectionLaouini GhaithОценок пока нет
- Dynabrade Right Angle Grinder.Документ8 страницDynabrade Right Angle Grinder.JunfengОценок пока нет
- Saab 900 5 SpeedДокумент63 страницыSaab 900 5 Speedmnbvqwert100% (2)
- Checklist For NP CO2 Compressor Overhauling - Rev 0 PDFДокумент6 страницChecklist For NP CO2 Compressor Overhauling - Rev 0 PDFMohsin MurtazaОценок пока нет
- Serration Spline Design: Software For WindowsДокумент2 страницыSerration Spline Design: Software For WindowsJack SonОценок пока нет
- Zaber 2010 CatalogДокумент59 страницZaber 2010 CatalogServo2GoОценок пока нет
- Ug 8,10Документ56 страницUg 8,10Thien Nguyễn100% (1)
- Clark 14D Planetary Drive Axle PDFДокумент61 страницаClark 14D Planetary Drive Axle PDFIvanОценок пока нет
- Direction Brake 951Документ16 страницDirection Brake 951ait mimouneОценок пока нет
- Gear / Gearbox Transmission Error (TE)Документ1 страницаGear / Gearbox Transmission Error (TE)Yaser MohamedОценок пока нет
- Handbook of Mechanical Engineering TermsДокумент366 страницHandbook of Mechanical Engineering Termsjakejohns95% (44)
- ColceruM-Designing With Plastic Gears and General Considerations of Plastic GearingДокумент10 страницColceruM-Designing With Plastic Gears and General Considerations of Plastic GearingBalazs RaymondОценок пока нет
- Mecanism Pinion Cremaliera (Rack and Pinion)Документ56 страницMecanism Pinion Cremaliera (Rack and Pinion)GheorgheRazvanMarianОценок пока нет
- 077 Sliding-Door Shop CabinetДокумент36 страниц077 Sliding-Door Shop CabinetLic. Luis Calderón PérezОценок пока нет
- E-LOCKER Installation ManualДокумент17 страницE-LOCKER Installation ManualpacoramirezdjОценок пока нет
- DGC EnusДокумент82 страницыDGC EnusNilson JuniogmailzeroОценок пока нет
- Assembling Bevel Gears: American National StandardДокумент49 страницAssembling Bevel Gears: American National StandardLuis Testa100% (1)
- Motores QubicaamfДокумент48 страницMotores QubicaamfChuck norrisОценок пока нет
- Mud Pump Interview TechnicalДокумент4 страницыMud Pump Interview TechnicalPremkamal .Olanchery.RavishankarОценок пока нет
- 840 TransmisionsДокумент19 страниц840 TransmisionskaesarОценок пока нет
- Servo - Baldor MintДокумент152 страницыServo - Baldor MintAlexander Diaz AlvarezОценок пока нет
- TROUBLESHOOTING OF Cement Plant Mechanical and Electrical EquipmentДокумент66 страницTROUBLESHOOTING OF Cement Plant Mechanical and Electrical EquipmentCorrosion FactoryОценок пока нет
- Experiment 2Документ9 страницExperiment 2Anish AnandОценок пока нет
- 2.4 Precaution of Usage For Anti Backlash Spur GearsДокумент2 страницы2.4 Precaution of Usage For Anti Backlash Spur Gearsnay hlaing SoeОценок пока нет
- Accessory Gear Inspection Procedures 0000-0601-0001Документ15 страницAccessory Gear Inspection Procedures 0000-0601-0001chdiОценок пока нет