Вам также может понравиться
- CornДокумент7 страницCornVICTOR ANDRES ORTEGA CABARCASОценок пока нет
- Ethanol Production Process OptimizationДокумент8 страницEthanol Production Process Optimizationarnold30Оценок пока нет
- Exam 1 SolДокумент4 страницыExam 1 Solrebelde96Оценок пока нет
- Allyl CДокумент15 страницAllyl CTengku Mohd Imran0% (1)
- Thermodynamics I Question PaperДокумент3 страницыThermodynamics I Question PaperRohit SharmaОценок пока нет
- Energy Balances and Numerical Methods Design Project Ethanol ProductionДокумент9 страницEnergy Balances and Numerical Methods Design Project Ethanol ProductionFatima Manzano OrtizОценок пока нет
- Thermo Assignment #10Документ15 страницThermo Assignment #10mohamedОценок пока нет
- Paper 4 - Set A Key 14 National Certification Examination FOR Energy Auditors - August, 2013Документ14 страницPaper 4 - Set A Key 14 National Certification Examination FOR Energy Auditors - August, 2013Muthiah Chidambaram MuthiahОценок пока нет
- BOILER EXAM DRAWINGДокумент5 страницBOILER EXAM DRAWINGpriyajit sahooОценок пока нет
- CENG40001 Mastery 1Документ44 страницыCENG40001 Mastery 1Kelvin Zhou (KelvinsChicken)Оценок пока нет
- Paper 4 - Set A With Solutions Regn No: - NameДокумент20 страницPaper 4 - Set A With Solutions Regn No: - NameamitbheltbgОценок пока нет
- Ppi Cat 2Документ16 страницPpi Cat 2narawexОценок пока нет
- Pracassign11 12Документ2 страницыPracassign11 12Jatin KishoreОценок пока нет
- Welcome To International Journal of Engineering Research and Development (IJERD)Документ8 страницWelcome To International Journal of Engineering Research and Development (IJERD)IJERDОценок пока нет
- AmoniaДокумент35 страницAmonianoelia cossio0% (1)
- Geothermal Power PlantДокумент5 страницGeothermal Power PlantJavier José RomeroОценок пока нет
- MTDKДокумент9 страницMTDKraviteja1840Оценок пока нет
- Boiler Efficiency Improvement and EnergyДокумент6 страницBoiler Efficiency Improvement and EnergyBerkefedeОценок пока нет
- ME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemДокумент4 страницыME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemAndyОценок пока нет
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of AmmoniaДокумент12 страницFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of AmmoniaZAHID HUSSAINОценок пока нет
- Energy Management Tutorial SolutionsДокумент9 страницEnergy Management Tutorial SolutionsLucas LentzОценок пока нет
- 20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Документ13 страниц20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Albert SekarОценок пока нет
- Determining Boiler EfficiencyДокумент7 страницDetermining Boiler EfficiencySuprio KamalОценок пока нет
- Energy ProblemsДокумент7 страницEnergy ProblemsprpunkskaterОценок пока нет
- Efficiency of Geothermal Power PlantsДокумент13 страницEfficiency of Geothermal Power Plantsbitconcepts9781Оценок пока нет
- Energy Performance Assessment ExamДокумент19 страницEnergy Performance Assessment ExamcynaiduОценок пока нет
- CH2-A - Single Effect EvaporationДокумент30 страницCH2-A - Single Effect EvaporationVV SSОценок пока нет
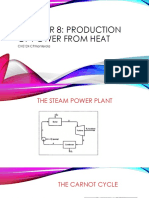
- Chapter 8 Van NessДокумент76 страницChapter 8 Van NessConrad MonterolaОценок пока нет
- Chapter 6. Energy Flows and BalancesДокумент17 страницChapter 6. Energy Flows and BalancesCheng Chiv ÏïОценок пока нет
- Assignment CreДокумент16 страницAssignment CreAli Sabri BaharumОценок пока нет
- Jntuworld: R09 Set No. 2Документ7 страницJntuworld: R09 Set No. 2saiteja1234Оценок пока нет
- Lab 5Документ11 страницLab 5Alif AizadОценок пока нет
- Fluid Mechanics, Heat Transfer, and Thermodynamics Design Project Production of Acrylic AcidДокумент13 страницFluid Mechanics, Heat Transfer, and Thermodynamics Design Project Production of Acrylic Acidharman2026Оценок пока нет
- Optimize Process Flowsheet for Carbonate-Chloride ProcessДокумент14 страницOptimize Process Flowsheet for Carbonate-Chloride ProcessnickОценок пока нет
- Power Plant 20 Years Gate Ies Ias Q AДокумент106 страницPower Plant 20 Years Gate Ies Ias Q ASaajal Sharma100% (12)
- Paper 4A SolutionДокумент10 страницPaper 4A SolutionSHAMSIK2002Оценок пока нет
- QB. PPДокумент15 страницQB. PPRajib MandalОценок пока нет
- RAC TEstДокумент4 страницыRAC TEstBrijesh KumarОценок пока нет
- Diemer2010 PDFДокумент18 страницDiemer2010 PDFDaniela Suárez CárdenasОценок пока нет
- Assignment Che502Документ1 страницаAssignment Che502ainmnrhОценок пока нет
- Paper 4 - Set B With Solutions Regn No: - NameДокумент19 страницPaper 4 - Set B With Solutions Regn No: - NameShahedabanu AghadiОценок пока нет
- Power Plant New QuestionДокумент2 страницыPower Plant New QuestionRishav niroulaОценок пока нет
- Energy BalanceДокумент6 страницEnergy BalanceAnissa MuniraОценок пока нет
- Scalding Unit-USePДокумент12 страницScalding Unit-USePJesús Alejandro SantillánОценок пока нет
- EgyE 201 Assignment On Energy Conversion SystemsДокумент2 страницыEgyE 201 Assignment On Energy Conversion SystemsAngel de DiosОценок пока нет
- Allyl Chloride OptimizationДокумент37 страницAllyl Chloride Optimizationmoheed100% (1)
- Second Law of ThermodynamicsДокумент18 страницSecond Law of ThermodynamicsKaryl Mitzi Anne DemetilloОценок пока нет
- Problem Chapter 9Документ48 страницProblem Chapter 9Syahid ZamaniОценок пока нет
- NIT AP Thermodynamics Homework ReviewДокумент5 страницNIT AP Thermodynamics Homework ReviewVikasKumarSharmaОценок пока нет
- Modeling and Control of Acetylene Hydrogenation ProcessДокумент8 страницModeling and Control of Acetylene Hydrogenation ProcessCláudia AlvesОценок пока нет
- Rotary dryer design improves olive stone dryingДокумент5 страницRotary dryer design improves olive stone dryingKevin Valle BendezuОценок пока нет
- 144 BДокумент14 страниц144 BJoshi DhvanitОценок пока нет
- Multi Stage Flash Desalination Plant With Brine-Feed Mixing and CoolingДокумент8 страницMulti Stage Flash Desalination Plant With Brine-Feed Mixing and CoolingMuhammadEhtishamSiddiquiОценок пока нет
- EvaporationДокумент2 страницыEvaporationdanena88100% (1)
- Fuels, Chemicals and Materials from the Oceans and Aquatic SourcesОт EverandFuels, Chemicals and Materials from the Oceans and Aquatic SourcesFrancesca M. KertonОценок пока нет
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationОт EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationОценок пока нет
- Impact of Electric Vehicles On The Grid WML W VideoДокумент10 страницImpact of Electric Vehicles On The Grid WML W VideoSuyash TiwariОценок пока нет
- Third Generation BiofuelsДокумент60 страницThird Generation BiofuelsHậu Lê TrungОценок пока нет
- PhysicsДокумент22 страницыPhysicsagrawalronak432Оценок пока нет
- Handbook-RefrigerationДокумент67 страницHandbook-RefrigerationDDCMОценок пока нет
- 3.2 Photovoltaic System Design PDFДокумент63 страницы3.2 Photovoltaic System Design PDFCHOON CHEAK YOKОценок пока нет
- 84.32 KWP Hope Hall RK Puram SLD E-02Документ1 страница84.32 KWP Hope Hall RK Puram SLD E-02Sunil SinghОценок пока нет
- Penex PlusДокумент3 страницыPenex PlusChristianGuerreroОценок пока нет
- BHEL PAPER Super CriticalДокумент29 страницBHEL PAPER Super CriticalalokntpcОценок пока нет
- Philippine Star, Oct. 14, 2019, PHL Railway Systems Way Behind International Standards - LRTA Exec PDFДокумент1 страницаPhilippine Star, Oct. 14, 2019, PHL Railway Systems Way Behind International Standards - LRTA Exec PDFpribhor2Оценок пока нет
- Polymer Electrolyte Membrane ElectrolysisДокумент9 страницPolymer Electrolyte Membrane ElectrolysisZulvana Anggraeni HarvianОценок пока нет
- Liquid BiofuelsДокумент73 страницыLiquid BiofuelsJohn Kevin San JoseОценок пока нет
- FORMAT CONCEPT NOTE RevisedДокумент3 страницыFORMAT CONCEPT NOTE RevisedmanimaranpecОценок пока нет
- 2022 1006 Updated Pricelist BRANDS SPДокумент4 страницы2022 1006 Updated Pricelist BRANDS SPEcosenseTechnologies GreenenergyОценок пока нет
- ME2402 Final Examination 2020 (Mechanical)Документ3 страницыME2402 Final Examination 2020 (Mechanical)Dilshan VimukthiОценок пока нет
- GBI Design Reference Guide - Historic Building V1.01Документ70 страницGBI Design Reference Guide - Historic Building V1.01Abu MuhammadОценок пока нет
- MHI To Supply Six M501J Gas Turbines For A 2,600MW Plant in Taiwan - TurbomaДокумент2 страницыMHI To Supply Six M501J Gas Turbines For A 2,600MW Plant in Taiwan - TurbomajparmarОценок пока нет
- Btech Electrical 7 Sem Power Station Engineering and Economy Pee7g001 2020Документ2 страницыBtech Electrical 7 Sem Power Station Engineering and Economy Pee7g001 2020Swarup MohapatraОценок пока нет
- Brochure of H12.0-50KW Wind TurbineДокумент4 страницыBrochure of H12.0-50KW Wind TurbineSan GoudaОценок пока нет
- Power Sector by MechalogyДокумент16 страницPower Sector by MechalogyAghsbsgОценок пока нет
- 03 - Andianto - Bayu PERTAMINA BIOGAS FORUMДокумент12 страниц03 - Andianto - Bayu PERTAMINA BIOGAS FORUMwangintanОценок пока нет
- Selexol Vs RectisolДокумент3 страницыSelexol Vs RectisolRaguОценок пока нет
- E Vechile Info 1Документ7 страницE Vechile Info 1mahtabОценок пока нет
- BiomassДокумент6 страницBiomassSaddang SaputraОценок пока нет
- Renewable Energy EssayДокумент6 страницRenewable Energy Essayapi-639009097Оценок пока нет
- Aires Mini SplitДокумент4 страницыAires Mini SplitStephany Colonia PrudencioОценок пока нет
- Dr. Ashok Jhunjhunwala IIT MadrasДокумент10 страницDr. Ashok Jhunjhunwala IIT Madrasjoycool100% (1)
- Amine Gas SweeteningДокумент2 страницыAmine Gas SweeteningCameron Kashani0% (1)
- IE Project (Manufaturing of Hydrogen Fuel by Electrolysis)Документ5 страницIE Project (Manufaturing of Hydrogen Fuel by Electrolysis)shukeshОценок пока нет
- Final Year Project Query: Compiled by Moosa Naseer & Assisted by TeamДокумент2 страницыFinal Year Project Query: Compiled by Moosa Naseer & Assisted by TeamMoosa NaseerОценок пока нет
- Emergency Diesel Generator Sizing for Power PlantДокумент5 страницEmergency Diesel Generator Sizing for Power PlantflyzalОценок пока нет