Вам также может понравиться
- Chapter 7 The Conversion Cycle: Batch Processing SystemДокумент6 страницChapter 7 The Conversion Cycle: Batch Processing SystemAnne Rose EncinaОценок пока нет
- 05 Conversion CycleДокумент24 страницы05 Conversion CycleDillon Murphy100% (1)
- James Hall CH 1Документ21 страницаJames Hall CH 1ANNE PAMELA TIUОценок пока нет
- A New Systems Development Project Is Being Planned For Reindeer Christmas Supplies CompanyДокумент1 страницаA New Systems Development Project Is Being Planned For Reindeer Christmas Supplies CompanyAshleigh DelicacyОценок пока нет
- Ias 41 AgricultureДокумент33 страницыIas 41 AgriculturePrudence MagaragadaОценок пока нет
- Lesson Plan 02 - Cost Terminology and Cost BehaviorsДокумент3 страницыLesson Plan 02 - Cost Terminology and Cost BehaviorsIda TakahashiОценок пока нет
- Topic 4 Provisions, Contingent Liabilities and Contingent AssetsДокумент34 страницыTopic 4 Provisions, Contingent Liabilities and Contingent AssetsRavinesh PrasadОценок пока нет
- Quiz SIA - SolvedДокумент5 страницQuiz SIA - SolvedShinta AyuОценок пока нет
- M4 Budgeting For Profit and ControlДокумент8 страницM4 Budgeting For Profit and Controlwingsenigma 00Оценок пока нет
- MS 3407 Balanced Scorecard and Responsibility AccountingДокумент7 страницMS 3407 Balanced Scorecard and Responsibility AccountingMonica GarciaОценок пока нет
- Chapter 1Документ5 страницChapter 1Kyla CamilleОценок пока нет
- P2 Process CostingДокумент9 страницP2 Process CostingGanessa RolandОценок пока нет
- CompExam D AcceptedДокумент10 страницCompExam D Acceptedrahul shahОценок пока нет
- Philippine Interpretations Committee (Pic) Questions and Answers (Q&As)Документ6 страницPhilippine Interpretations Committee (Pic) Questions and Answers (Q&As)verycooling100% (1)
- Week 8Документ3 страницыWeek 8Anonymous J0pEMcy5vY100% (1)
- Far Qualifying ExaminationДокумент30 страницFar Qualifying ExaminationAlvin BaternaОценок пока нет
- Financial Reporting in Hyperinflationary EconomiesДокумент8 страницFinancial Reporting in Hyperinflationary EconomiesLakshminarasimman V RaoОценок пока нет
- Job Costing CAДокумент13 страницJob Costing CAmiranti dОценок пока нет
- PSBA - GAAS and System of Quality ControlДокумент10 страницPSBA - GAAS and System of Quality ControlephraimОценок пока нет
- TM 7 AklДокумент6 страницTM 7 AklSyam NrОценок пока нет
- 7Документ101 страница7Navindra JaggernauthОценок пока нет
- LCCM Class Activity Audit Program - Nov 16 2020-StudentДокумент4 страницыLCCM Class Activity Audit Program - Nov 16 2020-StudentLeane MarcoletaОценок пока нет
- CHAPTER 5 - Assignment SolutionДокумент16 страницCHAPTER 5 - Assignment SolutionCoci KhouryОценок пока нет
- Cost Concepts and ClassificationsДокумент15 страницCost Concepts and ClassificationsMae Ann KongОценок пока нет
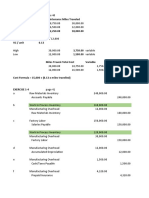
- Accounting For Labor 3Документ13 страницAccounting For Labor 3Charles Reginald K. HwangОценок пока нет
- AFAR Test BankДокумент57 страницAFAR Test BankandengОценок пока нет
- Cost2 - Finals SY 2020 21 PDFДокумент10 страницCost2 - Finals SY 2020 21 PDFshengОценок пока нет
- Session 6 - Process Costing: Multiple ChoiceДокумент10 страницSession 6 - Process Costing: Multiple Choiceatty lesОценок пока нет
- Tutorial Questions Week 6Документ7 страницTutorial Questions Week 6julia chengОценок пока нет
- Blocher8e EOC SM Ch15 Final StudentДокумент53 страницыBlocher8e EOC SM Ch15 Final StudentKatelynОценок пока нет
- Fear and Risk in Audit Process PDFДокумент25 страницFear and Risk in Audit Process PDFElena DobreОценок пока нет
- Modul P&P - FAR320 Nov 2014-Yusnaliza Vs NorlianaДокумент21 страницаModul P&P - FAR320 Nov 2014-Yusnaliza Vs NorlianaAiman Abdul BaserОценок пока нет
- AFAR ProblemДокумент14 страницAFAR ProblemGil Enriquez100% (1)
- Chapter 1 - Strategic Cost Management: MidtermДокумент19 страницChapter 1 - Strategic Cost Management: MidtermAndrea Nicole De LeonОценок пока нет
- BUSINESS COMBINATION-lesson 1Документ10 страницBUSINESS COMBINATION-lesson 1Rhea Mae CarantoОценок пока нет
- Sample Exam 2Документ16 страницSample Exam 2Zenni T XinОценок пока нет
- Capital BudgetingДокумент4 страницыCapital Budgetingrachmmm0% (3)
- Chap 13 Statement of Cash FlowsPractice QuestionsДокумент7 страницChap 13 Statement of Cash FlowsPractice QuestionshatanoloveОценок пока нет
- THEORY26PROBLEMSДокумент10 страницTHEORY26PROBLEMSIryne Kim PalatanОценок пока нет
- Audit & Assurance ICMAP SyllabusДокумент5 страницAudit & Assurance ICMAP SyllabusEhtisham BukhariОценок пока нет
- Module IV: MUS Sampling - Factory Equipment Additions: RequirementsДокумент2 страницыModule IV: MUS Sampling - Factory Equipment Additions: RequirementsMukh UbaidillahОценок пока нет
- Redesigning Cost Systems: Is Standard Costing Obsolete?Документ10 страницRedesigning Cost Systems: Is Standard Costing Obsolete?SillyBee1205Оценок пока нет
- Scanner CAP II Financial ManagementДокумент195 страницScanner CAP II Financial ManagementEdtech NepalОценок пока нет
- Acco 20073 Discussion Sy2122 (Bsma 2-4)Документ81 страницаAcco 20073 Discussion Sy2122 (Bsma 2-4)Paul BandolaОценок пока нет
- The Dilemma at Day 21Документ4 страницыThe Dilemma at Day 21Christian AndreОценок пока нет
- Cost Concepts and ClassificationsДокумент5 страницCost Concepts and ClassificationsAbdulrahman M. MacacuaОценок пока нет
- Intermediate AccountingДокумент60 страницIntermediate AccountingResky Andika YuswantoОценок пока нет
- 2 Presentation of Financial Statements - Lecture Notes PDFДокумент14 страниц2 Presentation of Financial Statements - Lecture Notes PDFCatherine RiveraОценок пока нет
- Kuis Perbaikan UTS AKbi 2016-2017Документ6 страницKuis Perbaikan UTS AKbi 2016-2017Rizal Sukma PОценок пока нет
- Question Bank - Practical QuestionsДокумент10 страницQuestion Bank - Practical QuestionsNeel KapoorОценок пока нет
- AT-05 (Quality Management)Документ7 страницAT-05 (Quality Management)Soremn Potatohead100% (1)
- Long Term Construction ContractsДокумент2 страницыLong Term Construction ContractsJM BalanoОценок пока нет
- New and Old Conceptual Framework, Accounting Principles, Accounting Process, PAS 18 - RevenueДокумент13 страницNew and Old Conceptual Framework, Accounting Principles, Accounting Process, PAS 18 - RevenueDennis VelasquezОценок пока нет
- Course Outline Audit & TaxДокумент5 страницCourse Outline Audit & TaxMuhammad RizwanОценок пока нет
- Proposed Strategic Position: Porter's Generic StrategyДокумент3 страницыProposed Strategic Position: Porter's Generic StrategyAyunda Utari100% (1)
- Standard Cost and Components and Variance AnalysisДокумент7 страницStandard Cost and Components and Variance AnalysisNaveen RajputОценок пока нет
- Flexible Budgets, Variances, and Management Control: I: Learning ObjectivesДокумент14 страницFlexible Budgets, Variances, and Management Control: I: Learning ObjectivesKelvin John RamosОценок пока нет
- Process Costing Wave HWДокумент6 страницProcess Costing Wave HWReynard GomezОценок пока нет
- Chapter 7the Conversion Cycle SummaryДокумент13 страницChapter 7the Conversion Cycle Summary0nionringsОценок пока нет
- Chapter 7 Detailed ReportДокумент32 страницыChapter 7 Detailed ReportHarvey AguilarОценок пока нет
- Booking and Approval of Cafeteria Cycle MenuДокумент1 страницаBooking and Approval of Cafeteria Cycle MenuZara Jane DinhayanОценок пока нет
- Robotics Process Automation (RPA) OpportunitiesДокумент4 страницыRobotics Process Automation (RPA) OpportunitiesZara Jane DinhayanОценок пока нет
- White PaperДокумент5 страницWhite PaperZara Jane DinhayanОценок пока нет
- White PaperДокумент5 страницWhite PaperZara Jane DinhayanОценок пока нет
- Conversion Cycle WordsДокумент2 страницыConversion Cycle WordsZara Jane DinhayanОценок пока нет
- Chapter 13 Management of People RelationshipsДокумент3 страницыChapter 13 Management of People RelationshipsZara Jane DinhayanОценок пока нет
- Audit Software ReportДокумент2 страницыAudit Software ReportZara Jane DinhayanОценок пока нет
- Intercompany BondsДокумент6 страницIntercompany BondsZara Jane DinhayanОценок пока нет
- Robotics Process Automation (RPA) OpportunitiesДокумент4 страницыRobotics Process Automation (RPA) OpportunitiesZara Jane DinhayanОценок пока нет
- Global Technology Audit GuideДокумент3 страницыGlobal Technology Audit GuideZara Jane DinhayanОценок пока нет
- TAX3 Study On Cryptocurrencies and BlockchainДокумент103 страницыTAX3 Study On Cryptocurrencies and BlockchainWessel SimonsОценок пока нет
- Cryptocurrencies and BlockchainДокумент7 страницCryptocurrencies and BlockchainZara Jane DinhayanОценок пока нет
- Special Concerns OnBlockchain and Big DataДокумент17 страницSpecial Concerns OnBlockchain and Big DataZara Jane DinhayanОценок пока нет
- Cornell Dubilier and Its Robotics Combany BackgroundДокумент3 страницыCornell Dubilier and Its Robotics Combany BackgroundZara Jane DinhayanОценок пока нет
- The Expenditure Cycle Part IIДокумент1 страницаThe Expenditure Cycle Part IIZara Jane DinhayanОценок пока нет
- Expenditure Cycle NoteДокумент2 страницыExpenditure Cycle NoteZara Jane DinhayanОценок пока нет
- Cloud ComputingДокумент2 страницыCloud ComputingZara Jane DinhayanОценок пока нет
- DPW HistoryДокумент4 страницыDPW Historydundarave print workshopОценок пока нет
- Multi Level MarketingДокумент74 страницыMulti Level Marketingsandeep_dhuriОценок пока нет
- Joy MoviereviewДокумент4 страницыJoy MoviereviewToni Nih ToningОценок пока нет
- Whitney Sullivan Debree: SummaryДокумент2 страницыWhitney Sullivan Debree: SummaryWhitney Sullivan DeBreeОценок пока нет
- Market ResearchДокумент54 страницыMarket ResearchAli SaifyОценок пока нет
- Treacy and Wiersema 1995 How Market Leaders Keep Their EdgeДокумент9 страницTreacy and Wiersema 1995 How Market Leaders Keep Their EdgeEdwards TranОценок пока нет
- Packaging and LabellingДокумент5 страницPackaging and LabellingTaruna NirankariОценок пока нет
- Mapro Food Private LimitedДокумент41 страницаMapro Food Private Limitedlaxmiprasad gudaОценок пока нет
- Bsbinm601 Copy 2Документ12 страницBsbinm601 Copy 2sayan goswamiОценок пока нет
- A Case Study in Perfect CompetitionДокумент6 страницA Case Study in Perfect Competitionshahid ahmed laskar33% (3)
- Bergerac Systems: The Challenge of Backward IntegrationДокумент3 страницыBergerac Systems: The Challenge of Backward IntegrationPulkit Aggarwal100% (1)
- Press Release: IAGTO Annual Report Shows 9% Growth in Golf Tourism WorldwideДокумент2 страницыPress Release: IAGTO Annual Report Shows 9% Growth in Golf Tourism WorldwidePantazis PastrasОценок пока нет
- Accounting Cycle: 4. Preparation of The Trial BalanceДокумент8 страницAccounting Cycle: 4. Preparation of The Trial BalanceAda Janelle Manzano0% (1)
- Operation Management Final Exam Assignment RealДокумент5 страницOperation Management Final Exam Assignment RealArafatОценок пока нет
- Emerging Market Strategy of ToyotaДокумент12 страницEmerging Market Strategy of ToyotaAbhimanyu Singh RathoreОценок пока нет
- PNB V DE JESUSДокумент1 страницаPNB V DE JESUSTricia Sibal100% (1)
- The Recruitment, Selection and Training of People at Arcadia An Arcadia Case StudyДокумент12 страницThe Recruitment, Selection and Training of People at Arcadia An Arcadia Case StudyVinodNKumarОценок пока нет
- PatagoniaДокумент12 страницPatagoniaAkshay D NicatorОценок пока нет
- GST Module 1Документ7 страницGST Module 1mohanraokp2279Оценок пока нет
- Consumer Behaviour For Online Shopping"Документ12 страницConsumer Behaviour For Online Shopping"Nishpakash Lakhanpal0% (1)
- Financial Accounting I Final Practice Exam 1Документ14 страницFinancial Accounting I Final Practice Exam 1misterwaterr100% (1)
- Cebu vs. CA (Digest) 1Документ2 страницыCebu vs. CA (Digest) 1Alfred LacandulaОценок пока нет
- Vat Collection Problems in Case of Revenue Authority of Dilla TownДокумент36 страницVat Collection Problems in Case of Revenue Authority of Dilla TownRha100% (4)
- Deregulated Power System: Presented byДокумент21 страницаDeregulated Power System: Presented bySurya TejaОценок пока нет
- Roast ArticleIndex2017Документ4 страницыRoast ArticleIndex2017Mu'ammarKhadafiMalahatОценок пока нет
- 34703bos24444 Finalp5 cp2 PDFДокумент108 страниц34703bos24444 Finalp5 cp2 PDFMilan OndhiyaОценок пока нет
- Route DeterminationДокумент6 страницRoute DeterminationRajan S PrasadОценок пока нет
- Brand Management Module 1 Question BankДокумент4 страницыBrand Management Module 1 Question BankVishnuKoduvathОценок пока нет
- Inventory Template Annex AДокумент4 страницыInventory Template Annex AMarfin M. Ramos62% (13)
- Channel Incentive Policy 20-21Документ5 страницChannel Incentive Policy 20-21kushrohitОценок пока нет