Вам также может понравиться
- Welding: by Msc. Ahmed Taifor AzeezДокумент32 страницыWelding: by Msc. Ahmed Taifor AzeezShkar GalalyОценок пока нет
- WeldingДокумент28 страницWeldingVaibhav ChoudharyОценок пока нет
- Welding OnlyДокумент36 страницWelding OnlyluciferparajuleeОценок пока нет
- Intro To Welding ProcssДокумент28 страницIntro To Welding ProcssK M A TalhaОценок пока нет
- CH 31 Brazing & SolderingДокумент53 страницыCH 31 Brazing & SolderingNasir MaqsoodОценок пока нет
- Ch32 Brazing, Soldering, Adhesive Bonding, Mechanical Fastening HO 2Документ9 страницCh32 Brazing, Soldering, Adhesive Bonding, Mechanical Fastening HO 2Yasir MumtazОценок пока нет
- Unit Iii Solid State WeldingДокумент77 страницUnit Iii Solid State WeldingparthibankОценок пока нет
- Overview of Welding TechnologyДокумент7 страницOverview of Welding TechnologySeiji ShimazuОценок пока нет
- 08aae18 Welding Technology: Unit - I IntroductionДокумент229 страниц08aae18 Welding Technology: Unit - I IntroductionArunachalam ManiОценок пока нет
- Joining ProcessesДокумент10 страницJoining ProcessesSachin KhotОценок пока нет
- 5 WeldingДокумент70 страниц5 WeldingOmar KurdiОценок пока нет
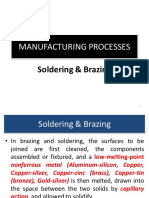
- Manufacturing Processes: Soldering & BrazingДокумент19 страницManufacturing Processes: Soldering & BrazingPratik SidhuОценок пока нет
- Diffusion WeldingДокумент41 страницаDiffusion WeldingCool Sash S100% (3)
- BME Presentation FinalДокумент23 страницыBME Presentation FinalVishesh YadavОценок пока нет
- MP 29 Soldering PDFДокумент19 страницMP 29 Soldering PDFAnkit SangwanОценок пока нет
- ME 131 Lec 11.0 Fundamentals of JoiningДокумент23 страницыME 131 Lec 11.0 Fundamentals of JoiningRainier Gemuel TomОценок пока нет
- 1 - Solid Phase WeldingДокумент73 страницы1 - Solid Phase WeldingSaurav KumarОценок пока нет
- Brazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessДокумент23 страницыBrazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessSparksKarthickОценок пока нет
- Brazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessДокумент23 страницыBrazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessAd Man GeTigОценок пока нет
- Module 4 Design of Components With Welding ConsiderationДокумент26 страницModule 4 Design of Components With Welding ConsiderationMaheshОценок пока нет
- Unit 5 Welding ProcessДокумент57 страницUnit 5 Welding Processmahammad kamaluddeenОценок пока нет
- Joining Part2Документ27 страницJoining Part2Dune StarlightОценок пока нет
- Soldering, Brazing & WeldingДокумент52 страницыSoldering, Brazing & WeldingChandrakantha K100% (1)
- Welding Upto Gas WeldingДокумент26 страницWelding Upto Gas Weldingrams789Оценок пока нет
- Manufacturing Process IIДокумент98 страницManufacturing Process IIolyad teshomeОценок пока нет
- Welding Workshop PracticeДокумент49 страницWelding Workshop PracticedaveОценок пока нет
- Welding and Joining ProcessДокумент22 страницыWelding and Joining ProcessSalman AhmedОценок пока нет
- MFG Processes WeldingДокумент28 страницMFG Processes WeldingSameer Ahmed 20 - MCE - 60Оценок пока нет
- Welding Upto Gas WeldingДокумент26 страницWelding Upto Gas WeldingNabankur RayОценок пока нет
- MP Mod2Документ167 страницMP Mod2Abiram VSОценок пока нет
- Welding Technology Subject OutlineДокумент56 страницWelding Technology Subject OutlineSaalim AhmedОценок пока нет
- CH 1Документ53 страницыCH 1huien ababuОценок пока нет
- Joining Processes Equipment PDFДокумент67 страницJoining Processes Equipment PDFFarman AliОценок пока нет
- Joining of Materials: WeldingДокумент54 страницыJoining of Materials: WeldingAkОценок пока нет
- 3 Manufacturing ProcessesДокумент44 страницы3 Manufacturing Processessam HardОценок пока нет
- Welding DS8Документ105 страницWelding DS8Anuj Verma100% (1)
- Sravan WeldingДокумент16 страницSravan WeldingSravan Kumar50Оценок пока нет
- Fundamentals of Welding and JoiningДокумент41 страницаFundamentals of Welding and JoiningAragaw MuluОценок пока нет
- Welding 171002150527Документ40 страницWelding 171002150527Sk SajedulОценок пока нет
- Welding IntroДокумент183 страницыWelding IntroDeepak KumarОценок пока нет
- Welding 1Документ61 страницаWelding 1عبدالرحمن سيدОценок пока нет
- WeldingДокумент43 страницыWeldingsanjeevani rawatОценок пока нет
- Diffusion Welding 2-1Документ23 страницыDiffusion Welding 2-1manu9mohan-7Оценок пока нет
- MP1 M3 Short NotesДокумент34 страницыMP1 M3 Short NotesRadhika GandhiОценок пока нет
- Welding IntroДокумент38 страницWelding IntroAloysi DelouizaОценок пока нет
- Welding Notes RTU KotaДокумент65 страницWelding Notes RTU KotaKushagra JainОценок пока нет
- Fundamentals of Welding - Chapter 30Документ50 страницFundamentals of Welding - Chapter 30xharpreetxОценок пока нет
- Advantages: Steps in Shell-MoldingДокумент7 страницAdvantages: Steps in Shell-MoldingAnson AntonyОценок пока нет
- Kuliah Ke-5-Solid-State WeldingДокумент34 страницыKuliah Ke-5-Solid-State Weldingleh antОценок пока нет
- Lecture 7 (Types of Welding)Документ22 страницыLecture 7 (Types of Welding)Syed Ahmed RazaОценок пока нет
- Manufacturing TechnologyДокумент46 страницManufacturing TechnologyMuthu BaskaranОценок пока нет
- Welding FundamentalsДокумент6 страницWelding FundamentalsChinmay Das100% (1)
- Weldinglectures14 16 Weld DefectsДокумент100 страницWeldinglectures14 16 Weld DefectsAnonymous d23gWCRQОценок пока нет
- Recent Twomarks DocumentДокумент6 страницRecent Twomarks DocumentAravind PhoenixОценок пока нет
- 1 Ceramic Fabrication ProcessesДокумент56 страниц1 Ceramic Fabrication ProcessesandrreaskinzОценок пока нет
- Manufacturing Processes KKKM2833: TutorialДокумент4 страницыManufacturing Processes KKKM2833: TutorialSajjadОценок пока нет
- Welding ProcesДокумент32 страницыWelding ProcescrheidrОценок пока нет
- 2022 S5 ME MFG S - Welding IntroДокумент109 страниц2022 S5 ME MFG S - Welding IntroTom TambeОценок пока нет
- Joining or Fabrication MethodsДокумент45 страницJoining or Fabrication MethodsAman SarfarazОценок пока нет
- Static Failure TheoriesДокумент82 страницыStatic Failure TheoriesGUNJAN MUDGAL100% (2)
- Structure of Materials: ME2200: Materials and DesignДокумент142 страницыStructure of Materials: ME2200: Materials and DesignGUNJAN MUDGALОценок пока нет
- IntroductionДокумент53 страницыIntroductionGUNJAN MUDGALОценок пока нет
- T 1Документ2 страницыT 1GUNJAN MUDGALОценок пока нет
- Tutorial3 ME2200Документ2 страницыTutorial3 ME2200GUNJAN MUDGALОценок пока нет
- Inter Atomic BondingДокумент20 страницInter Atomic BondingGUNJAN MUDGALОценок пока нет
- Phase DiagramsДокумент175 страницPhase DiagramsGUNJAN MUDGAL100% (1)
- Tutorial 2Документ1 страницаTutorial 2GUNJAN MUDGALОценок пока нет
- Heat Treatment of SteelsДокумент60 страницHeat Treatment of SteelsGUNJAN MUDGALОценок пока нет
- DD CurriculumДокумент38 страницDD CurriculumGUNJAN MUDGALОценок пока нет
- CH 02Документ2 страницыCH 02GUNJAN MUDGALОценок пока нет
- Chapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..Документ23 страницыChapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..Shadow RangerОценок пока нет
- ME2100 Steam R134a Air TablesДокумент11 страницME2100 Steam R134a Air TablesGUNJAN MUDGALОценок пока нет
- Tut 1Документ2 страницыTut 1GUNJAN MUDGALОценок пока нет
- Tut 2Документ2 страницыTut 2GUNJAN MUDGALОценок пока нет
- Tut 3Документ3 страницыTut 3GUNJAN MUDGALОценок пока нет
- ME2100 Applied Thermal EngДокумент1 страницаME2100 Applied Thermal EngGUNJAN MUDGALОценок пока нет
- Q2Документ1 страницаQ2GUNJAN MUDGALОценок пока нет
- Lecture 1 - Chasing Sustainability PDFДокумент36 страницLecture 1 - Chasing Sustainability PDFGUNJAN MUDGALОценок пока нет
- New Doc 2018-04-26Документ1 страницаNew Doc 2018-04-26GUNJAN MUDGALОценок пока нет
- Kyocera ECOSYS M2030dn M2530dn M2035dn M2535dn SM UK PDFДокумент273 страницыKyocera ECOSYS M2030dn M2530dn M2035dn M2535dn SM UK PDFoleg sokolovОценок пока нет
- 007-012518-001 MobilePASS 8 4 2 For Windows Desktop CRN Rev FДокумент6 страниц007-012518-001 MobilePASS 8 4 2 For Windows Desktop CRN Rev Fvenkatbv78Оценок пока нет
- What Is A Surge TankДокумент13 страницWhat Is A Surge TankAnikateОценок пока нет
- Pappu Suryanarayana Murthy: Career ObjectiveДокумент3 страницыPappu Suryanarayana Murthy: Career ObjectiveSuurya PrabhathОценок пока нет
- Astm f1554Документ3 страницыAstm f1554ingsabrinaОценок пока нет
- GE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Документ41 страницаGE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Edson França Rodrigues100% (1)
- Dimensões S7 1200Документ1 страницаDimensões S7 1200iuctmeОценок пока нет
- Automation Anywhere Enterprise (Excel Commands)Документ37 страницAutomation Anywhere Enterprise (Excel Commands)Surbhi SharmaОценок пока нет
- Muhammad Ali - CHRP (Canada)Документ8 страницMuhammad Ali - CHRP (Canada)Muhammad AliОценок пока нет
- Dahua ITC302-RU1A1Документ2 страницыDahua ITC302-RU1A1Dms TsОценок пока нет
- Hoja Tecnica Val Vu La 8044Документ5 страницHoja Tecnica Val Vu La 8044train_ponce1080Оценок пока нет
- Multibio BrochureДокумент1 страницаMultibio Brochuree-ComfortUSAОценок пока нет
- Title Proposal Form For StudentsДокумент3 страницыTitle Proposal Form For StudentsHelen AlalagОценок пока нет
- Approved Water Product As of 06092019 FittingsДокумент6 страницApproved Water Product As of 06092019 FittingsHazel Liow HYОценок пока нет
- Prime Vision Security Solutions - Company ProfileДокумент11 страницPrime Vision Security Solutions - Company ProfileAbdul QayyumОценок пока нет
- Spray Nozzle Flow Rate CalculatorДокумент10 страницSpray Nozzle Flow Rate CalculatorRavindra VasudevaОценок пока нет
- Topographic Map of NeedvilleДокумент1 страницаTopographic Map of NeedvilleHistoricalMapsОценок пока нет
- Vale International Pellet Plant PDFДокумент2 страницыVale International Pellet Plant PDFSrinivasanОценок пока нет
- Adly 50 RS Parts ListДокумент50 страницAdly 50 RS Parts ListZsibrita GyörgyОценок пока нет
- 1 Starting Time Calculation 2Документ15 страниц1 Starting Time Calculation 2Sankalp MittalОценок пока нет
- VCSEL Technology v1Документ17 страницVCSEL Technology v1Vaibhav MathurОценок пока нет
- 6090 Uv Printer Operation Manual - BlackДокумент26 страниц6090 Uv Printer Operation Manual - BlackSonia NaickerОценок пока нет
- Curriculum Vitae: Contact DetailsДокумент3 страницыCurriculum Vitae: Contact DetailsDhileepОценок пока нет
- Perform Cover Hole DrillingДокумент12 страницPerform Cover Hole Drillingjulianusginting00Оценок пока нет
- 6 Data Storage and QueryingДокумент58 страниц6 Data Storage and Queryingfdghj100% (1)
- UTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal AssistantДокумент2 страницыUTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal Assistantneekuj malikОценок пока нет
- Unit - 2 SatcommДокумент35 страницUnit - 2 SatcommVerzeo group projectОценок пока нет
- GSM Underlaid Overlaid Frequency Allocation and ConfigurationДокумент3 страницыGSM Underlaid Overlaid Frequency Allocation and ConfigurationrajОценок пока нет
- Ticketswap-Betonhofi-Slaybania-Ticket-20808722 2Документ1 страницаTicketswap-Betonhofi-Slaybania-Ticket-20808722 2Anderlik-Makkai GergelyОценок пока нет