Вам также может понравиться
- Tuboplast 400MMДокумент1 страницаTuboplast 400MMRichard Rospigliosi CerratoОценок пока нет
- Transicion Garra de Condor A BridaДокумент1 страницаTransicion Garra de Condor A BridaJhon Stn Pecho IngaОценок пока нет
- FT Celda Tecweb TW354Документ1 страницаFT Celda Tecweb TW354Boris Jickson Campos ZapataОценок пока нет
- 3.0 Niple Bridado H.D. PN16Документ1 страница3.0 Niple Bridado H.D. PN16Victor Manuel Baldera VelasquezОценок пока нет
- Catalogo Termoplastico PDFДокумент17 страницCatalogo Termoplastico PDFEdgar HAОценок пока нет
- CODO 160mm X 45° UFДокумент1 страницаCODO 160mm X 45° UFJUAN MORALESОценок пока нет
- Plano Tapas Metalicas-TmДокумент1 страницаPlano Tapas Metalicas-TmTony Quevedo GuimareyОценок пока нет
- Diseño Estructural Del Sistema de Riego Yautan PDFДокумент20 страницDiseño Estructural Del Sistema de Riego Yautan PDFJaime Pacheco LauraОценок пока нет
- Metrado Cámara Reductora de Presión Tipo IIДокумент12 страницMetrado Cámara Reductora de Presión Tipo IIjuan alberto otiniano ocampoОценок пока нет
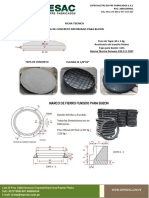
- Ficha Tecnica Tapa de ConcretoДокумент1 страницаFicha Tecnica Tapa de Concretonelzon hermis perales huariОценок пока нет
- Tabla NTP Iso 4427 2008 Pe 80Документ1 страницаTabla NTP Iso 4427 2008 Pe 80oswaldo cutimboОценок пока нет
- Plano de Camara Reductora de PresionДокумент140 страницPlano de Camara Reductora de PresionDilson Loaiza CruzОценок пока нет
- FT n12 Interior Liso Con Perforaciones Estndar TUBERA-CORRUGADA-DE-HDPEДокумент3 страницыFT n12 Interior Liso Con Perforaciones Estndar TUBERA-CORRUGADA-DE-HDPECynthia Carbajal VilchezОценок пока нет
- Lista de Precios Superjunta 2020Документ4 страницыLista de Precios Superjunta 2020Anonymous PJKyp2x3Оценок пока нет
- A2 Reservorio Geomembraba V 85 M3Документ1 страницаA2 Reservorio Geomembraba V 85 M3ivp vilcas huamanОценок пока нет
- Union AutosoportanteДокумент2 страницыUnion AutosoportantePERCYОценок пока нет
- Flete Rural Canteras - ObraДокумент3 страницыFlete Rural Canteras - ObraBrandon Black100% (1)
- SECCION 15 Prueba de Estanqueidad de Estructuras de ConcretoДокумент3 страницыSECCION 15 Prueba de Estanqueidad de Estructuras de ConcretoLuas Coaquira RojoОценок пока нет
- F.T. Tubo PVC U Alcantarillado (S-20) 200 MMДокумент1 страницаF.T. Tubo PVC U Alcantarillado (S-20) 200 MMJunior GalecioОценок пока нет
- Fluxometro para InodoroДокумент2 страницыFluxometro para InodoroJhersin Soto RosalesОценок пока нет
- Ap 810-2 Brazo Lumunaria de MT PDFДокумент1 страницаAp 810-2 Brazo Lumunaria de MT PDFNelson Rosas BayonaОценок пока нет
- Ficha Tecnica INTACO WaterstopДокумент2 страницыFicha Tecnica INTACO WaterstopULISES MERCADOОценок пока нет
- CAPITULO 12 - Facilidades para Transporte PDFДокумент19 страницCAPITULO 12 - Facilidades para Transporte PDFEdmundo EcharriОценок пока нет
- Manual de Instalacion Biodigestor FarplastДокумент6 страницManual de Instalacion Biodigestor FarplastPamela LopeОценок пока нет
- Cotizacion RompemuelleДокумент3 страницыCotizacion Rompemuellesmith cruzadoОценок пока нет
- Diseño de Bocatoma Uchiza Barraje Fijo DHYCOДокумент8 страницDiseño de Bocatoma Uchiza Barraje Fijo DHYCORosa Stefany MAОценок пока нет
- Metrado Pase Aereo 80m - Ing MacДокумент6 страницMetrado Pase Aereo 80m - Ing MacLUIS ESTEBAN YSIQUE LUMBREОценок пока нет
- Tuberías y Accesorios PVC - TUBOPLAST 01Документ1 страницаTuberías y Accesorios PVC - TUBOPLAST 01Basde AsaiОценок пока нет
- 5 Sistema de Drenaje y Detalles (A1)Документ1 страница5 Sistema de Drenaje y Detalles (A1)Javier Pachas NorabuenaОценок пока нет
- Cruce Aereo de TuberiaДокумент12 страницCruce Aereo de TuberiaRigoberto VizaОценок пока нет
- Transicion Push-On BridaДокумент1 страницаTransicion Push-On BridaAlberto Lennin CarrilloОценок пока нет
- Ficha Técnica Filtro Pentair Triton BonnettДокумент3 страницыFicha Técnica Filtro Pentair Triton BonnettJaime Bladimir Machuca SalinasОценок пока нет
- Instalaciones Sanitarias - Plano - Iiss 01 - Intalaciones Sanitarias Agua Fria-Layout1Документ1 страницаInstalaciones Sanitarias - Plano - Iiss 01 - Intalaciones Sanitarias Agua Fria-Layout1GianFranco Villegas FloresОценок пока нет
- Buzones Prefabricados PDFДокумент1 страницаBuzones Prefabricados PDFwillyysОценок пока нет
- CONECTANDO & TINAPLAS, C.a.lista de Precios Tubos y Conexiones PVC Vigente Al 1ro Noviembre 2018Документ4 страницыCONECTANDO & TINAPLAS, C.a.lista de Precios Tubos y Conexiones PVC Vigente Al 1ro Noviembre 2018Genesis Márquez ZambranoОценок пока нет
- Planilla de Metrados Red de Agua Potable PacobambaДокумент15 страницPlanilla de Metrados Red de Agua Potable Pacobambacristofer_cristianОценок пока нет
- Prueba Hidraulica para CarreterasДокумент2 страницыPrueba Hidraulica para CarreterasAirtwon Jhonny Bustillos RiveraОценок пока нет
- Especificaciones Técnicas Agua Potable FinalДокумент79 страницEspecificaciones Técnicas Agua Potable FinalNilo CasasОценок пока нет
- Protocolo de Prueba Hidraulica-Desague Val 6Документ10 страницProtocolo de Prueba Hidraulica-Desague Val 6Joules CeferinhoОценок пока нет
- Proceso Constructivo de Un Canal TrapezoidalДокумент29 страницProceso Constructivo de Un Canal TrapezoidalEdwin Vargas MОценок пока нет
- Angulos de Acero PDFДокумент1 страницаAngulos de Acero PDFKevin Giancarlo Pérez CastilloОценок пока нет
- Anexo 01. Rm094-2019-MinamДокумент4 страницыAnexo 01. Rm094-2019-MinamMarco Antonio Soto Prado100% (2)
- Valvula Tipo Parcelario Tascalapa-Plano Hidrantes PDFДокумент1 страницаValvula Tipo Parcelario Tascalapa-Plano Hidrantes PDFKevin Navid Castillo MadridОценок пока нет
- Catalogo Valvula Hidrante de Acople Rapido PDFДокумент1 страницаCatalogo Valvula Hidrante de Acople Rapido PDFYanett Huanay QuiñonesОценок пока нет
- Cruce Aereo en Agua y Desague CalculoДокумент12 страницCruce Aereo en Agua y Desague CalculoJose Miguel Llanos ValenciaОценок пока нет
- Apu-CapacitacionДокумент17 страницApu-CapacitacionWilber GuillenОценок пока нет
- Ficha Técnica - Anillo Con Refuerzo de Acero Flexible para NicollДокумент1 страницаFicha Técnica - Anillo Con Refuerzo de Acero Flexible para NicollJuan ChavezОценок пока нет
- Analisis de Precios UnitariosДокумент30 страницAnalisis de Precios UnitariosleninОценок пока нет
- 1 Metrado Captacion-Linea de Conduccion-Pase Aereo OkДокумент8 страниц1 Metrado Captacion-Linea de Conduccion-Pase Aereo OkSesshomaru Luis Maque SenjuОценок пока нет
- Exp. Tec. Lineas Redes y Conexiones de Agua PotableДокумент133 страницыExp. Tec. Lineas Redes y Conexiones de Agua PotableJair Llacuachaqui VillalvaОценок пока нет
- Ficha Tecnica Taza Codo MonterreyДокумент1 страницаFicha Tecnica Taza Codo MonterreySaul RoqueОценок пока нет
- Cancha Pintura para Losa DeportivaДокумент2 страницыCancha Pintura para Losa Deportivapaul sanchezОценок пока нет
- Apu Adicional 10Документ5 страницApu Adicional 10Alexandro Quispe RamosОценок пока нет
- Pase Peatonal A2Документ1 страницаPase Peatonal A2JansОценок пока нет
- Metrado Alc Ad04Документ62 страницыMetrado Alc Ad04OSIAS311250Оценок пока нет
- 11 PLANO DE SARDINELES REV V1-A1Документ1 страница11 PLANO DE SARDINELES REV V1-A1Construmart IngenierosОценок пока нет
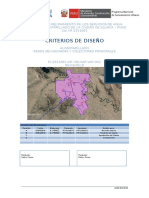
- Criterios de Diseño AlcantarilladoДокумент12 страницCriterios de Diseño AlcantarilladoOskar BejaranoОценок пока нет
- Estudio de CanteraДокумент5 страницEstudio de CanteraCESAR AUGUSTO ZAPATA ZARPANОценок пока нет
- Metrado Cisterna Cist-2 V 50m3Документ12 страницMetrado Cisterna Cist-2 V 50m3FranciscoPalaciosCuzcanoОценок пока нет
- Esp Estructurada Hdpe DN 1400 Sn-2Документ5 страницEsp Estructurada Hdpe DN 1400 Sn-2Jorge Coaquira100% (1)
- Diseño Pase Aereo Chavin 82 M.Документ36 страницDiseño Pase Aereo Chavin 82 M.LEIDYОценок пока нет
- D.DДокумент8 страницD.DLEIDYОценок пока нет
- Estructuras Ejemplo Internet PDFДокумент10 страницEstructuras Ejemplo Internet PDFVictor Cruz HuamanОценок пока нет
- ET TuberÃ-As Lisas PE-80 315 PN-6Документ1 страницаET TuberÃ-As Lisas PE-80 315 PN-6HowellNicoNicoОценок пока нет
- Planilla de Metrados - OtrosДокумент9 страницPlanilla de Metrados - OtrosLEIDYОценок пока нет
- Caracteristicas de Tub EstructuradaДокумент1 страницаCaracteristicas de Tub EstructuradaLEIDYОценок пока нет
- Manual Uso y Cuidado 234d2556p003Документ20 страницManual Uso y Cuidado 234d2556p003Lab AkosmetingОценок пока нет
- Adela 2Документ31 страницаAdela 2Reno PeraltaОценок пока нет
- Laboratorio 12Документ23 страницыLaboratorio 12Joseph ArgumeОценок пока нет
- Informe Terminado Halogenos 1Документ16 страницInforme Terminado Halogenos 1AdrianQuispeОценок пока нет
- Condensador CaseroДокумент6 страницCondensador CaseroKaren GonzalezОценок пока нет
- La Balanza Comercial de ConocimientoДокумент12 страницLa Balanza Comercial de ConocimientoRolando CcanoОценок пока нет
- AdhesiónДокумент4 страницыAdhesiónGema EscobedoОценок пока нет
- 051 Celdas de Flotacion 120211152143 Phpapp01Документ41 страница051 Celdas de Flotacion 120211152143 Phpapp01ErickОценок пока нет
- U2 A3 Mapa Conceptual U2 - Tovias Sanchez Janeth A.Документ1 страницаU2 A3 Mapa Conceptual U2 - Tovias Sanchez Janeth A.Briana ToviasОценок пока нет
- Tarea 2 Resistencia de MaterialesДокумент5 страницTarea 2 Resistencia de MaterialesKevinRobles0% (1)
- Inventario Lubricantes MayoДокумент1 страницаInventario Lubricantes MayoYeison Camilo Zapata DavidОценок пока нет
- Actuadores NormalizadosДокумент5 страницActuadores NormalizadosMamani Hanca Elmer100% (2)
- Materiales Utilizados para La Fabricación de Sensores.Документ5 страницMateriales Utilizados para La Fabricación de Sensores.Francisco Almonacid HernandezОценок пока нет
- Decreto 9649 Margen de Preferencia 1348060255669Документ9 страницDecreto 9649 Margen de Preferencia 1348060255669Fernando GarciaОценок пока нет
- Mesones en Concreto y Terminado en Granito PulidoДокумент11 страницMesones en Concreto y Terminado en Granito Pulidoluis bonillaОценок пока нет
- Trabajo en Frio y Recocido.Документ8 страницTrabajo en Frio y Recocido.carlos caizaОценок пока нет
- Producción ArtesanalДокумент7 страницProducción ArtesanalLeandro A.Оценок пока нет
- Texto 9Документ18 страницTexto 9Anyel Juarez DelgadoОценок пока нет
- Promasol Energia Solar Manual - Chi - Rev.1Документ16 страницPromasol Energia Solar Manual - Chi - Rev.1F55555FОценок пока нет
- Herramientas de Construcción y La Cantidad de Decibeles. Adrian Del Aguila RomeroДокумент11 страницHerramientas de Construcción y La Cantidad de Decibeles. Adrian Del Aguila Romerosteli090% (1)
- Manual de Servicio Explorer 64DДокумент48 страницManual de Servicio Explorer 64DRimbertОценок пока нет
- Unidad 2Документ15 страницUnidad 2Joel Hurtado MarchenaОценок пока нет
- Cap 02Документ48 страницCap 02William Meza QuispeОценок пока нет
- Pasadores y PernosДокумент8 страницPasadores y Pernosmauricio calabranoОценок пока нет
- Quiz 1 Procesos QuímicosДокумент9 страницQuiz 1 Procesos QuímicosandresfeurОценок пока нет
- Diseños de LechadaДокумент40 страницDiseños de LechadaIsabel Yanayaco ChinchayОценок пока нет
- Lab 4 - Pruebas Mecanicas y ElectricasДокумент23 страницыLab 4 - Pruebas Mecanicas y ElectricasNixon Teran50% (2)
- Acero SISA CR8 PDFДокумент2 страницыAcero SISA CR8 PDFSaul Saldana LoyaОценок пока нет
- Cuadro Precios 1 de EjemploДокумент13 страницCuadro Precios 1 de EjemploJhon SanfraОценок пока нет
- Actividades - Metodos de Fraccionamiento de FaseДокумент3 страницыActividades - Metodos de Fraccionamiento de Fasevarela_manuelaОценок пока нет