Вам также может понравиться
- Astm B568-14 PDFДокумент8 страницAstm B568-14 PDFromerobernaОценок пока нет
- ASTM B568 2014CoatingX RayДокумент8 страницASTM B568 2014CoatingX RayAKSI nethajimettОценок пока нет
- Astm B568Документ8 страницAstm B568Ryan GregoryОценок пока нет
- Selecting Dosimetry Systems For Application in Pulsed X-Ray SourcesДокумент19 страницSelecting Dosimetry Systems For Application in Pulsed X-Ray SourcesEric GozzerОценок пока нет
- E1496-97 Neutron Dimensional MeasurementsДокумент4 страницыE1496-97 Neutron Dimensional MeasurementssanthakumarОценок пока нет
- Is 12860 - 1989Документ11 страницIs 12860 - 1989Duong Phuong DuyОценок пока нет
- Astm F2547Документ3 страницыAstm F2547MohammedZoheb HussainОценок пока нет
- Determining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentДокумент3 страницыDetermining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentAhmad Zubair RasulyОценок пока нет
- Metallography: Standard Terminology Relating ToДокумент30 страницMetallography: Standard Terminology Relating ToAarón Escorza MistránОценок пока нет
- Thickness of Lightly Doped Silicon Epitaxial Layers On Heavily Doped Silicon Substrates Using An Infrared Dispersive SpectrophotometerДокумент8 страницThickness of Lightly Doped Silicon Epitaxial Layers On Heavily Doped Silicon Substrates Using An Infrared Dispersive Spectrophotometervuqar0979Оценок пока нет
- D 904 - 99 (2013)Документ3 страницыD 904 - 99 (2013)gt toniОценок пока нет
- Metallography: Standard Terminology Relating ToДокумент33 страницыMetallography: Standard Terminology Relating To陳勉中Оценок пока нет
- Standard Terminology Relating To MetallographyДокумент35 страницStandard Terminology Relating To MetallographyviverefeliceОценок пока нет
- E592 1801061-1Документ5 страницE592 1801061-1himaw20393Оценок пока нет
- Metallography: Standard Terminology Relating ToДокумент33 страницыMetallography: Standard Terminology Relating ToHassan MokhtarОценок пока нет
- E 181 - 98 R03 - Rte4mq - PDFДокумент21 страницаE 181 - 98 R03 - Rte4mq - PDFPrakash MakadiaОценок пока нет
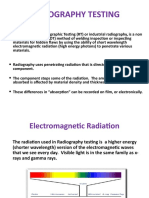
- Radiography TestingДокумент23 страницыRadiography TestingRamesh RОценок пока нет
- Measuring The Electromagnetic Shielding Effectiveness of Planar MaterialsДокумент11 страницMeasuring The Electromagnetic Shielding Effectiveness of Planar MaterialsJoão Otávio PradoОценок пока нет
- Use of A Radiochromic Film Dosimetry System: Standard Practice ForДокумент5 страницUse of A Radiochromic Film Dosimetry System: Standard Practice ForPartth VachhaniОценок пока нет
- E7 15 PDFДокумент33 страницыE7 15 PDFdgkmurtiОценок пока нет
- Radiography TestingДокумент23 страницыRadiography TestingRamesh RОценок пока нет
- E 666 - 97 - Rty2ni05nwДокумент9 страницE 666 - 97 - Rty2ni05nwPrakash MakadiaОценок пока нет
- E1252 PDFДокумент13 страницE1252 PDFrajlaxmi joshiОценок пока нет
- Dosimetry in An Electron Beam Facility For Radiation Processing at Energies Between 80 and 300 KevДокумент8 страницDosimetry in An Electron Beam Facility For Radiation Processing at Energies Between 80 and 300 KevPartth VachhaniОценок пока нет
- E1172 16Документ5 страницE1172 16arcadioscoОценок пока нет
- E 1252 - 98 RteyntitotgДокумент13 страницE 1252 - 98 RteyntitotgLINA JULIANA ANDRADE OSPINAОценок пока нет
- Radiography 50 Quistion QuizДокумент9 страницRadiography 50 Quistion QuizZibiao SunОценок пока нет
- Determining Radiopacity For Medical Use: Standard Test Methods ForДокумент5 страницDetermining Radiopacity For Medical Use: Standard Test Methods ForJoãoОценок пока нет
- E 7 Â " 01 RTCTMDEДокумент29 страницE 7 Â " 01 RTCTMDEPipePerezОценок пока нет
- F 358 - 83 R02 - Rjm1oaДокумент4 страницыF 358 - 83 R02 - Rjm1oajayakumarОценок пока нет
- 1 Radiographic Methods: 1.1 Sources of Penetrating RadiationДокумент13 страниц1 Radiographic Methods: 1.1 Sources of Penetrating RadiationAlie AlbantaniОценок пока нет
- E1815-01 Film System Classification PDFДокумент6 страницE1815-01 Film System Classification PDFalisyalalaОценок пока нет
- Standard Terminology Relating To MetalloДокумент29 страницStandard Terminology Relating To MetalloITZEL DEL RUBI RAMÍREZ MARTÍNEZОценок пока нет
- Astm e 1114Документ5 страницAstm e 1114KEN KОценок пока нет
- Astm E7 2003Документ30 страницAstm E7 2003Salvador DíazОценок пока нет
- Iso Astm 51026-15Документ9 страницIso Astm 51026-15TertulianoPintoОценок пока нет
- Astm C384.5091Документ9 страницAstm C384.5091wangxl2012Оценок пока нет
- D Standards TMP Astm f2547 2006Документ3 страницыD Standards TMP Astm f2547 2006majid ardeshiri100% (1)
- Ion NeutronsДокумент20 страницIon NeutronsfgsgdОценок пока нет
- E 7 - 03 - RTC - PDFДокумент30 страницE 7 - 03 - RTC - PDFJimmy QuispeОценок пока нет
- Astm E376 11 PDFДокумент5 страницAstm E376 11 PDFsergio100% (1)
- Normal Spectral Emittance at Elevated Temperatures: Standard Test Method ForДокумент6 страницNormal Spectral Emittance at Elevated Temperatures: Standard Test Method ForJuanОценок пока нет
- E 1654 - 94 R99 - Rte2ntqДокумент5 страницE 1654 - 94 R99 - Rte2ntqpechugonisОценок пока нет
- Metallography: Standard Terminology Relating ToДокумент30 страницMetallography: Standard Terminology Relating TosandeepОценок пока нет
- Standard Practice For General Techniques For Obtaining InfraredДокумент13 страницStandard Practice For General Techniques For Obtaining InfraredSree Microlab TestingОценок пока нет
- C 982 - 88 R97 - Qzk4mi04ofi5n0uxДокумент4 страницыC 982 - 88 R97 - Qzk4mi04ofi5n0uxKhalid Al ShaerОценок пока нет
- E 7 - 00 RtctmdaДокумент29 страницE 7 - 00 RtctmdaChouial BilelОценок пока нет
- E 7 - 01 - RtctmdeДокумент29 страницE 7 - 01 - RtctmdeMuhammad Hassan BalochОценок пока нет
- Alternating Current Magnetic Properties of Materials Using The Wattmeter-Ammeter-Voltmeter Method, 100 To 10 000 HZ and 25-cm Epstein FrameДокумент10 страницAlternating Current Magnetic Properties of Materials Using The Wattmeter-Ammeter-Voltmeter Method, 100 To 10 000 HZ and 25-cm Epstein FramefaroukОценок пока нет
- E 521 - 96 - Rtuyms05ngДокумент20 страницE 521 - 96 - Rtuyms05ngJed Kevin MendozaОценок пока нет
- Astm G 138 2006 PDFДокумент8 страницAstm G 138 2006 PDFJORGE ARTURO TORIBIO HUERTAОценок пока нет
- Detector Calibration and Analysis of Radionuclides: Standard Test Methods ForДокумент21 страницаDetector Calibration and Analysis of Radionuclides: Standard Test Methods Fordelta lab sangliОценок пока нет
- Astm E1815-13Документ7 страницAstm E1815-13alexedamalaОценок пока нет
- E 386 - 90 R99 - RTM4NGДокумент9 страницE 386 - 90 R99 - RTM4NGpechugonisОценок пока нет
- Complex Permittivity (Dielectric Constant) of Solid Electrical Insulating Materials at Microwave Frequencies and Temperatures To 1650 °CДокумент17 страницComplex Permittivity (Dielectric Constant) of Solid Electrical Insulating Materials at Microwave Frequencies and Temperatures To 1650 °CAbishekMechAURCMОценок пока нет
- E 181 - 10 PDFДокумент21 страницаE 181 - 10 PDFruben carcamoОценок пока нет
- l5 - Detection of Rebar Location and SizeДокумент46 страницl5 - Detection of Rebar Location and SizeWajira Sanjaya PereraОценок пока нет
- D 7238 - 06 (2012)Документ4 страницыD 7238 - 06 (2012)quochunguicОценок пока нет
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsОт EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsОценок пока нет
- VBG Tracking SheetДокумент3 страницыVBG Tracking Sheetsivaraja kОценок пока нет
- Option Selling Check List Nifty Spot Price/ Current Traded PriceДокумент3 страницыOption Selling Check List Nifty Spot Price/ Current Traded Pricesivaraja kОценок пока нет
- Mil DTF 5541fДокумент12 страницMil DTF 5541fMarcos PerezОценок пока нет
- Trading JournalДокумент18 страницTrading Journalsivaraja kОценок пока нет
- Trading JournalДокумент18 страницTrading Journalsivaraja kОценок пока нет
- Al Ashrafi Metal Coating Co. LLC: (ISO 9001: 2015 & ISO 14001: 2015 CERTIFIED FIRM)Документ1 страницаAl Ashrafi Metal Coating Co. LLC: (ISO 9001: 2015 & ISO 14001: 2015 CERTIFIED FIRM)sivaraja kОценок пока нет
- PasswordДокумент1 страницаPasswordsivaraja kОценок пока нет
- MD Stock 18-09-20Документ10 страницMD Stock 18-09-20sivaraja kОценок пока нет
- MD Stock 18-09-20Документ10 страницMD Stock 18-09-20sivaraja kОценок пока нет
- MIL-DTL-13924D Black Oxide Coatings SpecificationДокумент11 страницMIL-DTL-13924D Black Oxide Coatings SpecificationltdemonОценок пока нет
- Chemical Stock UpdatedДокумент21 страницаChemical Stock Updatedsivaraja kОценок пока нет
- Railway Exam GuideДокумент2 страницыRailway Exam GuideEjaz AnwarОценок пока нет
- Ap15 Internal TrainingДокумент4 страницыAp15 Internal TrainingMARDHIAОценок пока нет
- Solution Manual For Contemporary Project Management 4th EditionДокумент15 страницSolution Manual For Contemporary Project Management 4th EditionDanaAllendzcfa100% (77)
- Fancy YarnsДокумент7 страницFancy Yarnsiriarn100% (1)
- Introduction To Managerial Accounting Canadian 5th Edition Brewer Solutions ManualДокумент25 страницIntroduction To Managerial Accounting Canadian 5th Edition Brewer Solutions ManualMaryJohnsonsmni100% (57)
- British and American Culture Marking RubricДокумент5 страницBritish and American Culture Marking RubricAn Ho LongОценок пока нет
- Analogue Lab Manual AL7212 V2.1-Panduan Praktek DSR Elektronika-DikonversiДокумент235 страницAnalogue Lab Manual AL7212 V2.1-Panduan Praktek DSR Elektronika-DikonversiAl-FarabiОценок пока нет
- PLC of MaggiДокумент19 страницPLC of Maggikrati agarwalОценок пока нет
- Adjutant-Introuvable BASIC VERSIONДокумент7 страницAdjutant-Introuvable BASIC VERSIONfurrypdfОценок пока нет
- How To Use Hyper-V Snapshot Revert, Apply, and Delete OptionsДокумент15 страницHow To Use Hyper-V Snapshot Revert, Apply, and Delete OptionsKaran MishraОценок пока нет
- WP1019 CharterДокумент5 страницWP1019 CharternocnexОценок пока нет
- Tipolo WH Gantt ChartДокумент15 страницTipolo WH Gantt ChartMayeterisk RОценок пока нет
- Community Development A Critical Approach PDFДокумент2 страницыCommunity Development A Critical Approach PDFNatasha50% (2)
- Semi Detailed Lesson Plan ElementaryДокумент3 страницыSemi Detailed Lesson Plan ElementaryJinky JunioОценок пока нет
- 3 - 6consctructing Probability Distributions CG A - 4 - 6 Lesson 2Документ24 страницы3 - 6consctructing Probability Distributions CG A - 4 - 6 Lesson 2CHARLYN JOY SUMALINOGОценок пока нет
- 2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilДокумент2 страницы2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilSaugata HalderОценок пока нет
- Book 2 - Test 1Документ2 страницыBook 2 - Test 1Đức LongОценок пока нет
- English ProjectДокумент10 страницEnglish ProjectHarshman Singh HarshmanОценок пока нет
- Mathematics Specimen Papers and Mark Schemes UG013054Документ102 страницыMathematics Specimen Papers and Mark Schemes UG013054minnie murphy86% (7)
- SpringДокумент4 страницыSpringarun123123Оценок пока нет
- Sr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Документ3 страницыSr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Dashrath KarkiОценок пока нет
- GEd 105 Midterm ReviewerДокумент17 страницGEd 105 Midterm ReviewerAndryl MedallionОценок пока нет
- PrognosisДокумент7 страницPrognosisprabadayoeОценок пока нет
- Frozen DessertДокумент3 страницыFrozen DessertcsqueilОценок пока нет
- Larong Lahi Week 15 18Документ7 страницLarong Lahi Week 15 18CJAY SOTELOОценок пока нет
- Motor Electrico Bojin J4103 - B User ManualДокумент6 страницMotor Electrico Bojin J4103 - B User ManualJordan BonnettОценок пока нет
- Chapter-5 Contract ManagementДокумент43 страницыChapter-5 Contract Managementprem kumarОценок пока нет
- We Generally View Objects As Either Moving or Not MovingДокумент11 страницWe Generally View Objects As Either Moving or Not MovingMarietoni D. QueseaОценок пока нет
- Classification of MatterДокумент2 страницыClassification of Matterapi-280247238Оценок пока нет
- Pump IntakeДокумент6 страницPump IntakeAnonymous CMS3dL1T100% (1)
- 4900 DatasheetДокумент2 страницы4900 DatasheetMakam Raghu100% (1)
- 1 Starter WBДокумент88 страниц1 Starter WBHYOОценок пока нет