Вам также может понравиться
- Dunham BushAFHX 5CR R134aДокумент32 страницыDunham BushAFHX 5CR R134aBaltik2672Оценок пока нет
- Column Pressure ControlДокумент11 страницColumn Pressure Controlrvkumar61Оценок пока нет
- Afhx (High Ambient) Mes0446aДокумент24 страницыAfhx (High Ambient) Mes0446aEduardo Luis Souza100% (1)
- Refrigeration Cycles PDFДокумент106 страницRefrigeration Cycles PDFيزيد عبد الحميد منصورОценок пока нет
- Fouling in VDU Ejector SystemsДокумент6 страницFouling in VDU Ejector SystemsKevin PizarroОценок пока нет
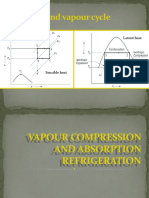
- Gas Cycle and Vapour Cycle: Latent HeatДокумент49 страницGas Cycle and Vapour Cycle: Latent HeatCharan Reddy AbbadiОценок пока нет
- Refrigeration PrinciplesДокумент20 страницRefrigeration PrinciplesAADIL AHMED AОценок пока нет
- Cep 202107 Optimize-ReboilerДокумент11 страницCep 202107 Optimize-Reboilerammar fahmiОценок пока нет
- Unit ConversionДокумент20 страницUnit ConversionHimanshu YadavОценок пока нет
- Boiler PresentaionДокумент73 страницыBoiler PresentaionNikhil PandeyОценок пока нет
- Kettle ChoiceДокумент5 страницKettle ChoiceHow Jie WeiОценок пока нет
- ME432 Unit4 Ch2-VAPOUR COMPRESSION REFRIGERATIONДокумент32 страницыME432 Unit4 Ch2-VAPOUR COMPRESSION REFRIGERATIONJOHN ROHAAN R 1961430Оценок пока нет
- Refrigeration and Air-ConditioningДокумент18 страницRefrigeration and Air-ConditioningTom AmmalyОценок пока нет
- HVACДокумент248 страницHVACvictorinox dlcbОценок пока нет
- Tech Note 01Документ15 страницTech Note 01José Alberto Hernández SánchezОценок пока нет
- Shut Down1Документ2 страницыShut Down1moturuappalasreenuОценок пока нет
- 1553002138-ABB - ADU - Module 4 - PDFsДокумент27 страниц1553002138-ABB - ADU - Module 4 - PDFsNew TonОценок пока нет
- Mechanically Pumped Liquid - Overfeed EvaporatorsДокумент10 страницMechanically Pumped Liquid - Overfeed Evaporators霍广东Оценок пока нет
- 4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFДокумент14 страниц4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFMohamed GuenouneОценок пока нет
- Distillation Systems Design Applied To Process Design in The Refining Industry PDFДокумент125 страницDistillation Systems Design Applied To Process Design in The Refining Industry PDFLaura Alvarez100% (1)
- Re-Circulated Hot Water Bath Vaporizer: For Chlorine, Sulphur Dioxide and AmmoniaДокумент3 страницыRe-Circulated Hot Water Bath Vaporizer: For Chlorine, Sulphur Dioxide and AmmoniaNyandoro E-max MaxmoreОценок пока нет
- RajatvermapptДокумент54 страницыRajatvermapptVinay MauryaОценок пока нет
- Turbine & AuxilariesДокумент64 страницыTurbine & Auxilariesulhatolkargmailcom100% (1)
- DB - Air Cooled Flooded Chiller PDFДокумент32 страницыDB - Air Cooled Flooded Chiller PDFJason LimОценок пока нет
- Column-Base and Arrangements: ReboilerДокумент27 страницColumn-Base and Arrangements: ReboilerPacyfik Kameron100% (1)
- AFVX E 5HR R134a 50Hz - MS0491A 1211Документ36 страницAFVX E 5HR R134a 50Hz - MS0491A 1211chiascОценок пока нет
- 07 RefrigerationДокумент11 страниц07 RefrigerationomkardashetwarОценок пока нет
- Dunham Bush Model AFHXДокумент24 страницыDunham Bush Model AFHXSteve PfefferОценок пока нет
- 15 Actual Vapor Compression CycleДокумент4 страницы15 Actual Vapor Compression Cycleshalumanpagare8652Оценок пока нет
- Vapor Compression Cycle: Heat ExchangersДокумент23 страницыVapor Compression Cycle: Heat ExchangersPrince NeoОценок пока нет
- Heating Ventilation & Air ConditioningДокумент100 страницHeating Ventilation & Air ConditioningFaisal KhanОценок пока нет
- Ac System Parts Id SK-KD 19Документ89 страницAc System Parts Id SK-KD 19Louise LucassicОценок пока нет
- Performance of Refrigerator Using R-600A As RefrigerantДокумент6 страницPerformance of Refrigerator Using R-600A As RefrigerantAgapito labiagaОценок пока нет
- Refrigeration Cycles Study Guide in Powerpoint: To AccompanyДокумент20 страницRefrigeration Cycles Study Guide in Powerpoint: To AccompanyMardian MardianОценок пока нет
- MEP BasicДокумент100 страницMEP BasicSkill IndiaОценок пока нет
- Chapter 9 Refrigeration RegulatorsДокумент48 страницChapter 9 Refrigeration RegulatorsRutaremwa VicentОценок пока нет
- Dropwise and Filmwise CondensationДокумент20 страницDropwise and Filmwise CondensationRaviyank Patel100% (1)
- 2 - LEC 2 Refrigeration CyclesДокумент52 страницы2 - LEC 2 Refrigeration Cycleskolkolmohammed27Оценок пока нет
- Refrigeration TutorДокумент7 страницRefrigeration TutorTejas Vibhandik100% (2)
- Distillation Ch4 ReboilerДокумент27 страницDistillation Ch4 Reboilerkphk1979Оценок пока нет
- CONTENT144661854755408 - Atuadores Da Linha TQ DanfossДокумент12 страницCONTENT144661854755408 - Atuadores Da Linha TQ DanfossRefrigeracao.g1 refrigeracaoОценок пока нет
- Interview Questions For Chemical EngineeringДокумент6 страницInterview Questions For Chemical EngineeringNikunj PatelОценок пока нет
- Thermal Bypass ValveДокумент4 страницыThermal Bypass ValveRamu PamuruОценок пока нет
- Ac SystemДокумент89 страницAc SystemMohammed ShareefОценок пока нет
- Liquid Power ApplicationДокумент28 страницLiquid Power ApplicationiqjoeljoachinОценок пока нет
- Procedure For Condenser Vacuum PullingДокумент4 страницыProcedure For Condenser Vacuum PullingPulkit AgarwalОценок пока нет
- Thermostatic Expansion Valves - Alco: Operating Principles ProcedureДокумент34 страницыThermostatic Expansion Valves - Alco: Operating Principles ProcedureMeher YoussfiОценок пока нет
- MS0463B Regarding PaperДокумент24 страницыMS0463B Regarding Papernani6868Оценок пока нет
- Service Manual PAC9041Документ64 страницыService Manual PAC9041Mumba Martin ChikomboОценок пока нет
- Molliers Chart & Refrigerant PropertiesДокумент55 страницMolliers Chart & Refrigerant PropertiesRodrigo GomezОценок пока нет
- Study of "Boiler Water-Steam Circuit" in A 660 MW Boiler at Sipat-Stage 1Документ35 страницStudy of "Boiler Water-Steam Circuit" in A 660 MW Boiler at Sipat-Stage 1Prakash PatelОценок пока нет
- En TX6 35011Документ12 страницEn TX6 35011petrosОценок пока нет
- Natural GasДокумент17 страницNatural GasUJJWALОценок пока нет
- Water ChillerДокумент74 страницыWater ChillerDimitri LyssiОценок пока нет
- Magnetocalorics 122016Документ12 страницMagnetocalorics 122016Saheera HazarikaОценок пока нет
- Steam Heat Exchangers (Steam Control and Condensate Removal)Документ27 страницSteam Heat Exchangers (Steam Control and Condensate Removal)Matthew VestОценок пока нет
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsОт EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsРейтинг: 5 из 5 звезд5/5 (1)
- 61-1 - Medicion de Nivel PDFДокумент45 страниц61-1 - Medicion de Nivel PDFkelvin Carrero100% (1)
- GNДокумент7 страницGNJean Pierre Paredes TocasОценок пока нет
- Optimize Distillation ColumnsДокумент16 страницOptimize Distillation Columnscrnewsom100% (3)
- Trabajo Domiciliario 4 10Документ7 страницTrabajo Domiciliario 4 10kelvin CarreroОценок пока нет
- Operations Management: Green Facility Location: Case StudyДокумент23 страницыOperations Management: Green Facility Location: Case StudyBhavya KhattarОценок пока нет
- Transportation Problem 2Документ11 страницTransportation Problem 2Chasity WrightОценок пока нет
- 17 0000362296Документ1 страница17 0000362296Ekansh BarsiwalОценок пока нет
- ION 900 Series Owners ManualДокумент24 страницыION 900 Series Owners ManualParosanu IonelОценок пока нет
- Text-Book P3Документ147 страницText-Book P3Nat SuphattrachaiphisitОценок пока нет
- 4th Party LogisticsДокумент3 страницы4th Party Logisticsch_salmanОценок пока нет
- RBA Catalog Maltby GBR Aug 16 2023 NL NLДокумент131 страницаRBA Catalog Maltby GBR Aug 16 2023 NL NLKelvin FaneyteОценок пока нет
- Shell Answer Book 07 The Driving Emergency BookДокумент8 страницShell Answer Book 07 The Driving Emergency BookKenneth100% (2)
- Coreapb3: Nivin PaulДокумент19 страницCoreapb3: Nivin PaulNivin PaulОценок пока нет
- Asmsc 1119 PDFДокумент9 страницAsmsc 1119 PDFAstha WadhwaОценок пока нет
- Yesenia Acc SjournalsДокумент7 страницYesenia Acc SjournalsFileon ChiacОценок пока нет
- Fault Tree AnalysisДокумент23 страницыFault Tree Analysiskenoly123Оценок пока нет
- Akta-332 Copyright Act 1987Документ50 страницAkta-332 Copyright Act 1987Kartigesan999Оценок пока нет
- Euroleague Basketball: Change Pays Off ForДокумент36 страницEuroleague Basketball: Change Pays Off ForNikos TagalnikОценок пока нет
- FATCA W9 + Carta para Compartir Información (FATCA)Документ2 страницыFATCA W9 + Carta para Compartir Información (FATCA)CarrilloyLawОценок пока нет
- 75 December Month Current Affairs Questions 35Документ34 страницы75 December Month Current Affairs Questions 35Sailo AimolОценок пока нет
- How To Install Libpango-1.0-0 Ubuntu Package On Ubuntu 20.04 - Ubuntu 18.04 - Ubuntu 19.04 - Ubuntu 16.04Документ2 страницыHow To Install Libpango-1.0-0 Ubuntu Package On Ubuntu 20.04 - Ubuntu 18.04 - Ubuntu 19.04 - Ubuntu 16.04ruslikennethОценок пока нет
- Making The Quantum LeapДокумент22 страницыMaking The Quantum LeapRJ DeLongОценок пока нет
- Foot Step Power Generation System For Rural Energy Application To Run AC and DC LoadsДокумент16 страницFoot Step Power Generation System For Rural Energy Application To Run AC and DC LoadsPradip PatelОценок пока нет
- Ashik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationДокумент4 страницыAshik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationmanitejaОценок пока нет
- Tan vs. CincoДокумент2 страницыTan vs. CincoKing Badong67% (3)
- Cours 3 - Custom Models and Training With TensorFlowДокумент36 страницCours 3 - Custom Models and Training With TensorFlowSarah BouammarОценок пока нет
- Maxiim Vehicle Diagnostic ReportДокумент3 страницыMaxiim Vehicle Diagnostic ReportCarlos Cobaleda GarcíaОценок пока нет
- TIAPortalOpennessenUS en-USДокумент656 страницTIAPortalOpennessenUS en-USskyttt135Оценок пока нет
- RW01 Concrete Masonry - Reinforced Cantilever Retaining WallsДокумент81 страницаRW01 Concrete Masonry - Reinforced Cantilever Retaining WallshaixdproОценок пока нет
- Nahid's p4 Solar Fan Final-1 EditedДокумент3 страницыNahid's p4 Solar Fan Final-1 Editedrajkumar karjeeОценок пока нет
- Critical Minimum Effort TheoryДокумент3 страницыCritical Minimum Effort TheorycarolsaviapetersОценок пока нет
- 1.0 Design Andheri Khola Bridge, 1x25m 8.4m 3 GirderДокумент18 страниц1.0 Design Andheri Khola Bridge, 1x25m 8.4m 3 GirderManoj ChaudharyОценок пока нет
- Cbjessco 13Документ3 страницыCbjessco 13Fawaz ZaheerОценок пока нет
- 2-FedEx Vs American Home AssДокумент8 страниц2-FedEx Vs American Home AssJoan Dela CruzОценок пока нет