Вам также может понравиться
- Acesco Part 5Документ5 страницAcesco Part 5Barbado BlancoОценок пока нет
- T Uce 0011 174 PDFДокумент490 страницT Uce 0011 174 PDFJonatan LovatoОценок пока нет
- AISC 341-10 - Chequeo de Seccion Compacta SismicamenteДокумент3 страницыAISC 341-10 - Chequeo de Seccion Compacta SismicamenteJoselinОценок пока нет
- Análisis Sísmico No Lineal Elástico - EjerciciosДокумент5 страницAnálisis Sísmico No Lineal Elástico - EjerciciosJosé Cahuide CarhuamacaОценок пока нет
- SJI TecnicalDigest8 EspañolДокумент94 страницыSJI TecnicalDigest8 EspañolHeri VillaОценок пока нет
- Guía de Procedimientos y Lineamientos para La Ejecución de Pruebas de Laboratorio en Placas y Apoyos Integrales de Neopreno para Puentes - 2014Документ134 страницыGuía de Procedimientos y Lineamientos para La Ejecución de Pruebas de Laboratorio en Placas y Apoyos Integrales de Neopreno para Puentes - 2014Alberto Arguea RomeroОценок пока нет
- AWS D1.5 - Capitulo 4 - Español PDFДокумент62 страницыAWS D1.5 - Capitulo 4 - Español PDFPercyFloresОценок пока нет
- Tesis - Antonio Honorato Moreno - PDF (Antecedente Internacional)Документ138 страницTesis - Antonio Honorato Moreno - PDF (Antecedente Internacional)DasHumpОценок пока нет
- CAPITULO III - Evaluación de La Amenaza Sísmica Parte 4Документ17 страницCAPITULO III - Evaluación de La Amenaza Sísmica Parte 4Roberto Ayerbe OtoyaОценок пока нет
- 02.1-Acciones Sísmicas en Edif Acero (GVC)Документ27 страниц02.1-Acciones Sísmicas en Edif Acero (GVC)julianОценок пока нет
- Guia Diseño CostanerasДокумент1 страницаGuia Diseño CostanerasRodrigo ManquelafquenОценок пока нет
- Manual AWSДокумент120 страницManual AWSIrvinRosales100% (1)
- Manual para Pisos PostensadosДокумент20 страницManual para Pisos PostensadosSantos SantosОценок пока нет
- NTC4040Документ6 страницNTC4040RodolfoMarínОценок пока нет
- Detallamiento LosasДокумент4 страницыDetallamiento LosasRodrigo Muñoz Valderrama100% (1)
- Fundamentos Del Diseño de Conexiones 2 PDFДокумент58 страницFundamentos Del Diseño de Conexiones 2 PDFIvan BolañosОценок пока нет
- 01-Introducción (GVC) PDFДокумент28 страниц01-Introducción (GVC) PDFjulianОценок пока нет
- Curso Basico de Conexiones - Ram ConnectionДокумент34 страницыCurso Basico de Conexiones - Ram ConnectionCarlos Drake100% (1)
- Hormigón Pretensado - FlexiónДокумент40 страницHormigón Pretensado - FlexiónMaria Cecilia Suarez RubiОценок пока нет
- Presentación Conferencia Sobre Pernos y Tuercas.Документ42 страницыPresentación Conferencia Sobre Pernos y Tuercas.bh5577Оценок пока нет
- Influencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroДокумент24 страницыInfluencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroHugo Gavino GaldósОценок пока нет
- Bolting and Welding 2014 SpanishДокумент4 страницыBolting and Welding 2014 SpanishAdrián SantacruzОценок пока нет
- CA-APEG3-PR-0 Preparación y Colado de Grout Cementicio y EpóxicoДокумент11 страницCA-APEG3-PR-0 Preparación y Colado de Grout Cementicio y EpóxicoPierre RamirezОценок пока нет
- Diseño Vigas Compuestas 22-v1Документ49 страницDiseño Vigas Compuestas 22-v1Bastian Alvarez100% (1)
- Ficha Tecnica Acero Galvanizado PDFДокумент3 страницыFicha Tecnica Acero Galvanizado PDFAdrian Martin BarrionuevoОценок пока нет
- Acrow N 2 HS25 PDFДокумент429 страницAcrow N 2 HS25 PDFMiguel CespedesОценок пока нет
- Guía de Diseño AISC 23 - Constructabilidad de Edificios de Acero EstructuralДокумент57 страницGuía de Diseño AISC 23 - Constructabilidad de Edificios de Acero EstructuralDaniel Esqueda100% (1)
- Provisiones Del Cap 21 Del ACI 318-08 - Columnas y Vigas - MANUEL GUEVARA ANZULES - EXCДокумент20 страницProvisiones Del Cap 21 Del ACI 318-08 - Columnas y Vigas - MANUEL GUEVARA ANZULES - EXCHenry HoyosОценок пока нет
- AICE - Diego-Lopez-García-II - PROYECTO NCH 3357 - Diseno Sisimico de Componentes y Sistemas No Estructurales PDFДокумент38 страницAICE - Diego-Lopez-García-II - PROYECTO NCH 3357 - Diseno Sisimico de Componentes y Sistemas No Estructurales PDFilo88Оценок пока нет
- Construcción Con Perfiles de Acero Formados en FrioДокумент18 страницConstrucción Con Perfiles de Acero Formados en Friolael00Оценок пока нет
- Conexiones PrecalificadasДокумент60 страницConexiones PrecalificadasAnonymous 7lnR7QkssОценок пока нет
- Memoria de Calculo Escaleras de EmergenciaДокумент93 страницыMemoria de Calculo Escaleras de EmergenciacarlosОценок пока нет
- Dúctil Diseño de Estructuras de Acero 2 Edición Por SE Rafael Sabelli - Averigüe Por Qué Me Encanta!Документ2 страницыDúctil Diseño de Estructuras de Acero 2 Edición Por SE Rafael Sabelli - Averigüe Por Qué Me Encanta!John MateoОценок пока нет
- Metunas Perfiles Conformados en Frio PDFДокумент16 страницMetunas Perfiles Conformados en Frio PDFRuben Cruz SОценок пока нет
- Aisi 1Документ51 страницаAisi 1segomezpОценок пока нет
- Tesis Esp - Capacidad de Pórticos de Concreto Ante Fuerzas HorizontalesДокумент63 страницыTesis Esp - Capacidad de Pórticos de Concreto Ante Fuerzas HorizontalesElias RojanoОценок пока нет
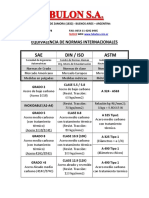
- 5 - Equivalencia de NormasДокумент2 страницы5 - Equivalencia de Normasnicolas jaraba100% (1)
- 08 1195 InparatesisДокумент243 страницы08 1195 InparatesisDavid DaemmejОценок пока нет
- STEEL I JOIST - Arquitectura en AceroДокумент7 страницSTEEL I JOIST - Arquitectura en AcerononopimentelОценок пока нет
- Steel Erection (66.12) NORMAДокумент218 страницSteel Erection (66.12) NORMAAlejandro Rodriguez TapiaОценок пока нет
- NTC 1022 PDFДокумент16 страницNTC 1022 PDFCarlos Rodriguez100% (1)
- RCSC Specifications For Structural Joints Using High Strength Bolts 2020Документ118 страницRCSC Specifications For Structural Joints Using High Strength Bolts 2020Alonso vega lujanОценок пока нет
- ICC-ESR 1917 para Anclaje de Expansión KB-TZ PDFДокумент35 страницICC-ESR 1917 para Anclaje de Expansión KB-TZ PDFReinel OrjuelaОценок пока нет
- 2011-Conexiones EmpernadasДокумент68 страниц2011-Conexiones EmpernadasJohan EscuderoОценок пока нет
- Lovera Luis Refuerzo Estructuras Concreto Armado Aceros PDFДокумент162 страницыLovera Luis Refuerzo Estructuras Concreto Armado Aceros PDFJAVIER JOSSEPH ZHI ARANIBALОценок пока нет
- Diseño de Un Tanque Rectangular Espol PDFДокумент143 страницыDiseño de Un Tanque Rectangular Espol PDFDaVishur Wth100% (1)
- T5 - Diseño de Diagonal Hss PDFДокумент5 страницT5 - Diseño de Diagonal Hss PDFMauricio Eduardo ZermeñoОценок пока нет
- Guia-Para-La-Evaluacion-De-La-Resistencia-Al-Fuego-Con-Entrepisos-Metaldeck ACESCO PDFДокумент60 страницGuia-Para-La-Evaluacion-De-La-Resistencia-Al-Fuego-Con-Entrepisos-Metaldeck ACESCO PDFAlex MolinaОценок пока нет
- Calculo de Conectores de Corte Colaboracion Parcial - TIPOДокумент5 страницCalculo de Conectores de Corte Colaboracion Parcial - TIPOyessica godoyОценок пока нет
- Norma Ea-95Документ295 страницNorma Ea-95JORDIMGОценок пока нет
- Comportamiento Estructural Losas de TransicionДокумент14 страницComportamiento Estructural Losas de TransicionJohnny ReyesОценок пока нет
- Sistemas ResumenДокумент12 страницSistemas ResumenMayte FarinangoОценок пока нет
- Control de Calidad de La Estructura de AceroДокумент18 страницControl de Calidad de La Estructura de AcerogurdanОценок пока нет
- Control de Calidad de Soldadura 222Документ35 страницControl de Calidad de Soldadura 222Vicente Mario Torres HuarayaОценок пока нет
- Cintac - INSTADECK CALCULOДокумент34 страницыCintac - INSTADECK CALCULOEL_YAYOОценок пока нет
- 20 TPI - Sistema de Calificacion y Manejo de Aceros Inoxidables Ricos en Silice PDFДокумент33 страницы20 TPI - Sistema de Calificacion y Manejo de Aceros Inoxidables Ricos en Silice PDFjavoidea696526Оценок пока нет
- Catalogue CoroKey SANDIVIK 2010Документ208 страницCatalogue CoroKey SANDIVIK 201004104647623100% (1)
- 3 Juntas MonoblockДокумент22 страницы3 Juntas MonoblockÁngel DguezОценок пока нет
- Enginzone-ASME - Diseño y Construcción de Tanques de Almacenamiento Según API 650Документ2 страницыEnginzone-ASME - Diseño y Construcción de Tanques de Almacenamiento Según API 650Leon HernandezОценок пока нет
- IMCO-CR1027653-PRC-1010 - Procedimiento de Fabricación de EstructurasДокумент11 страницIMCO-CR1027653-PRC-1010 - Procedimiento de Fabricación de EstructurasmecanicquiqueОценок пока нет
- Tipos de Perfiles Conformados en Frio y Caliente BoliviaДокумент7 страницTipos de Perfiles Conformados en Frio y Caliente BoliviaLesliRubiBarredaQuisbertОценок пока нет
- Folleto Escaleras y PasamanosДокумент5 страницFolleto Escaleras y PasamanosRoro CAОценок пока нет
- Punto de Rescate N°3Документ22 страницыPunto de Rescate N°3MarlonDinasОценок пока нет
- Valvulas Tipo BolaДокумент3 страницыValvulas Tipo BolaErickson AmpueroОценок пока нет
- Instructivo Soldadura PDFДокумент12 страницInstructivo Soldadura PDFeduard del realОценок пока нет
- Acero de Refuerzo PDFДокумент4 страницыAcero de Refuerzo PDFManuelОценок пока нет
- Soldadura TicДокумент5 страницSoldadura TicErickОценок пока нет
- 152 Hardox 500 MX Ficha TecnicaДокумент2 страницы152 Hardox 500 MX Ficha Tecnicazen264Оценок пока нет
- COVENIN 0803-1989 Aceros Definiciones ClasificacionesДокумент13 страницCOVENIN 0803-1989 Aceros Definiciones ClasificacionesHernandez PaolaОценок пока нет
- BANTRAB XELA 20220123 - Plano - E-6 - PLANTA DE ESTRUCTURA DEL TECHO, NIVEL +12-82 Y DETALLESДокумент1 страницаBANTRAB XELA 20220123 - Plano - E-6 - PLANTA DE ESTRUCTURA DEL TECHO, NIVEL +12-82 Y DETALLESchaly37Оценок пока нет
- Diagrama Hombre - MáquinaДокумент13 страницDiagrama Hombre - MáquinaTatiana HolguinОценок пока нет
- Resistencia Mecánica MaterialesДокумент2 страницыResistencia Mecánica MaterialesPresupuestos FHОценок пока нет
- Informe Final Mantenimiento Ambientes IgpnpДокумент24 страницыInforme Final Mantenimiento Ambientes IgpnpJucef MoisesОценок пока нет
- Mccu Mccu-221 FormatoalumnotrabajofinalДокумент8 страницMccu Mccu-221 FormatoalumnotrabajofinalEver Ascate Burgos100% (1)
- Equivalencias Aproximada Entre Normas - Aceros URSSAДокумент15 страницEquivalencias Aproximada Entre Normas - Aceros URSSAFelipe VasquezОценок пока нет
- Aleaciones Ferrosas PDFДокумент28 страницAleaciones Ferrosas PDFJathinson MenesesОценок пока нет
- Cotizacion AccesoriosДокумент4 страницыCotizacion Accesoriosximena hernandez martinezОценок пока нет
- Rendimiento de SoldaduraДокумент7 страницRendimiento de SoldaduraMiguel GarciaОценок пока нет
- HIASA CsДокумент2 страницыHIASA CsCarlotaGomesОценок пока нет
- Memoria Descriptiva CatapallaДокумент10 страницMemoria Descriptiva CatapallaEsau Cabanillas CristobalОценок пока нет
- Perfiles de AceroДокумент7 страницPerfiles de Acerovalentina coloma reyesОценок пока нет
- Erick Ruben Ramirez Simancas - Soldador 1A 13 06 2022Документ58 страницErick Ruben Ramirez Simancas - Soldador 1A 13 06 2022Salvador Balanta MonterrosaОценок пока нет
- IRAM 4133: Acero para Construcciones MecanicasДокумент4 страницыIRAM 4133: Acero para Construcciones MecanicasEdsonIvan0% (1)
- METRADOДокумент34 страницыMETRADOCarlos Luis Chuman VillalobosОценок пока нет
- Prensaestopas Atex Delvalle Es 1.21Документ20 страницPrensaestopas Atex Delvalle Es 1.21josluguilОценок пока нет
- Union de Desmontaje AutoportanteДокумент2 страницыUnion de Desmontaje Autoportantelalo111095Оценок пока нет
- Cisold - Api - 1104 - WPS-PQR-WPQДокумент44 страницыCisold - Api - 1104 - WPS-PQR-WPQDan Carrasco100% (2)
- Primer Informe Lab Diseño1Документ4 страницыPrimer Informe Lab Diseño1wilson gallorОценок пока нет
- Plano - ES05 - Estructuras JardinerasДокумент1 страницаPlano - ES05 - Estructuras JardinerasEdgar Paredes100% (1)
- Espesor Tuberías en Acero Al Carbono Según ASME B36Документ5 страницEspesor Tuberías en Acero Al Carbono Según ASME B36Milthon MartinezОценок пока нет