Вам также может понравиться
- UF1181 - Maduración y envasado de quesosОт EverandUF1181 - Maduración y envasado de quesosРейтинг: 5 из 5 звезд5/5 (1)
- Elaboracion de YogurtДокумент5 страницElaboracion de Yogurtstev1990Оценок пока нет
- YogurДокумент4 страницыYogurJuany Jose Hun CaballeroОценок пока нет
- Elaboracion de YogurtДокумент4 страницыElaboracion de Yogurtodraude2003Оценок пока нет
- Tarea 4 - Analisis - Problemas de Densidad PDFДокумент4 страницыTarea 4 - Analisis - Problemas de Densidad PDFKeyla Liliana Perales AvilesОценок пока нет
- 2do Informe de Analisis - Refractometria - TerminadoДокумент8 страниц2do Informe de Analisis - Refractometria - TerminadoKevy ValkiriaОценок пока нет
- Práctica N2. Procesamiento Mínimo de Frutas y Hortalizas León Martell Ramirez Rosales ZoteloДокумент37 страницPráctica N2. Procesamiento Mínimo de Frutas y Hortalizas León Martell Ramirez Rosales ZoteloHarold RosalesОценок пока нет
- (Zhou 2014) Bakery Products Science and Technology-78-81.en - Es PDFДокумент8 страниц(Zhou 2014) Bakery Products Science and Technology-78-81.en - Es PDFAlejandro Valdivia OrtegaОценок пока нет
- Informe ConservasДокумент6 страницInforme ConservasBetsyMartiteguiQuirozОценок пока нет
- Mango MPДокумент7 страницMango MPCristhian FernandezОценок пока нет
- Automatización en El Embalaje y Envasado de AlimentosДокумент3 страницыAutomatización en El Embalaje y Envasado de AlimentosAnonymous f4G85gSMОценок пока нет
- Equiupos de Transportes de Gases y Vapores Utilizados en La Industria AlimentariaДокумент5 страницEquiupos de Transportes de Gases y Vapores Utilizados en La Industria Alimentarialuis angelОценок пока нет
- Practica Balance de Masa 1Документ2 страницыPractica Balance de Masa 1Campos OscarОценок пока нет
- Tecno III Expo Final OlivaresДокумент14 страницTecno III Expo Final OlivaresJenniferOlivaresОценок пока нет
- PRACTICA #4 Proceso y Cinetica de MalteadoДокумент3 страницыPRACTICA #4 Proceso y Cinetica de MalteadoGina JibajaОценок пока нет
- Microbiología de La CarneДокумент22 страницыMicrobiología de La Carnealejandra suclupe querebalúОценок пока нет
- Práctica 05 Mermelada de Tecnologia AgroindustrialДокумент18 страницPráctica 05 Mermelada de Tecnologia AgroindustrialRos Mery QuispeОценок пока нет
- Molienda de Granos de Cereal CuestionarioДокумент3 страницыMolienda de Granos de Cereal CuestionarioCristhianОценок пока нет
- Informe 11. AutoclavesДокумент11 страницInforme 11. AutoclavesJavier Palermo Maita NoelОценок пока нет
- Practica de CafeДокумент22 страницыPractica de Cafemaikol rodriguezОценок пока нет
- Efectos de Los Tipos de Lesiones Sobre La Calidad de Frutas y HortalizasДокумент20 страницEfectos de Los Tipos de Lesiones Sobre La Calidad de Frutas y HortalizasMaylizitaОценок пока нет
- Practica #1 InformeДокумент13 страницPractica #1 InformeAnonymous SBVHzcQqyОценок пока нет
- Equipo de Evaporación de Alimentos (1) .En - EsДокумент31 страницаEquipo de Evaporación de Alimentos (1) .En - EsDomenica PozoОценок пока нет
- Guía Práctica 3-Congelación AlimentosДокумент5 страницGuía Práctica 3-Congelación AlimentosRodriErick AnahuaОценок пока нет
- Reduccion de TamañoДокумент18 страницReduccion de TamañoMilishyta K-popОценок пока нет
- Elaboracion de La MantequillaДокумент27 страницElaboracion de La MantequillaRhucliana P-cОценок пока нет
- Escaldado Del Tomate de Arbol PDFДокумент7 страницEscaldado Del Tomate de Arbol PDFclaudia tejadaОценок пока нет
- Diagrama de Flujo Simple de Propagacion de Cultivos MesofilosДокумент1 страницаDiagrama de Flujo Simple de Propagacion de Cultivos MesofilosDiego fernando Cordoba muñoz100% (1)
- Aplicación en La IndustriaДокумент10 страницAplicación en La IndustriaAnel MamaniОценок пока нет
- Calculo Del Área Del Almacén de Materia PrimaДокумент2 страницыCalculo Del Área Del Almacén de Materia PrimaLeonela SAОценок пока нет
- Elaboración de Conservas A PH de 4Документ12 страницElaboración de Conservas A PH de 4Carlos Abdías Luis VillanuevaОценок пока нет
- Determinación de Temperatura Vitreo PDFДокумент7 страницDeterminación de Temperatura Vitreo PDFRosalia JavierОценок пока нет
- Matriz en BebidasДокумент4 страницыMatriz en BebidasTony S. Fuentes MeztasОценок пока нет
- Informe de CañihuaДокумент8 страницInforme de CañihuaAlexander TipoОценок пока нет
- Velocidad de EnfriamientoДокумент8 страницVelocidad de EnfriamientoJhonatanCalderonRozalesОценок пока нет
- Informe Prueba TriangularДокумент9 страницInforme Prueba TriangularJorge Garcia QuezadaОценок пока нет
- ANEXOS Encurtido de ZanahoriaДокумент5 страницANEXOS Encurtido de ZanahoriaJoiss ChirinosОценок пока нет
- Deshidratación de La ManzanaДокумент7 страницDeshidratación de La ManzanaCarmen AyalaОценок пока нет
- Trabajo Final EmpaquesДокумент18 страницTrabajo Final EmpaquesbrahianОценок пока нет
- Desordenes FisiologicosДокумент12 страницDesordenes FisiologicosAntonio PazОценок пока нет
- Manejo-Postcosecha-de-Frutas-y-Hortalizas - Completo QuispeДокумент25 страницManejo-Postcosecha-de-Frutas-y-Hortalizas - Completo QuispeSilvia GarcíaОценок пока нет
- Harina de PlatanoДокумент8 страницHarina de PlatanoVanessa Paulino GarciaОценок пока нет
- Balance de Materia Del Nectar de CoconaДокумент1 страницаBalance de Materia Del Nectar de CoconaJesus AliagaОценок пока нет
- Efecto de La Concentración de Soluto en La Deshidratación Osmótica Del Aguaymanto-1Документ7 страницEfecto de La Concentración de Soluto en La Deshidratación Osmótica Del Aguaymanto-1Betty Acero ChoqueОценок пока нет
- CONCLUSIONES-7 SemillasДокумент4 страницыCONCLUSIONES-7 SemillasANAHI AUQUI AROTOMAОценок пока нет
- Programa Analítico Procesamiento de Productos Cárnicos y Pesqueros2Документ10 страницPrograma Analítico Procesamiento de Productos Cárnicos y Pesqueros2CesarPercyNavarroОценок пока нет
- EdulcorantesДокумент27 страницEdulcorantesSoo mi .NG100% (1)
- Pogramacion Lineal Aplicado A La Elaboracion de NectaresДокумент24 страницыPogramacion Lineal Aplicado A La Elaboracion de NectaresBernardino Vargas AguilarОценок пока нет
- Cuestionario HidrocoloidesДокумент5 страницCuestionario HidrocoloidesAraceli López de JesúsОценок пока нет
- Poryecto Galletas de SoyaДокумент7 страницPoryecto Galletas de SoyaGerson BJ Risco OrbegosoОценок пока нет
- Informe 5 GalletaДокумент5 страницInforme 5 GalletaBetty Acero ChoqueОценок пока нет
- PRACTICAcongelacionДокумент6 страницPRACTICAcongelacionDiego Armando Quevedo LuquinОценок пока нет
- Ing.1 Informe 22Документ10 страницIng.1 Informe 22MaylizitaОценок пока нет
- Kelly CircuitosДокумент10 страницKelly CircuitosAnonymous jQqNAJОценок пока нет
- Defectos de Los Productos Que Pueden Pesentar Los Alimentos de IV GamaДокумент1 страницаDefectos de Los Productos Que Pueden Pesentar Los Alimentos de IV GamaTania C. SagasteguiОценок пока нет
- Resultados de La Práctica N°03-FisicoquímicaДокумент4 страницыResultados de La Práctica N°03-FisicoquímicaMathiuk HinostrozaОценок пока нет
- Planta Procesadora de YogurtДокумент7 страницPlanta Procesadora de YogurtWendy ArapeОценок пока нет
- ACTIVIDAD de APRENDIZAJE Leches Fermentadas (Yogurt) Semana 3Документ3 страницыACTIVIDAD de APRENDIZAJE Leches Fermentadas (Yogurt) Semana 3walteranillo0% (1)
- Yogurt ResumenДокумент5 страницYogurt ResumenEnya Vives BntzОценок пока нет
- Proceso Productivo Del Yogurt AgroindustriaДокумент5 страницProceso Productivo Del Yogurt AgroindustriaClaudia RivollierОценок пока нет
- Arte Urbano 2016Документ8 страницArte Urbano 2016Ortiz WilliamОценок пока нет
- Guia de Trabajo Fisica 10 No. 5.Документ2 страницыGuia de Trabajo Fisica 10 No. 5.felipeОценок пока нет
- Mascara de Gato CompletaДокумент12 страницMascara de Gato CompletaHarry Haller78% (60)
- 738 Prorroga de Emergencia Sanitaria Por El Nuevo Coronavirus COVID-19 Declara Medianre Resolion 385 de 2020Документ7 страниц738 Prorroga de Emergencia Sanitaria Por El Nuevo Coronavirus COVID-19 Declara Medianre Resolion 385 de 2020BRALLAN FERNANDO OSORIO CARRASCOОценок пока нет
- Mapa Mental Hitos Del Conflicto GA1 240201526 AA5 EV01Документ1 страницаMapa Mental Hitos Del Conflicto GA1 240201526 AA5 EV01Ortiz WilliamОценок пока нет
- Mascara de Puma PDFДокумент11 страницMascara de Puma PDFOrtiz William100% (2)
- Guía de Trabajo Física 10 No. 8 Caída LibreДокумент2 страницыGuía de Trabajo Física 10 No. 8 Caída LibreXavi Silva0% (2)
- Entregables 8°2Документ1 страницаEntregables 8°2Ortiz WilliamОценок пока нет
- Ape Maria Ligia CastrilloДокумент1 страницаApe Maria Ligia CastrilloIvan DazaОценок пока нет
- Actividad Ga1-240201526-Aa6-Ev01Документ5 страницActividad Ga1-240201526-Aa6-Ev01Nina palisОценок пока нет
- Guia 2 Artistica Grado 8Документ11 страницGuia 2 Artistica Grado 8Ortiz William100% (1)
- 7 Pasos para Hacer Un Render ArquitectónicoДокумент2 страницы7 Pasos para Hacer Un Render ArquitectónicoOrtiz WilliamОценок пока нет
- Guia Taller Matemáticas Clei V p2 NocturnoДокумент11 страницGuia Taller Matemáticas Clei V p2 NocturnoOrtiz WilliamОценок пока нет
- Pan de Queso Colombiano - My Colombian RecipesДокумент2 страницыPan de Queso Colombiano - My Colombian RecipesOrtiz WilliamОценок пока нет
- Guía Taller 3 Funciones Trigonométricas CLEI VДокумент7 страницGuía Taller 3 Funciones Trigonométricas CLEI VOrtiz WilliamОценок пока нет
- Formación de Educadores 2021Документ6 страницFormación de Educadores 2021Ortiz WilliamОценок пока нет
- Consumo y Calidad Documento1Документ3 страницыConsumo y Calidad Documento1Ortiz WilliamОценок пока нет
- Taller 4 Clei 5Документ3 страницыTaller 4 Clei 5Ortiz WilliamОценок пока нет
- Guía Taller 6 Teorema de Pitagoras G9°Документ11 страницGuía Taller 6 Teorema de Pitagoras G9°Ortiz WilliamОценок пока нет
- DesafioДокумент15 страницDesafioRafaelMelo-GonzálezОценок пока нет
- Formato RaeДокумент5 страницFormato RaeOrtiz WilliamОценок пока нет
- Taller 3 Clei 5Документ4 страницыTaller 3 Clei 5Ortiz WilliamОценок пока нет
- Manual Del Usuario B50-45 PDFДокумент54 страницыManual Del Usuario B50-45 PDFnacional007Оценок пока нет
- Guia de Seguridad y Condiciones Ambientales B50-45Документ50 страницGuia de Seguridad y Condiciones Ambientales B50-45giseduranconde77Оценок пока нет
- Decreto 1017 Del 06 de Junio de 2019Документ8 страницDecreto 1017 Del 06 de Junio de 2019Ortiz WilliamОценок пока нет
- Anlly Dahiana ALcalde Final-Model2 PDFДокумент1 страницаAnlly Dahiana ALcalde Final-Model2 PDFOrtiz WilliamОценок пока нет
- Proyecto Ajedrez IntegradorДокумент11 страницProyecto Ajedrez IntegradorOrtiz WilliamОценок пока нет
- Educacion InicialДокумент147 страницEducacion InicialIvan Fernando Moyano Mesa100% (2)
- Taller Sobre La Linea RectaДокумент10 страницTaller Sobre La Linea RectaSandy StefannyОценок пока нет
- Dic 2Документ58 страницDic 2Juan FcoОценок пока нет
- Catalogo Cribadoras ClipperДокумент9 страницCatalogo Cribadoras ClipperFranklin Elard Zapana YucraОценок пока нет
- SECUENCIA 3 - Levantarse Estudiar y DivertirseДокумент16 страницSECUENCIA 3 - Levantarse Estudiar y DivertirsenadegeОценок пока нет
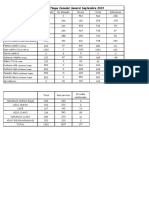
- Inventario Loza y Equipo Menor Septiembre 2019Документ2 страницыInventario Loza y Equipo Menor Septiembre 2019Ignacio Gómez CОценок пока нет
- 80 Maneras de Ahorrar Mucho Dinero Una Guia Completa para Ahorrar Dinero y Aumentar Sus Ingresos (Lo Mismo Educación... (Oliveira, Rodrigo (Oliveira, Rodrigo) )Документ27 страниц80 Maneras de Ahorrar Mucho Dinero Una Guia Completa para Ahorrar Dinero y Aumentar Sus Ingresos (Lo Mismo Educación... (Oliveira, Rodrigo (Oliveira, Rodrigo) )Xpartano WarriorОценок пока нет
- Amtu U2 Ea JorcДокумент6 страницAmtu U2 Ea JorcRicardo RubenОценок пока нет
- Aniversario de CochabambaДокумент4 страницыAniversario de CochabambaAnonymous rsIdXBVJe5Оценок пока нет
- Guia Capacitación - Tierra GaratДокумент54 страницыGuia Capacitación - Tierra Garatyoali2326100% (2)
- Bartos Lubomír. - Apuntes Léxico-Semánticos Al Español NicaragüenseДокумент17 страницBartos Lubomír. - Apuntes Léxico-Semánticos Al Español NicaragüensegaboelgaОценок пока нет
- Qué Es Una Bebida CarbonatadaДокумент2 страницыQué Es Una Bebida CarbonatadaCarlos JuarezОценок пока нет
- Papa Rellena PeruanaДокумент3 страницыPapa Rellena Peruanamacleod230286Оценок пока нет
- Alimentos Como MedicinaДокумент60 страницAlimentos Como MedicinaIrene Valls ChorquesОценок пока нет
- Diagrama de Flujo de La Elaboracion de Yogurt Natural Enriquezido Con AloeДокумент4 страницыDiagrama de Flujo de La Elaboracion de Yogurt Natural Enriquezido Con AloeMarcePulloquinga50% (2)
- Guia de Aprendizaje I. Técnico en CocinaДокумент25 страницGuia de Aprendizaje I. Técnico en Cocinabrandon HernandezОценок пока нет
- Fase 2Документ5 страницFase 2wonnieОценок пока нет
- Historia de La ReposteríaДокумент5 страницHistoria de La Reposteríaelitaocon100% (2)
- 1 Tareas Curso Contabilidad 22-02-2022Документ30 страниц1 Tareas Curso Contabilidad 22-02-2022MARIA JOSE SUAREZОценок пока нет
- Revista Del Consumidor Oxigeno 2020Документ74 страницыRevista Del Consumidor Oxigeno 2020Nacho Andrade BОценок пока нет
- Menu 18abr22Документ1 страницаMenu 18abr22A Juarez NeShОценок пока нет
- Hábitos de La Cultura FísicaДокумент5 страницHábitos de La Cultura FísicaNICOLAS AGUIRRE PACHONОценок пока нет
- 03.09.22 Producción de Peces Marinos en EspañaДокумент15 страниц03.09.22 Producción de Peces Marinos en Españalilia napuriОценок пока нет
- Triptico El Ceviche 2017Документ2 страницыTriptico El Ceviche 2017Leonarth Lion60% (30)
- Programa BB MamoncitoДокумент4 страницыPrograma BB MamoncitoluciocmОценок пока нет
- Casos Especificos en La Fijacion de PreciosДокумент4 страницыCasos Especificos en La Fijacion de Precioslanna pulgaОценок пока нет
- Microbiologia ManualMerck PDFДокумент37 страницMicrobiologia ManualMerck PDFalejandra carrilloОценок пока нет
- Tips de Nutricion DeportivaДокумент8 страницTips de Nutricion DeportivaGerencia Futbol ZonkeysОценок пока нет
- Microbiologia Industrial LibroДокумент108 страницMicrobiologia Industrial LibroSusana Pérez0% (1)
- Monografia de Las Areas Naturales Protegidas Del PeruДокумент37 страницMonografia de Las Areas Naturales Protegidas Del Perumilton clavel magiano shavitОценок пока нет
- Plan CotingenciaДокумент12 страницPlan CotingenciaDanielaОценок пока нет
- Atlas Cultural GastronomiaДокумент189 страницAtlas Cultural GastronomiaCarolina Mata100% (2)
- Cronograma Detallado Silos Metalicos CSLДокумент2 страницыCronograma Detallado Silos Metalicos CSLMarco AntonioОценок пока нет