Вам также может понравиться
- Tugas QFD - FRI-117Документ12 страницTugas QFD - FRI-117Tria AuliaОценок пока нет
- Dashboard Slides Powerpoint TemplateДокумент20 страницDashboard Slides Powerpoint TemplateSubhaОценок пока нет
- QFD Formato (Actualizado Febrero 2022Документ1 страницаQFD Formato (Actualizado Febrero 2022Carlos JaraОценок пока нет
- (1994) GDNT Self Eval Test - Level 1Документ5 страниц(1994) GDNT Self Eval Test - Level 1chez ezОценок пока нет
- 13 1A Side CWT Temp. Sett.Документ6 страниц13 1A Side CWT Temp. Sett.gajendrabanshiwal8905Оценок пока нет
- Penyiang SawahДокумент9 страницPenyiang SawahMuhammad Nur FauziОценок пока нет
- 3 MTR Drinking Water - GA Drawing - R00Документ14 страниц3 MTR Drinking Water - GA Drawing - R00Jaydeep PatelОценок пока нет
- Title: Author: Date: Notes:: Minimize ( ), Maximize ( ), or Target (X)Документ17 страницTitle: Author: Date: Notes:: Minimize ( ), Maximize ( ), or Target (X)steveduff1983Оценок пока нет
- 3 MTR Final DrawingДокумент14 страниц3 MTR Final DrawingJaydeep PatelОценок пока нет
- Die 001Документ1 страницаDie 001Raghu VenkatОценок пока нет
- Quality Function DeploymentДокумент2 страницыQuality Function DeploymenthemangppatelОценок пока нет
- Sp19-Bse-003: Project: House of Quality (Flyco Drone) Date: 4/17/2020Документ4 страницыSp19-Bse-003: Project: House of Quality (Flyco Drone) Date: 4/17/2020Hack MafiaОценок пока нет
- Game DashboardДокумент37 страницGame Dashboardnah nanonahОценок пока нет
- GantryДокумент1 страницаGantryEveraldo Amorim Dias ArantesОценок пока нет
- Pareto Chart.Документ5 страницPareto Chart.Avinash KumarОценок пока нет
- Item Quantity Name: Gear MotorДокумент1 страницаItem Quantity Name: Gear MotorNhlakaniphoОценок пока нет
- 10 1A Temp Sett.Документ6 страниц10 1A Temp Sett.gajendrabanshiwal8905Оценок пока нет
- Panasonic Refrigerator: A B C D E FДокумент1 страницаPanasonic Refrigerator: A B C D E FAllan Edward GJОценок пока нет
- Mate 232 Hoq Road RunnerДокумент17 страницMate 232 Hoq Road RunnerWilliam Henry Armstrong IVОценок пока нет
- CE Matrix - ActiveДокумент2 страницыCE Matrix - ActiveManik ChowdharyОценок пока нет
- Sample Wire Inspection - CombinedДокумент2 страницыSample Wire Inspection - CombinedΒΑΣΙΛΕΙΟΣ ΜΑΡΑΖΙΩΤΗΣОценок пока нет
- Combi LRДокумент2 страницыCombi LRTomaszОценок пока нет
- Catalogo General de Fresado (MKT11 ED01 REV01 - 11) PDFДокумент96 страницCatalogo General de Fresado (MKT11 ED01 REV01 - 11) PDFLeonardo OlivaresОценок пока нет
- 1.clamp Arm: Clamp Mini Bench ViseДокумент10 страниц1.clamp Arm: Clamp Mini Bench VisexnumericallyОценок пока нет
- Casa de La Calidad QFD Des - CaféДокумент33 страницыCasa de La Calidad QFD Des - CaféRafael CórdobaОценок пока нет
- Sod MatrixДокумент9 страницSod Matrixrishi_rajarshiОценок пока нет
- Fire Suppression System Location Layout (List QTY) - ESS101Документ10 страницFire Suppression System Location Layout (List QTY) - ESS101sandeepОценок пока нет
- Esc-Ecomat Service Check: Key To DrawingДокумент2 страницыEsc-Ecomat Service Check: Key To DrawingЛеонид БеркоОценок пока нет
- Welding Inspection Report NEWДокумент2 страницыWelding Inspection Report NEWtrinhminhkhoa100% (1)
- Ec 480dl Ec 330blc Ec 210blcДокумент9 страницEc 480dl Ec 330blc Ec 210blcPercyLeonОценок пока нет
- Umbrella ExplodedДокумент1 страницаUmbrella ExplodedTom ReitsmaОценок пока нет
- Título: Autor: Fecha: Notas:: Minimizar ( ), Maximizar ( ), o Target (X)Документ17 страницTítulo: Autor: Fecha: Notas:: Minimizar ( ), Maximizar ( ), o Target (X)POlett FloRezОценок пока нет
- 17052023-Layout DB Wing 01 RДокумент78 страниц17052023-Layout DB Wing 01 RSann SeyhaОценок пока нет
- Hypermesh ChecklistДокумент2 страницыHypermesh Checklistvdmoorthy123Оценок пока нет
- Body 1-6Документ1 страницаBody 1-6deepak kumarОценок пока нет
- Current Status of Injection Mold Red Box (Job # 33786-B)Документ3 страницыCurrent Status of Injection Mold Red Box (Job # 33786-B)Ryder bailОценок пока нет
- Hoq A22#Документ9 страницHoq A22#Md Sabbir HossainОценок пока нет
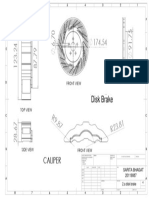
- 2a Disc BrakeДокумент1 страница2a Disc BrakeSarita BhagatОценок пока нет
- Thyssenkrupppolysius: Axial Eccentricity of TyreДокумент2 страницыThyssenkrupppolysius: Axial Eccentricity of TyreFernando AguilarОценок пока нет
- Economics Elasticity NotesДокумент5 страницEconomics Elasticity NotesAvi FinkelsteinОценок пока нет
- Limits, Alternatives, and Choices: Business Economics MBA Executive Program, Lahore School of EconomicsДокумент25 страницLimits, Alternatives, and Choices: Business Economics MBA Executive Program, Lahore School of Economicsarmaghan.ansariОценок пока нет
- Job Information: Job No Sheet No RevДокумент6 страницJob Information: Job No Sheet No RevM FaizОценок пока нет
- MECH539 - MeshSetupandResultsSheet 2Документ36 страницMECH539 - MeshSetupandResultsSheet 2cebaneugeniu1Оценок пока нет
- PRP004165 01 12A 102 - Rev 00Документ8 страницPRP004165 01 12A 102 - Rev 00Khent Alfred DerechoОценок пока нет
- Drawing 13Документ1 страницаDrawing 13Seth WhittingtonОценок пока нет
- Cswip Visual Inspection Pipe Report: & Thickness - DateДокумент4 страницыCswip Visual Inspection Pipe Report: & Thickness - DateNiranjan khatuaОценок пока нет
- Example Pipe ReportДокумент4 страницыExample Pipe ReportYusuf BagewadiОценок пока нет
- Low VoltageДокумент3 страницыLow VoltageAhmad irsyalОценок пока нет
- Undercarriage Measurement Appraisal FormДокумент2 страницыUndercarriage Measurement Appraisal FormFrancisco AlmeidaОценок пока нет
- Planos ArchivoДокумент11 страницPlanos ArchivoJesus RicherОценок пока нет
- Quality Function DeploymentДокумент2 страницыQuality Function DeploymentMohammed alneyadiОценок пока нет
- Erosolve Flashing - Customer Presentation - V1Документ27 страницErosolve Flashing - Customer Presentation - V1Nyoman RakaОценок пока нет
- Matriz Sod PDF FreeДокумент3 страницыMatriz Sod PDF Freeviniciusbaleeiro.mosОценок пока нет
- Grena Flergangstenger Og KlipsДокумент16 страницGrena Flergangstenger Og KlipsIon HortolomeiОценок пока нет
- Bevel GearДокумент1 страницаBevel Gearahmad rifaiОценок пока нет
- House of Quality Template by FilestageДокумент8 страницHouse of Quality Template by FilestageMusniatyОценок пока нет
- TC Tie Back Staad Pro AnalysisДокумент13 страницTC Tie Back Staad Pro AnalysisyipchenghongОценок пока нет
- Coating Types and FunctionsДокумент2 страницыCoating Types and FunctionsRaheel Neo AhmadОценок пока нет
- Material Composition and Hardness Test of Scrapper ShaftДокумент1 страницаMaterial Composition and Hardness Test of Scrapper ShaftRaheel Neo AhmadОценок пока нет
- Raheel Ahmad Mechanical Engineer Cover Letter For Saudi AramcoДокумент1 страницаRaheel Ahmad Mechanical Engineer Cover Letter For Saudi AramcoRaheel Neo AhmadОценок пока нет
- Numerical Control Volume MillingДокумент18 страницNumerical Control Volume MillingRaheel Neo AhmadОценок пока нет
- Raheel Ahmad Mechanical Engineer Cover Letter For MOTT MCDONALДокумент1 страницаRaheel Ahmad Mechanical Engineer Cover Letter For MOTT MCDONALRaheel Neo AhmadОценок пока нет
- Itinerary DMK CNX 24-01-2024 22204051223Документ2 страницыItinerary DMK CNX 24-01-2024 22204051223Raheel Neo AhmadОценок пока нет
- Low Head Hydropower TurbineДокумент100 страницLow Head Hydropower Turbineshahid aliОценок пока нет
- Man Power Status - Mechanical Works 8-8-2019Документ2 страницыMan Power Status - Mechanical Works 8-8-2019Raheel Neo AhmadОценок пока нет
- New Microsoft Excel WorksheetДокумент4 страницыNew Microsoft Excel WorksheetRaheel Neo AhmadОценок пока нет
- Curvature Height Reference SheetДокумент4 страницыCurvature Height Reference SheetRaheel Neo AhmadОценок пока нет
- Application For Non Objection Certificate For PassportДокумент2 страницыApplication For Non Objection Certificate For PassportSyedFawadShahОценок пока нет
- Aztec p6 Meb DinДокумент3 страницыAztec p6 Meb DinRaheel Neo AhmadОценок пока нет
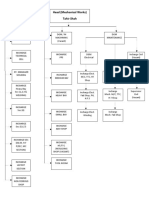
- Head (Mechanical Works) Tahir Shah: Manager FabricationДокумент1 страницаHead (Mechanical Works) Tahir Shah: Manager FabricationRaheel Neo AhmadОценок пока нет
- ApplicationДокумент1 страницаApplicationRaheel Neo AhmadОценок пока нет
- Convocation Registration FormДокумент1 страницаConvocation Registration FormRaheel Neo AhmadОценок пока нет
- Notice Inviting Tenders/Bids: NFC Institute of Engineering & Fertilizer Research, FaisalabadДокумент1 страницаNotice Inviting Tenders/Bids: NFC Institute of Engineering & Fertilizer Research, FaisalabadRaheel Neo AhmadОценок пока нет
- 03 Letter Asking For Reimbursement For Unlawful DeductionsДокумент2 страницы03 Letter Asking For Reimbursement For Unlawful DeductionsNadeem JavedОценок пока нет
- Generate Certificate 1629651447754Документ1 страницаGenerate Certificate 1629651447754Raheel Neo AhmadОценок пока нет
- Bs Flange PDFДокумент7 страницBs Flange PDFPelin RoxanaОценок пока нет
- Panaflex in Word FormatДокумент12 страницPanaflex in Word FormatRaheel Neo AhmadОценок пока нет
- Coversam 4mg/5mg Tablets Coversam 4mg/10mg Tablets Coversam 8mg/5mg Tablets Coversam 8mg/10mg TabletsДокумент2 страницыCoversam 4mg/5mg Tablets Coversam 4mg/10mg Tablets Coversam 8mg/5mg Tablets Coversam 8mg/10mg TabletsRaheel Neo AhmadОценок пока нет
- HTD Dim Ub MetДокумент2 страницыHTD Dim Ub MetDhanrajKumbhareОценок пока нет
- Anchr Bolt RefДокумент9 страницAnchr Bolt ReferleosОценок пока нет
- MachinesДокумент8 страницMachinesRaheel Neo AhmadОценок пока нет
- 1transcript Request Form NEW CUSTДокумент1 страница1transcript Request Form NEW CUSTRaheel Neo AhmadОценок пока нет
- Spek UboltДокумент2 страницыSpek UboltRafiazis75Оценок пока нет
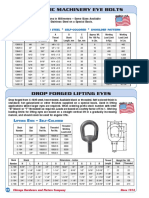
- Metric Machinery Eye Bolts: Forged Carbon Steel Self Colored Shoulder PatternДокумент1 страницаMetric Machinery Eye Bolts: Forged Carbon Steel Self Colored Shoulder PatternRaheel Neo AhmadОценок пока нет
- Anchr Bolt RefДокумент9 страницAnchr Bolt ReferleosОценок пока нет
- Undertaking For Lost CardДокумент1 страницаUndertaking For Lost CardRaheel Neo AhmadОценок пока нет
- HTD Dim Ub MetДокумент2 страницыHTD Dim Ub MetDhanrajKumbhareОценок пока нет
- Lecture 3 Notes 3 Strengthening MechanismДокумент89 страницLecture 3 Notes 3 Strengthening Mechanismrony16novОценок пока нет
- Slipform Paver SP 150 / SP 250 / SP 500Документ33 страницыSlipform Paver SP 150 / SP 250 / SP 500Edwin YucraОценок пока нет
- Bill of Materials PDFДокумент5 страницBill of Materials PDFCasper GrayОценок пока нет
- UK National Annex To EC2 - 1-1Документ26 страницUK National Annex To EC2 - 1-1David midland100% (1)
- Quonset Hut Product Steel MasterДокумент8 страницQuonset Hut Product Steel Masterhedi.chaouch007Оценок пока нет
- A Complete HandBook For Metal Die CastingДокумент37 страницA Complete HandBook For Metal Die CastingSuhas KrishnaОценок пока нет
- Strato Catalog E3 20190329Документ16 страницStrato Catalog E3 20190329Gabriel LimОценок пока нет
- The Mueller No-Blo Line Stopping SystemДокумент4 страницыThe Mueller No-Blo Line Stopping SystemLuis Durán MirandaОценок пока нет
- MetaStar 501Документ1 страницаMetaStar 501patavioОценок пока нет
- Mantech Tie 6122 Assignment Bouquet Oct 2019 PDFДокумент4 страницыMantech Tie 6122 Assignment Bouquet Oct 2019 PDFNativity MabasaОценок пока нет
- Purton SS 23052019Документ319 страницPurton SS 23052019nvnagarajuОценок пока нет
- CatalougeДокумент21 страницаCatalougea_zf2001100% (2)
- 304 Stainless Steel Technical Data SheetДокумент4 страницы304 Stainless Steel Technical Data SheetMani KannaОценок пока нет
- AGGREGATESДокумент32 страницыAGGREGATESgexОценок пока нет
- Pipeline Pigs What Is A Pipeline Pig?Документ11 страницPipeline Pigs What Is A Pipeline Pig?Vicente GLОценок пока нет
- FRC Structural Applications and StandardsДокумент4 страницыFRC Structural Applications and StandardsP NetworkОценок пока нет
- Flyover FormworkДокумент13 страницFlyover FormworkvrushankshahОценок пока нет
- IP0275 Ceilcote 232-282 Flakeline - US - LRДокумент2 страницыIP0275 Ceilcote 232-282 Flakeline - US - LRchusnadiantyОценок пока нет
- SAC SINGLAS Accreditation Schedule 15 Apr 10Документ5 страницSAC SINGLAS Accreditation Schedule 15 Apr 10clintjtuckerОценок пока нет
- Approved Civil Material VendorsДокумент14 страницApproved Civil Material VendorsOmer SyedОценок пока нет
- Surface Weld Discontinuities and Embedded Weld DiscontinuitiesДокумент4 страницыSurface Weld Discontinuities and Embedded Weld DiscontinuitiessboergertОценок пока нет
- Requerimientos ABS Pruebas MecanicasДокумент7 страницRequerimientos ABS Pruebas MecanicasGilberto ZamudioОценок пока нет
- Ep15cb Pcceg-J22c0-21 Cat Chassis (Ep10-18cb) 10 Body & Chassis Frame 700 Control System 10-700-03 001350-02 Controller Assy, Main Controller, Main TRVДокумент2 страницыEp15cb Pcceg-J22c0-21 Cat Chassis (Ep10-18cb) 10 Body & Chassis Frame 700 Control System 10-700-03 001350-02 Controller Assy, Main Controller, Main TRVirsan pratama putraОценок пока нет
- Grade BeamДокумент5 страницGrade BeamAbdul WahabОценок пока нет
- Frosio Insulation NotesДокумент41 страницаFrosio Insulation NotesJANVI KRISHОценок пока нет
- Flipped Class 8 MaterialsДокумент75 страницFlipped Class 8 MaterialsMonash MongerОценок пока нет
- Masonry Works Presentation (Autosaved)Документ15 страницMasonry Works Presentation (Autosaved)Yhancie Mae TorresОценок пока нет
- AACSR and Earth WireДокумент3 страницыAACSR and Earth Wireanamulk_1100% (1)
- EN47100Документ2 страницыEN47100tsonjayaОценок пока нет
- Seminar 1 - Stainless Steel and Its ApplicationsДокумент105 страницSeminar 1 - Stainless Steel and Its ApplicationspripramadaОценок пока нет