Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Violin LessonsДокумент66 страницViolin LessonsKurt DuranОценок пока нет
- Introduction To Numerical Methods in Chemical Engineering. Pradeep Ahuja. PHI Learning, India, 2010Документ299 страницIntroduction To Numerical Methods in Chemical Engineering. Pradeep Ahuja. PHI Learning, India, 2010Anonymous 8mxTh1m60% (5)
- Physical PHarmacyДокумент5 страницPhysical PHarmacyGenerator RaxОценок пока нет
- Chemistry Transition Guide Containing Worksheets, Examiner Reports, Exam Practice EtcДокумент90 страницChemistry Transition Guide Containing Worksheets, Examiner Reports, Exam Practice EtcGazar100% (1)
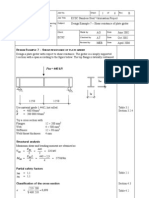
- Design Manual For Structural Stainless Steel Design Example 7 enДокумент6 страницDesign Manual For Structural Stainless Steel Design Example 7 enAl7amdlellah100% (1)
- Multi Phase Solvers of OpenFOAM With Governing EquationsДокумент8 страницMulti Phase Solvers of OpenFOAM With Governing EquationsSouresh PalОценок пока нет
- Credit Card Bill Payments Rs 130.38 IndusIndДокумент1 страницаCredit Card Bill Payments Rs 130.38 IndusIndPriyanka VermaОценок пока нет
- Learning Licence E-ReceiptДокумент1 страницаLearning Licence E-ReceiptPriyanka VermaОценок пока нет
- A Summary of Essential Differences Between EC2 and BS8110 Code (2014 10 07)Документ43 страницыA Summary of Essential Differences Between EC2 and BS8110 Code (2014 10 07)tun20000Оценок пока нет
- Provisional Receipt 2019 20 IДокумент1 страницаProvisional Receipt 2019 20 IPriyanka VermaОценок пока нет
- GST Invoice Format No. 37Документ1 страницаGST Invoice Format No. 37Priyanka VermaОценок пока нет
- Payment History Redirect UrlДокумент1 страницаPayment History Redirect UrlPriyanka VermaОценок пока нет
- Taxiway and Exit Taxiway DesignДокумент5 страницTaxiway and Exit Taxiway DesignPriyanka VermaОценок пока нет
- Form 2 (See Rules 10, 14, 17 and 18)Документ6 страницForm 2 (See Rules 10, 14, 17 and 18)Priyanka VermaОценок пока нет
- Indian Institute of Technology Kanpur Dean of Students' Affairs OfficeДокумент1 страницаIndian Institute of Technology Kanpur Dean of Students' Affairs OfficePriyanka VermaОценок пока нет
- Credit MatrixДокумент1 страницаCredit MatrixPriyanka VermaОценок пока нет
- Provisional Appointment For Learner Licence Test: Vibhanshu Verma Brij Mohan Verma Sri/Smt/Ku Sri/Smt/KumДокумент1 страницаProvisional Appointment For Learner Licence Test: Vibhanshu Verma Brij Mohan Verma Sri/Smt/Ku Sri/Smt/KumPriyanka VermaОценок пока нет
- SBI Card - Paynet Rs 4534Документ2 страницыSBI Card - Paynet Rs 4534Priyanka VermaОценок пока нет
- Additively Manufactured Hierarchical Stainless Steels With High Strength and DuctilityДокумент11 страницAdditively Manufactured Hierarchical Stainless Steels With High Strength and DuctilityPriyanka VermaОценок пока нет
- Provisional Appointment For Driving Skill Test: Vibhanshu Verma Brij Mohan Verma Sri/Smt/KumДокумент1 страницаProvisional Appointment For Driving Skill Test: Vibhanshu Verma Brij Mohan Verma Sri/Smt/KumPriyanka VermaОценок пока нет
- IGNOU Online AdmissionДокумент1 страницаIGNOU Online AdmissionPriyanka VermaОценок пока нет
- AvailableДокумент1 страницаAvailablePriyanka VermaОценок пока нет
- Ignou Online Admission Form SubmissionДокумент1 страницаIgnou Online Admission Form SubmissionPriyanka VermaОценок пока нет
- Vodafone Payment Receipt ES182956664221852 July 19Документ1 страницаVodafone Payment Receipt ES182956664221852 July 19Priyanka VermaОценок пока нет
- 6 1Документ9 страниц6 1Shiu Ping WongОценок пока нет
- Finite Element ExercisesДокумент2 страницыFinite Element ExercisesjacobessОценок пока нет
- HEPA Filter Testing PDFДокумент10 страницHEPA Filter Testing PDFDennyОценок пока нет
- ThermodynamicsДокумент3 страницыThermodynamicsKanchana RavindranОценок пока нет
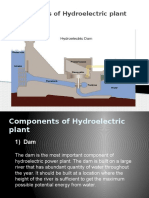
- Components of Hydroelectric PlantДокумент13 страницComponents of Hydroelectric PlantHarun Rasul100% (1)
- CH 6 TestДокумент84 страницыCH 6 TestTony AdeosunОценок пока нет
- Applied Fluid Mechanics - 02 Viscosity of FluidsДокумент19 страницApplied Fluid Mechanics - 02 Viscosity of Fluidssourz18100% (1)
- SolutionsДокумент47 страницSolutionsArun KumarОценок пока нет
- Sharjah Indian School, Sharjah. First Term Examination - June 2009Документ3 страницыSharjah Indian School, Sharjah. First Term Examination - June 2009ram parthsaОценок пока нет
- Presentation On Einstein ToolkitДокумент55 страницPresentation On Einstein ToolkitNisa AmirОценок пока нет
- Barium Doped Adp Single CrystalДокумент6 страницBarium Doped Adp Single Crystalmahalakshmi periyasamyОценок пока нет
- Atomic Absorption Instrument Spectrophotometer: EmailДокумент22 страницыAtomic Absorption Instrument Spectrophotometer: Emailak_thimiriОценок пока нет
- 212 - Problem Sets Complete NEWДокумент20 страниц212 - Problem Sets Complete NEWBettinamae Ordiales De MesaОценок пока нет
- Latihan Intensif Edisi MuridДокумент15 страницLatihan Intensif Edisi MuridMOHD SAIFUNIZAM BIN ZAKARIA MoeОценок пока нет
- Menggambar Teknik Dan Auto-Cad (3 SKS) : Modul 12 Latihan Boolean (Lanjut) & Modifikasi Autocad 3DДокумент12 страницMenggambar Teknik Dan Auto-Cad (3 SKS) : Modul 12 Latihan Boolean (Lanjut) & Modifikasi Autocad 3DAditya KurniaОценок пока нет
- Chapter 2: Some Concepts and Definitions: ThermodynamicsДокумент53 страницыChapter 2: Some Concepts and Definitions: ThermodynamicsNanda KumarОценок пока нет
- 03 0625 42 7RP AfpДокумент16 страниц03 0625 42 7RP AfpAnonymous oYtCFVNV0% (1)
- Consolidation Test PDFДокумент9 страницConsolidation Test PDFJohnny SmithОценок пока нет
- Some Old Math 200 Final Exam QuestionsДокумент8 страницSome Old Math 200 Final Exam QuestionsChiOfGreeОценок пока нет
- Variational PrinciplesДокумент61 страницаVariational Principlesnickthegreek142857Оценок пока нет
- Cov MainДокумент33 страницыCov MainSugunaОценок пока нет
- Physics 9th McqsДокумент23 страницыPhysics 9th McqsJahangeerSchoolОценок пока нет