Вам также может понравиться
- Planificación SemanaДокумент2 страницыPlanificación SemanaAtila MesalaОценок пока нет
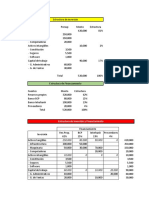
- Inversión y FinanciamientoДокумент3 страницыInversión y FinanciamientoAtila MesalaОценок пока нет
- Cuadros y Areas de InterioresДокумент2 страницыCuadros y Areas de InterioresAtila MesalaОценок пока нет
- Prospect IvaДокумент1 страницаProspect IvaAtila MesalaОценок пока нет
- Recursos Arquitectura RPДокумент3 страницыRecursos Arquitectura RPAtila MesalaОценок пока нет
- Estados FinancierosДокумент2 страницыEstados FinancierosAtila MesalaОценок пока нет
- Cantera Los CharrosДокумент5 страницCantera Los CharrosAtila MesalaОценок пока нет
- CivilGeeks Plantilla Excel de Cálculo Del Costo de La Hora Hombre de Construcción Civil. Periodo 2016-2017Документ12 страницCivilGeeks Plantilla Excel de Cálculo Del Costo de La Hora Hombre de Construcción Civil. Periodo 2016-2017Jairo JulcaОценок пока нет
- Cronograma San CarlosДокумент1 страницаCronograma San CarlosAtila MesalaОценок пока нет
- Reclamo de Cupesac A Dino PDFДокумент8 страницReclamo de Cupesac A Dino PDFAtila MesalaОценок пока нет
- Accidente de Volquete Howo 2-845,12.07.12Документ2 страницыAccidente de Volquete Howo 2-845,12.07.12Atila MesalaОценок пока нет
- Motobomba Diessel 6 HP Chicago IIДокумент2 страницыMotobomba Diessel 6 HP Chicago IIAtila MesalaОценок пока нет
- Informe de Accidente - Los RosalesДокумент4 страницыInforme de Accidente - Los RosalesAtila MesalaОценок пока нет
- Reclamo de Cupesac A Dino PDFДокумент8 страницReclamo de Cupesac A Dino PDFAtila MesalaОценок пока нет
- Exposición Efecto InvernaderoДокумент36 страницExposición Efecto InvernaderoAtila MesalaОценок пока нет
- TESIS DANIA, E POBLACION, MUESTRA, Prsupuesto TVBM - DocxarreglarmasДокумент23 страницыTESIS DANIA, E POBLACION, MUESTRA, Prsupuesto TVBM - DocxarreglarmasAtila MesalaОценок пока нет
- Tesis Final 1faltan CuadrosДокумент8 страницTesis Final 1faltan CuadrosAtila MesalaОценок пока нет
- On Track - Tiempo CaminoДокумент13 страницOn Track - Tiempo CaminoAtila MesalaОценок пока нет
- On Track - Taller Práctico FormatoДокумент10 страницOn Track - Taller Práctico FormatoAtila MesalaОценок пока нет
- Pets ConstrucciónДокумент5 страницPets ConstrucciónAtila MesalaОценок пока нет
- Impacto Ambiental en ObrasДокумент14 страницImpacto Ambiental en ObrasAtila MesalaОценок пока нет
- Expansor Detalles PDFДокумент3 страницыExpansor Detalles PDFAtila MesalaОценок пока нет
- Expansor Detalles PDFДокумент3 страницыExpansor Detalles PDFAtila MesalaОценок пока нет
- TESIS DANIA, E POBLACION, MUESTRA, Prsupuesto TVBM - DocxarreglarmasДокумент23 страницыTESIS DANIA, E POBLACION, MUESTRA, Prsupuesto TVBM - DocxarreglarmasAtila MesalaОценок пока нет
- Presentacin Sobre El Calentamiento GlobalДокумент31 страницаPresentacin Sobre El Calentamiento GlobalAtila MesalaОценок пока нет
- Curso Licencencias Ley 29566Документ5 страницCurso Licencencias Ley 29566Atila MesalaОценок пока нет
- Garzonpirewilliam 2013Документ137 страницGarzonpirewilliam 2013jhonhmОценок пока нет
- Impacto Ambiental en ObrasДокумент14 страницImpacto Ambiental en ObrasAtila MesalaОценок пока нет
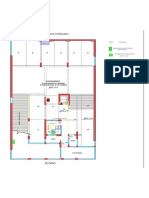
- SOTANOДокумент1 страницаSOTANOAtila MesalaОценок пока нет
- Desarrollo Sostenible-1Документ17 страницDesarrollo Sostenible-1Atila MesalaОценок пока нет
- Libro Termodinamica Cap 9 Primera Ley para Sistemas Cerrados HadzichДокумент20 страницLibro Termodinamica Cap 9 Primera Ley para Sistemas Cerrados HadzichMiguel Latorre MuñanteОценок пока нет
- Tarea Molycop Modelo Plitt y RaoДокумент8 страницTarea Molycop Modelo Plitt y RaomichaelОценок пока нет
- Laboratorio 4Документ10 страницLaboratorio 4Jhenifer PeraltaОценок пока нет
- Esqueleto PresupuestoДокумент10 страницEsqueleto Presupuestowildor01Оценок пока нет
- Poe ShampooДокумент6 страницPoe ShampooGaBys Gabuchx's BabuchasОценок пока нет
- Criterios de Fractura para Materiales Frágiles Bajo Esfuerzo PlanoДокумент2 страницыCriterios de Fractura para Materiales Frágiles Bajo Esfuerzo PlanoRonald Mendieta100% (1)
- Examen Del Curso de Tecnologia Del ConcrДокумент10 страницExamen Del Curso de Tecnologia Del ConcrDaggi ChavezОценок пока нет
- Informe 14 Arr Upcv Oscro AsДокумент12 страницInforme 14 Arr Upcv Oscro AsRodrigo Quiroz Brantes0% (1)
- Transportacion VerticalДокумент52 страницыTransportacion VerticalSantos Moises Jimenez MirandaОценок пока нет
- Polarizacion y Recta de CargaДокумент23 страницыPolarizacion y Recta de CargaOscar Antonio Sanchez Rodriguez0% (1)
- Temas de Expo 3er Parcial CalderasДокумент19 страницTemas de Expo 3er Parcial CalderasDaniel NaVa RОценок пока нет
- Taller 2Документ32 страницыTaller 2SantiagoОценок пока нет
- Quiz 1Документ7 страницQuiz 1Jorge Mauricio Ramirez LopezОценок пока нет
- Laboratorio de Materiales de ConstrucciónДокумент229 страницLaboratorio de Materiales de ConstrucciónAndy García100% (1)
- Normas de Monitoreo AtmosfericoДокумент22 страницыNormas de Monitoreo AtmosfericoEddsonMAОценок пока нет
- U1taller1 Matemática AplicadaДокумент5 страницU1taller1 Matemática AplicadaCHRISTIAN PATRICIO QUITO AREVALOОценок пока нет
- Diseño Geométrico de Un Vuelo Fotográfico para Terreno Montañoso o AccidentadoДокумент16 страницDiseño Geométrico de Un Vuelo Fotográfico para Terreno Montañoso o AccidentadoJean Pierre Lucho Barrientos0% (1)
- Monografia en FisicaДокумент6 страницMonografia en FisicaDickОценок пока нет
- Historia de Los Metodos NumericosДокумент5 страницHistoria de Los Metodos NumericosOscar MondragónОценок пока нет
- Piping - TuberiaДокумент7 страницPiping - TuberiaEduardo_77Оценок пока нет
- Almacenamiento de Semillas PDFДокумент9 страницAlmacenamiento de Semillas PDFKevin Torres BarrialesОценок пока нет
- Act 5cm t9Документ3 страницыAct 5cm t9oscarОценок пока нет
- Suelos Arcillosos y Susceptibles de Problemas de ExpansiónДокумент18 страницSuelos Arcillosos y Susceptibles de Problemas de ExpansiónDante NinaОценок пока нет
- Electrodo Selectivo para Iones Manganeso (II)Документ6 страницElectrodo Selectivo para Iones Manganeso (II)Yeferson Valencia VenteОценок пока нет
- Informe Previo 9Документ4 страницыInforme Previo 9WILLIAMS ENRIQUE TINOCO ARELLANOОценок пока нет
- Taller #3 GeometríaДокумент6 страницTaller #3 GeometríaBIANCA LINETTE DE LA ROSA REYESОценок пока нет
- Diseño Avanzado de Estructuras de Acero PDFДокумент100 страницDiseño Avanzado de Estructuras de Acero PDFIvan BolañosОценок пока нет
- Roco PDFДокумент2 страницыRoco PDFAnonymous n3NZBzОценок пока нет
- Guia 3 Estatica Del SolidoДокумент11 страницGuia 3 Estatica Del SolidoBrayan SОценок пока нет
- Trabajo Colaborativo Algebra Lineal Actividad 2Документ9 страницTrabajo Colaborativo Algebra Lineal Actividad 2andres gutierrezОценок пока нет
- Guía práctica para la refracción ocularОт EverandGuía práctica para la refracción ocularРейтинг: 5 из 5 звезд5/5 (2)
- El Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalОт EverandEl Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalРейтинг: 5 из 5 звезд5/5 (3)
- Física paso a paso: Más de 100 problemas resueltosОт EverandFísica paso a paso: Más de 100 problemas resueltosРейтинг: 4 из 5 звезд4/5 (12)
- Física cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasОт EverandFísica cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasРейтинг: 5 из 5 звезд5/5 (4)
- Sanación por Cristales - La guía definitiva para principiantes: Descubre el poder de los cristales curativos, piedras y minerales para la salud y la felicidadОт EverandSanación por Cristales - La guía definitiva para principiantes: Descubre el poder de los cristales curativos, piedras y minerales para la salud y la felicidadРейтинг: 4.5 из 5 звезд4.5/5 (14)
- Proyectos de instalaciones eléctrica de baja tensiónОт EverandProyectos de instalaciones eléctrica de baja tensiónРейтинг: 5 из 5 звезд5/5 (1)
- La teoría de juegos: El arte del pensamiento estratégicoОт EverandLa teoría de juegos: El arte del pensamiento estratégicoРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Introducción a las ecuaciones de la física matemáticaОт EverandIntroducción a las ecuaciones de la física matemáticaРейтинг: 5 из 5 звезд5/5 (4)
- Fundamentos de mecánica de fluidos.: Con ejercicios parcialmente resueltosОт EverandFundamentos de mecánica de fluidos.: Con ejercicios parcialmente resueltosОценок пока нет
- Armónicas en Sistemas Eléctricos IndustrialesОт EverandArmónicas en Sistemas Eléctricos IndustrialesРейтинг: 4.5 из 5 звезд4.5/5 (12)
- La teoría de casi todo: El modelo estándar, triunfo no reconocido de la física modernaОт EverandLa teoría de casi todo: El modelo estándar, triunfo no reconocido de la física modernaРейтинг: 4 из 5 звезд4/5 (32)
- Había una vez el átomo: O cómo los científicos imaginan lo invisibleОт EverandHabía una vez el átomo: O cómo los científicos imaginan lo invisibleРейтинг: 5 из 5 звезд5/5 (3)
- Aventuras de un duende en el mundo de las matemáticasОт EverandAventuras de un duende en el mundo de las matemáticasРейтинг: 5 из 5 звезд5/5 (1)
- Universo cuántico y sincronicidad. La visión antrópica. Coincidencias significativas. El inconsciente colectivo. El papel de las pandemias en el camino evolutivo humano.От EverandUniverso cuántico y sincronicidad. La visión antrópica. Coincidencias significativas. El inconsciente colectivo. El papel de las pandemias en el camino evolutivo humano.Оценок пока нет
- Convertidores conmutados de potencia: Test de autoevaluaciónОт EverandConvertidores conmutados de potencia: Test de autoevaluaciónРейтинг: 5 из 5 звезд5/5 (1)
- Introducción a la relatividad general: Un curso para estudiantes de físicaОт EverandIntroducción a la relatividad general: Un curso para estudiantes de físicaРейтинг: 3.5 из 5 звезд3.5/5 (2)
- Cuántica: Qué significa la teoría de la ciencia más extrañaОт EverandCuántica: Qué significa la teoría de la ciencia más extrañaРейтинг: 1 из 5 звезд1/5 (1)
- Conceptos básicos de electricidad y magnetismoОт EverandConceptos básicos de electricidad y magnetismoРейтинг: 5 из 5 звезд5/5 (2)