Вам также может понравиться
- Analisis de Engranajes PDFДокумент215 страницAnalisis de Engranajes PDFliz huincho100% (1)
- SESV8006Документ76 страницSESV8006aliОценок пока нет
- Valves SGДокумент102 страницыValves SGSyahri TamaОценок пока нет
- SESV8001Документ144 страницыSESV8001aliОценок пока нет
- Reuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)Документ115 страницReuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)TASHKEELОценок пока нет
- Sesv8010 Antifriction BearingsДокумент160 страницSesv8010 Antifriction BearingsFrancisco Abarca G.Оценок пока нет
- Analisis de FallasДокумент64 страницыAnalisis de Fallaschechar10Оценок пока нет
- AFA Materials PDFДокумент2 страницыAFA Materials PDFgandalfa12Оценок пока нет
- Apltcl029 SGD L-01Документ91 страницаApltcl029 SGD L-01Cukke CokОценок пока нет
- S O S Services Alert Level Help SheetДокумент20 страницS O S Services Alert Level Help Sheetjizu100% (2)
- SEBF8068 гильзыДокумент51 страницаSEBF8068 гильзыЕвгений Абрамов100% (4)
- Cat-Failure AnalysisДокумент32 страницыCat-Failure AnalysisKhalid Mahmoud100% (1)
- ReadmeДокумент1 страницаReadmeDaniel Alejandro Moreno HernándezОценок пока нет
- 1.what Is A FailureДокумент26 страниц1.what Is A FailureReginaldy FalОценок пока нет
- Interpretacion Curso CatДокумент79 страницInterpretacion Curso Catjizu100% (2)
- Ledm3457 14Документ106 страницLedm3457 14Setyo Threeb50% (2)
- Reuse and Salvage Guidelines: Standardized Parts Marking ProceduresДокумент18 страницReuse and Salvage Guidelines: Standardized Parts Marking ProceduresMohamed HamdallahОценок пока нет
- Visual Inspection Main & Connecting RodДокумент56 страницVisual Inspection Main & Connecting RodmkОценок пока нет
- Get Maximum Return On Your Investment: CAT Certified Power Train RebuildДокумент4 страницыGet Maximum Return On Your Investment: CAT Certified Power Train RebuildJean Claude EidОценок пока нет
- F-Series Training 795F AC Participants Copy 810Документ96 страницF-Series Training 795F AC Participants Copy 810Manuel Vargas100% (1)
- PEO003 - SGD - V4 (Personal Devt)Документ60 страницPEO003 - SGD - V4 (Personal Devt)Jela ParadiseОценок пока нет
- CAT Contamination ControlДокумент34 страницыCAT Contamination ControlРинат Сагидов100% (1)
- SEBF 8737 головка С-9Документ6 страницSEBF 8737 головка С-9Евгений АбрамовОценок пока нет
- Planning Process For PartsДокумент7 страницPlanning Process For PartsVikranth ReddyОценок пока нет
- Over The Road Engine Service TrainingДокумент318 страницOver The Road Engine Service Trainingibrahem100% (3)
- Interp1 Help Sheets and Coolant English 13august 2018 PDFДокумент72 страницыInterp1 Help Sheets and Coolant English 13august 2018 PDFSain MezaОценок пока нет
- Reuse & Salvage Guidelines (Valve & Valve Spring Spec)Документ25 страницReuse & Salvage Guidelines (Valve & Valve Spring Spec)carlos angelОценок пока нет
- Fuel Burn To Overhaul ModelДокумент4 страницыFuel Burn To Overhaul ModelDAnielОценок пока нет
- Engine Fundamental PDFДокумент16 страницEngine Fundamental PDFmohamed hamedОценок пока нет
- TCL001 SGD v4.1 (Air Intake)Документ148 страницTCL001 SGD v4.1 (Air Intake)Jet acostaОценок пока нет
- BP Publication - CRC Component TurnaroundДокумент6 страницBP Publication - CRC Component Turnaroundleaw81Оценок пока нет
- Engine Life Optimization Final Document Version 00 8-9-21Документ20 страницEngine Life Optimization Final Document Version 00 8-9-21shiv100% (1)
- Diesel Engine Condition MonitoringДокумент160 страницDiesel Engine Condition Monitoringlahiru1983Оценок пока нет
- Application & Installation Guide: Cat Clean Emissions ModuleДокумент99 страницApplication & Installation Guide: Cat Clean Emissions ModuleAnonymous alQXB11EgQ0% (1)
- Interpretacion. - Curso Cat. InglésДокумент67 страницInterpretacion. - Curso Cat. InglésvictormogollonbОценок пока нет
- Measuring Procedures and Salvage Procedures For Cylinder Head Assemblies and Related ComponentsДокумент53 страницыMeasuring Procedures and Salvage Procedures For Cylinder Head Assemblies and Related Componentsjhair_sanabria314380% (5)
- Turbocharger Failure Analysis 3-09Документ21 страницаTurbocharger Failure Analysis 3-09PCezzzОценок пока нет
- Caterpillar AIR INTAKE SYSTEMSДокумент32 страницыCaterpillar AIR INTAKE SYSTEMSgavin2010100% (5)
- Bus002 - SGD - V4 (Cat Lit)Документ78 страницBus002 - SGD - V4 (Cat Lit)Joseph Emmanuel ParedesОценок пока нет
- TCL004 - SGD - V4 (Fasteners) PDFДокумент82 страницыTCL004 - SGD - V4 (Fasteners) PDFJela ParadiseОценок пока нет
- Caterpillar Engine Oil SpecificationsДокумент10 страницCaterpillar Engine Oil SpecificationsKikemol Lv O0% (1)
- Soldering, Brazing & WeldingДокумент72 страницыSoldering, Brazing & WeldingAli AldameОценок пока нет
- SOS Service Fluid Analysis PDFДокумент12 страницSOS Service Fluid Analysis PDFCorina Stanculescu0% (1)
- Caterpillar: Guideline For Reusable Parts and Salvage OperationsДокумент59 страницCaterpillar: Guideline For Reusable Parts and Salvage OperationsPaul Gustavo100% (1)
- Senr3130 14 00 AllДокумент20 страницSenr3130 14 00 AllAhmed MoustafaОценок пока нет
- CAT CylindersДокумент32 страницыCAT CylindersРинат Сагидов100% (3)
- NEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFДокумент40 страницNEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFjonel monge100% (1)
- Caterpillar Literature - PPTv1.0Документ122 страницыCaterpillar Literature - PPTv1.0SviazRus100% (2)
- Caterpilar C175-16 - Project Guide - LEBW0010-00 PDFДокумент83 страницыCaterpilar C175-16 - Project Guide - LEBW0010-00 PDFsfdsdfsf50% (2)
- Threaded Fasteners SGДокумент97 страницThreaded Fasteners SGSyahri TamaОценок пока нет
- Caterpillar Applied Failure Analysis Threaded Fasteners Service TrainingДокумент9 страницCaterpillar Applied Failure Analysis Threaded Fasteners Service Trainingcarolyn98% (46)
- Analysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisДокумент6 страницAnalysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisJournal of Computer Science and EngineeringОценок пока нет
- Service Manual: Bbk920SДокумент64 страницыService Manual: Bbk920SMrbar BarstoynОценок пока нет
- Effect of Ubolt Tightening To Avoid Earlier Leaf Spring Failures - June - 2013 - 9096908312 - 3804296Документ3 страницыEffect of Ubolt Tightening To Avoid Earlier Leaf Spring Failures - June - 2013 - 9096908312 - 3804296Feby AbrahamОценок пока нет
- Ze210264270 PDFДокумент7 страницZe210264270 PDFAJER JOURNALОценок пока нет
- American Journal of Engineering Research (AJER)Документ8 страницAmerican Journal of Engineering Research (AJER)AJER JOURNALОценок пока нет
- Installation PracticeДокумент16 страницInstallation PracticeramsesiОценок пока нет
- PreviewДокумент254 страницыPreviewIgor OkОценок пока нет
- Samsung Mx-c730 Mx-c630 Xap SMДокумент62 страницыSamsung Mx-c730 Mx-c630 Xap SMJoel Enrique Rubiano Arevalo100% (1)
- Service Manual: 1XD-F8197-E0Документ0 страницService Manual: 1XD-F8197-E0Julie LafranceОценок пока нет
- PROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: TitleДокумент3 страницыPROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: Titleali0% (1)
- 320d Replacing The Governor ActuatorДокумент4 страницы320d Replacing The Governor ActuatoraliОценок пока нет
- Scania dc12 Cylinder Head TestДокумент6 страницScania dc12 Cylinder Head TestaliОценок пока нет
- Hydraulic Components, Description: Service InformationДокумент2 страницыHydraulic Components, Description: Service InformationaliОценок пока нет
- Scania dc12 Cylinder HeadДокумент1 страницаScania dc12 Cylinder HeadaliОценок пока нет
- Seat SuspensionДокумент1 страницаSeat SuspensionaliОценок пока нет
- 4bc2 Injection Pump PDFДокумент1 страница4bc2 Injection Pump PDFaliОценок пока нет
- Volvo Ec55 Arm inДокумент2 страницыVolvo Ec55 Arm inaliОценок пока нет
- Volvo td73 Cooling SystemДокумент3 страницыVolvo td73 Cooling SystemaliОценок пока нет
- D155a-3 S/N 60001-UpДокумент2 страницыD155a-3 S/N 60001-UpaliОценок пока нет
- Cylinder HeadДокумент25 страницCylinder Headali100% (1)
- Volvo L120B PressuresДокумент6 страницVolvo L120B PressuresaliОценок пока нет
- 03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesДокумент1 страница03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesaliОценок пока нет
- Toyota 5l Pictures PDFДокумент15 страницToyota 5l Pictures PDFaliОценок пока нет
- APS (Automatic Power Shift) : Service InformationДокумент5 страницAPS (Automatic Power Shift) : Service InformationaliОценок пока нет
- L120B Engine SpesificationДокумент2 страницыL120B Engine SpesificationaliОценок пока нет
- Gear Selector Valve: Service InformationДокумент3 страницыGear Selector Valve: Service InformationaliОценок пока нет
- Transmission TroubleshootingДокумент1 страницаTransmission TroubleshootingaliОценок пока нет
- Injection Pump (5L E) : ComponentsДокумент1 страницаInjection Pump (5L E) : ComponentsaliОценок пока нет
- Valve Clearance Inspection and AdjustmentДокумент4 страницыValve Clearance Inspection and AdjustmentaliОценок пока нет
- Injection Timing (5L) : InspectionДокумент2 страницыInjection Timing (5L) : InspectionaliОценок пока нет
- Governer TroubleshootingДокумент44 страницыGoverner TroubleshootingaliОценок пока нет
- Electric Protective System Wiring Diagrams: Component Abbreviations (REF 5N360)Документ11 страницElectric Protective System Wiring Diagrams: Component Abbreviations (REF 5N360)ali0% (1)
- دورة مياه 3508Документ3 страницыدورة مياه 3508aliОценок пока нет
- Installation and Adjustment of 3161 Governor On 3500 Family of Engines (1264)Документ23 страницыInstallation and Adjustment of 3161 Governor On 3500 Family of Engines (1264)aliОценок пока нет
- Repair Application ProceduresДокумент6 страницRepair Application ProceduresSatheesh Rama SamyОценок пока нет
- RCC-Conc Objective QuestionsДокумент34 страницыRCC-Conc Objective QuestionsAlok Jha88% (8)
- Company Profile - NewДокумент6 страницCompany Profile - NewAulia OkkyОценок пока нет
- Materials Management Is Defined As "The Groupings of Management FunctionsДокумент15 страницMaterials Management Is Defined As "The Groupings of Management FunctionsAugusto Jr Rafael BasaОценок пока нет
- Self Compacting ConcreteДокумент101 страницаSelf Compacting ConcreteMOHAMMED RAYYAN N100% (1)
- Brochure TIMREX Graphites and Cokes For Friction MaterialsДокумент20 страницBrochure TIMREX Graphites and Cokes For Friction MaterialsVarun DodhiaОценок пока нет
- The Manufacturing Process of Jet Turbine BladesДокумент17 страницThe Manufacturing Process of Jet Turbine BladesThinesh Rau KrishnamurtyОценок пока нет
- WB4303EДокумент1 страницаWB4303EcwiksjОценок пока нет
- Creep PDFДокумент49 страницCreep PDFGurram VinayОценок пока нет
- 1704 Broschuere Metal-Coating en EinzelseitenДокумент8 страниц1704 Broschuere Metal-Coating en EinzelseiteninterponОценок пока нет
- Bicomponent FiberДокумент2 страницыBicomponent FiberAshishn ThakurОценок пока нет
- CGL CoatingДокумент27 страницCGL Coatingthiru_jsr100% (1)
- Paper TypesДокумент3 страницыPaper TypeskraftpaperОценок пока нет
- Case Study of Sangrur PunjabДокумент10 страницCase Study of Sangrur PunjabAbhishekОценок пока нет
- Data Sheet - CableДокумент314 страницData Sheet - Cableej.alyaso298950% (2)
- Flexible Pavement FailureДокумент32 страницыFlexible Pavement FailureshivakumarОценок пока нет
- Mechanisms of Wear in HSS Cutting ToolsДокумент32 страницыMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayakОценок пока нет
- vb0410 Intelligrated PDFДокумент4 страницыvb0410 Intelligrated PDFtintucinbОценок пока нет
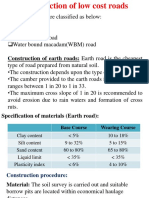
- Low Cost RoadsДокумент21 страницаLow Cost RoadsIntishar Rahman50% (4)
- Automotive Brochure EngДокумент22 страницыAutomotive Brochure EngAnonymous ggRTHDKe6Оценок пока нет
- Method of PalletisationДокумент13 страницMethod of PalletisationAmar PatilОценок пока нет
- Monolithic Membrane 6125: PremiumДокумент8 страницMonolithic Membrane 6125: PremiumSam YoonОценок пока нет
- Material Handling System and ASRS PDFДокумент13 страницMaterial Handling System and ASRS PDFHarsh PatelОценок пока нет
- JejejДокумент5 страницJejejLihanОценок пока нет
- Stress Concentration Factor Practice Problems PDFДокумент3 страницыStress Concentration Factor Practice Problems PDFbad guyОценок пока нет
- L1 Microstructure ExaminationДокумент5 страницL1 Microstructure ExaminationDarshan ShaarmaОценок пока нет
- Ceramic Matrix Composites in AerospaceДокумент4 страницыCeramic Matrix Composites in AerospaceRam KumarОценок пока нет
- Relation Between Tensile Strength and Modulus of Rupture For GFRP Reinforcing BarsДокумент11 страницRelation Between Tensile Strength and Modulus of Rupture For GFRP Reinforcing BarsKemal YücelОценок пока нет
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Документ9 страницPerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanОценок пока нет