Вам также может понравиться
- TDS Ru5black 000 EngДокумент3 страницыTDS Ru5black 000 Engphistore19Оценок пока нет
- 8 Interior and Exterior Emulsion PaintsДокумент28 страниц8 Interior and Exterior Emulsion PaintsAPEX SON100% (1)
- DP6105 E, 2RLDДокумент2 страницыDP6105 E, 2RLDMaximiliano MackeviciusОценок пока нет
- TDS_T-PRO_000_ENGДокумент3 страницыTDS_T-PRO_000_ENGbhavinmehta9999Оценок пока нет
- Technical Datasheet: High Purity Solder AlloyДокумент6 страницTechnical Datasheet: High Purity Solder Alloyاوس محمد رؤوف لؤيОценок пока нет
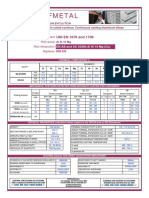
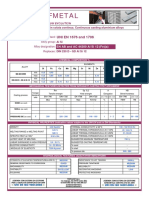
- Raffmetal: UNI EN 1676 and 1706Документ2 страницыRaffmetal: UNI EN 1676 and 1706Martin DuarteОценок пока нет
- Raffmetal: UNI EN 1676 and 1706Документ2 страницыRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzОценок пока нет
- Soldering (Acetate)Документ11 страницSoldering (Acetate)Maridee Bitalac AdiongОценок пока нет
- Sachtleben Technology for Architectural and Decorative PaintsДокумент16 страницSachtleben Technology for Architectural and Decorative PaintswinsonecОценок пока нет
- Anodizing PDFДокумент12 страницAnodizing PDFsanjay ukalkarОценок пока нет
- Baltoflake S2000Документ5 страницBaltoflake S2000Mhd EbalОценок пока нет
- Molochite For Investment CastingДокумент2 страницыMolochite For Investment Castingzhuangxian wangОценок пока нет
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactДокумент3 страницыAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sОценок пока нет
- Corrosion-Resistant Nickel AlloysДокумент3 страницыCorrosion-Resistant Nickel Alloysnay denОценок пока нет
- Av Catalogo Completo 2005Документ20 страницAv Catalogo Completo 2005Marin LaurentiuОценок пока нет
- High Speed Bright Tin Plating ProcessДокумент5 страницHigh Speed Bright Tin Plating ProcessRC Villeda67% (3)
- CuNi18Zn20 M18 CДокумент3 страницыCuNi18Zn20 M18 CJORDAN JUNOR ELLAОценок пока нет
- QPS-C5 Industrial & Costal Painting Procedure-OP - PP - WI - 006 - C5 PDFДокумент4 страницыQPS-C5 Industrial & Costal Painting Procedure-OP - PP - WI - 006 - C5 PDFDeepak UpadhyayОценок пока нет
- White Pigments For Flexible Packaging InksДокумент8 страницWhite Pigments For Flexible Packaging InksHOANGVUNL1988Оценок пока нет
- Bright Chrome HR 75Документ12 страницBright Chrome HR 75Ringga sonifaОценок пока нет
- Prevent Heat Exchanger Corrosion with PoluAl XT CoatingДокумент2 страницыPrevent Heat Exchanger Corrosion with PoluAl XT CoatingOlaf MartingОценок пока нет
- LM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical CompositionДокумент3 страницыLM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical Compositionsankar4582Оценок пока нет
- Tin Plating: Michael CaranoДокумент2 страницыTin Plating: Michael CaranoVaidas JukneviciusОценок пока нет
- En 10305 1 Sunny SteelДокумент6 страницEn 10305 1 Sunny Steelmohamed belkadiОценок пока нет
- 162 Galvatech2011Документ9 страниц162 Galvatech2011zubkomi87Оценок пока нет
- Millathane M55 - Bulletin - R2-2020Документ4 страницыMillathane M55 - Bulletin - R2-2020Michael WokurekОценок пока нет
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Документ2 страницыUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaОценок пока нет
- Differential Thermal Analysis and X-Ray Diffraction Study of Devitrification ProcessesДокумент12 страницDifferential Thermal Analysis and X-Ray Diffraction Study of Devitrification Processesapi-3733260Оценок пока нет
- Mechanical Properties & Material Processing of Magnesium-Lithium AlloysДокумент18 страницMechanical Properties & Material Processing of Magnesium-Lithium Alloysk4kuldeepОценок пока нет
- EN - 33 CuRophos - 2 5 15 18Документ3 страницыEN - 33 CuRophos - 2 5 15 18kmОценок пока нет
- Hostaperm Red Violet ERX A High Purity SS-Quinacridone Pigment With Outstanding PropertiesДокумент2 страницыHostaperm Red Violet ERX A High Purity SS-Quinacridone Pigment With Outstanding PropertiesMaximiliano MackeviciusОценок пока нет
- Mobilith SHC Greases for Heavy Duty & High Temp ApplicationsДокумент2 страницыMobilith SHC Greases for Heavy Duty & High Temp ApplicationsEmerson 2140Оценок пока нет
- Raffmetal: UNI EN 1676 and 1706Документ2 страницыRaffmetal: UNI EN 1676 and 1706Hareth MRAIDIОценок пока нет
- ISO TITLEДокумент4 страницыISO TITLEOswaldo Manuel Ramirez Marin100% (2)
- Bitumen: Product Technical 80/l0oДокумент1 страницаBitumen: Product Technical 80/l0oLiya StaariОценок пока нет
- OCTYL/DECYL TRIMELLITATE SPECIFICATIONSДокумент1 страницаOCTYL/DECYL TRIMELLITATE SPECIFICATIONSLim Chee SiangОценок пока нет
- BPC - HR Pib - Final - Nov 17Документ7 страницBPC - HR Pib - Final - Nov 17alajoseph4193Оценок пока нет
- Lithium Base With Molybdenum Disulfide GreaseДокумент2 страницыLithium Base With Molybdenum Disulfide GreaseYoong TanОценок пока нет
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardsДокумент1 страницаMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardschetanОценок пока нет
- Secondary Lead ProcessingДокумент13 страницSecondary Lead ProcessingmanojОценок пока нет
- E Matt Tin Lead SLOTOLET KB 10Документ1 страницаE Matt Tin Lead SLOTOLET KB 10Burak ÖZBAKIRОценок пока нет
- Isododecane and Ldpe ProductionДокумент6 страницIsododecane and Ldpe ProductionjaveddilberОценок пока нет
- Solutions For Polyolefins: Great Solutions With Small ParticlesДокумент20 страницSolutions For Polyolefins: Great Solutions With Small Particleshuy.dicОценок пока нет
- (DIN 7080 - 2005-05) - Runde Schauglasplatten Aus Borosilicatglas Fã R Druckbeanspruchung Ohne Begrenzung Im Tieftemperaturbereich - 0001.de - enДокумент14 страниц(DIN 7080 - 2005-05) - Runde Schauglasplatten Aus Borosilicatglas Fã R Druckbeanspruchung Ohne Begrenzung Im Tieftemperaturbereich - 0001.de - enNaveen Suresh KumarОценок пока нет
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingДокумент1 страницаEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakОценок пока нет
- Specifications of Raw Materials: Technical Fiche Profile H 65Документ3 страницыSpecifications of Raw Materials: Technical Fiche Profile H 65RigoRuizОценок пока нет
- Poster Heat Tints-Stainless Steel A3-WEB-PДокумент1 страницаPoster Heat Tints-Stainless Steel A3-WEB-ParunkumarОценок пока нет
- Pala 652 e 02 15Документ3 страницыPala 652 e 02 15Carmen LinaresОценок пока нет
- Silver-Brite Hi-Heat: Protective & Marine CoatingsДокумент4 страницыSilver-Brite Hi-Heat: Protective & Marine CoatingsAida LinaresОценок пока нет
- 30 TB 65Документ1 страница30 TB 65Hòa Đặng100% (1)
- Deloro MDS Stellite20 Rev00Документ2 страницыDeloro MDS Stellite20 Rev00hp2114bОценок пока нет
- Hollow Bar Ovako 280Документ3 страницыHollow Bar Ovako 280fernandojОценок пока нет
- Technical Data Sheet for Glass Flake CoatingДокумент5 страницTechnical Data Sheet for Glass Flake CoatingsmnisОценок пока нет
- PDS Aluminium Sulfate Liquid PDFДокумент1 страницаPDS Aluminium Sulfate Liquid PDFNabilahtul FullahОценок пока нет
- Grasa Gulf Crown Moly Ep 2Документ2 страницыGrasa Gulf Crown Moly Ep 2Fernando LucuaraОценок пока нет
- TDS Brilliant S630-S300Документ3 страницыTDS Brilliant S630-S300MohitОценок пока нет
- Metal-Coated - Galvsteel: Data SheetДокумент2 страницыMetal-Coated - Galvsteel: Data SheetjcvalenciaОценок пока нет
- Market Research, Global Market for Germanium and Germanium ProductsОт EverandMarket Research, Global Market for Germanium and Germanium ProductsОценок пока нет
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsОт EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsРейтинг: 5 из 5 звезд5/5 (1)
- Advances in Solid Oxide Fuel Cells and Electronic CeramicsОт EverandAdvances in Solid Oxide Fuel Cells and Electronic CeramicsОценок пока нет
- Sterilizing-grade Durapore® 0.22 μm Hydrophobic FiltersДокумент8 страницSterilizing-grade Durapore® 0.22 μm Hydrophobic FiltersxerxeshakaОценок пока нет
- Waters XEO GC MSДокумент4 страницыWaters XEO GC MSxerxeshakaОценок пока нет
- Elix Essential Manual Millipore - Water-PurificationДокумент54 страницыElix Essential Manual Millipore - Water-PurificationDino Sk100% (1)
- 2695 SpecificationДокумент3 страницы2695 SpecificationxerxeshakaОценок пока нет
- FilterДокумент8 страницFilterxerxeshakaОценок пока нет
- Durapore Hydrophilic Filter Cartridges User Guide L PDFДокумент52 страницыDurapore Hydrophilic Filter Cartridges User Guide L PDFxerxeshakaОценок пока нет
- Capsules PDFДокумент30 страницCapsules PDFxerxeshakaОценок пока нет
- 7.overview of Filter Validation-K.michaelДокумент62 страницы7.overview of Filter Validation-K.michaelqhpuongОценок пока нет
- AN1422EN00Документ2 страницыAN1422EN00xerxeshakaОценок пока нет
- 1992-New Kinetic Model For Resist DissolutionДокумент3 страницы1992-New Kinetic Model For Resist DissolutionxerxeshakaОценок пока нет
- TALAT Lecture 5205: Plating On AluminiumДокумент19 страницTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- Surface Engineering Industry GermanyДокумент27 страницSurface Engineering Industry GermanyxerxeshakaОценок пока нет
- The 58th Annual Meeting International Society of ElectrochemistryДокумент102 страницыThe 58th Annual Meeting International Society of ElectrochemistryxerxeshakaОценок пока нет
- Determination of Hydrochloric and Nitric Acid in Etching Baths by Thermometric Titration PDFДокумент3 страницыDetermination of Hydrochloric and Nitric Acid in Etching Baths by Thermometric Titration PDFxerxeshakaОценок пока нет
- Minimum Bubble Point Specification for Sterilizing-Grade 0.22 μm Durapore® MembranesДокумент8 страницMinimum Bubble Point Specification for Sterilizing-Grade 0.22 μm Durapore® MembranesxerxeshakaОценок пока нет
- F838 15a Standard Test Method ForДокумент6 страницF838 15a Standard Test Method Forxerxeshaka100% (2)
- Corrosion Under Control? Mechanisms and Applications at Gordon ConferenceДокумент18 страницCorrosion Under Control? Mechanisms and Applications at Gordon ConferencexerxeshakaОценок пока нет
- E Brite 50 Cu SdsДокумент8 страницE Brite 50 Cu SdsxerxeshakaОценок пока нет
- Understanding BARCДокумент24 страницыUnderstanding BARCxerxeshakaОценок пока нет
- TALAT Lecture 5205: Plating On AluminiumДокумент19 страницTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- Top-Coats & Lubricants for Corrosion ProtectionДокумент1 страницаTop-Coats & Lubricants for Corrosion ProtectionxerxeshakaОценок пока нет
- Determination of Hydrochloric and Nitric Acid in Etching Baths by Thermometric TitrationДокумент3 страницыDetermination of Hydrochloric and Nitric Acid in Etching Baths by Thermometric TitrationxerxeshakaОценок пока нет
- Sinkral B 432eДокумент2 страницыSinkral B 432exerxeshakaОценок пока нет
- E Prep 280 NCZДокумент4 страницыE Prep 280 NCZxerxeshakaОценок пока нет
- HPLC Analysis of Metal ComplexesДокумент15 страницHPLC Analysis of Metal Complexesxerxeshaka100% (1)
- Surface and Interface Analysis Book - Surface Analytical MethodsДокумент44 страницыSurface and Interface Analysis Book - Surface Analytical MethodsxerxeshakaОценок пока нет
- Qualitative Analysis of AnionsДокумент6 страницQualitative Analysis of AnionsxerxeshakaОценок пока нет
- Filter Systems: Out-Tank Models In-Tank ModelsДокумент1 страницаFilter Systems: Out-Tank Models In-Tank ModelsxerxeshakaОценок пока нет
- Cuprostar NC: Alkaline, Cyanide-Free Bright CopperДокумент2 страницыCuprostar NC: Alkaline, Cyanide-Free Bright Copperxerxeshaka100% (1)
- Antiprex® CEN Chelating AgentДокумент1 страницаAntiprex® CEN Chelating AgentxerxeshakaОценок пока нет
- Ventilação Local Exaustora EM GalvanoplastiaДокумент66 страницVentilação Local Exaustora EM GalvanoplastiaJoaoDuarteОценок пока нет
- 7.4.1 Coatings Deposited From A Solution of Ions: Surface Engineering 259Документ1 страница7.4.1 Coatings Deposited From A Solution of Ions: Surface Engineering 259Nicolás TovarОценок пока нет
- EAO Cosmos Full DataДокумент11 страницEAO Cosmos Full DataHari KrishnanОценок пока нет
- SAPH 440 MaterialДокумент16 страницSAPH 440 MaterialDinesh SharmaОценок пока нет
- Valvula CLKMC 0112 USДокумент8 страницValvula CLKMC 0112 USAndrew ZeaОценок пока нет
- KGF and KGF-HP: Clarkson Slurry Knife Gate ValvesДокумент12 страницKGF and KGF-HP: Clarkson Slurry Knife Gate Valveswilfredo3014Оценок пока нет
- 12 Major Causes of Foaming On Copper Plating of The PCB BoardДокумент8 страниц12 Major Causes of Foaming On Copper Plating of The PCB BoardjackОценок пока нет
- Certificate Ofapprovac: Republicofindonesia Ministry of Transportation Directorate Generalof CivilaviationДокумент9 страницCertificate Ofapprovac: Republicofindonesia Ministry of Transportation Directorate Generalof CivilaviationJingliang ZhouОценок пока нет
- Trimark: Service & Replacement PartsДокумент60 страницTrimark: Service & Replacement PartsMary Joyce Herjas AlvarezОценок пока нет
- Parker Hydraulic FittingsДокумент508 страницParker Hydraulic FittingsthingsneededforОценок пока нет
- Device Corrosion: Enumerate The Electrical Contact Degradation and The Types of Mechanism Involved in ItДокумент10 страницDevice Corrosion: Enumerate The Electrical Contact Degradation and The Types of Mechanism Involved in ItSreekanth KrishnamurthyОценок пока нет
- nVent ERICO Lightning Conductors, Air Terminals and Fittings are UL Listed to ANSI/UL 96Документ12 страницnVent ERICO Lightning Conductors, Air Terminals and Fittings are UL Listed to ANSI/UL 96Muhammad FauzanОценок пока нет
- Spectacle Frame Materials Guide - Learn About Popular Plastics and Metals UsedДокумент14 страницSpectacle Frame Materials Guide - Learn About Popular Plastics and Metals Usedjaslinda_jamalОценок пока нет
- Bollhoff HeliCoil Aerospace Blue BookДокумент35 страницBollhoff HeliCoil Aerospace Blue BookAce Industrial SuppliesОценок пока нет
- Defence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianДокумент9 страницDefence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianvianaufgОценок пока нет
- Luvata Anode CatalogueДокумент2 страницыLuvata Anode CatalogueThanh TrầnОценок пока нет
- Hingley - PHD ThesisДокумент233 страницыHingley - PHD ThesisCicero Gomes de SouzaОценок пока нет
- PCB Design For Fabrication IssuesДокумент45 страницPCB Design For Fabrication IssuesAndersonEmanuelOliveiraОценок пока нет
- Protective Coatings For MetalsДокумент53 страницыProtective Coatings For MetalsSiddharth Khorwal50% (2)
- Methods of Enhancing Wood and Bamboo ProductsДокумент4 страницыMethods of Enhancing Wood and Bamboo ProductsKring-kring Gumana80% (5)
- Lee Spring Catalog 2014Документ316 страницLee Spring Catalog 2014Joseph WangОценок пока нет
- Hitachi Understanding Your XRF A Guide For Plating ShopsДокумент23 страницыHitachi Understanding Your XRF A Guide For Plating ShopsKeith LutonОценок пока нет
- Genral Final With New QuestionsДокумент83 страницыGenral Final With New QuestionsUttam Maurya100% (1)
- Fastener Design Manual, Part OneДокумент30 страницFastener Design Manual, Part OnesmithworkОценок пока нет
- Process of Fabricating Nano-Surface Coating and Methods of Testing Their PropertiesДокумент36 страницProcess of Fabricating Nano-Surface Coating and Methods of Testing Their PropertiesMd Raza (B.Arch-2019)Оценок пока нет
- Viking Model E Spray Nozzles Technical DataДокумент6 страницViking Model E Spray Nozzles Technical DatabecpavanОценок пока нет
- Xenon Auto Spare Parts Full Report-Limited PageДокумент57 страницXenon Auto Spare Parts Full Report-Limited Pageeshu100% (1)
- Collection of Formulas For The Chemical, Electrochemical and Heat Colouring of MetalsДокумент57 страницCollection of Formulas For The Chemical, Electrochemical and Heat Colouring of MetalsOscar Del BarcoОценок пока нет
- Brayco Micronic™ SV/B: DescriptionДокумент5 страницBrayco Micronic™ SV/B: DescriptionAlfonsus W.M.Оценок пока нет