Вам также может понравиться
- Substation Automation Systems: Design and ImplementationОт EverandSubstation Automation Systems: Design and ImplementationРейтинг: 4.5 из 5 звезд4.5/5 (3)
- ch07 PDFДокумент85 страницch07 PDFNadya Azzan100% (2)
- แบบฝึกบท 6Документ18 страницแบบฝึกบท 6Patcharapon SukjumratОценок пока нет
- Chapter 6Документ118 страницChapter 6Deyana Banowati80% (15)
- Statistical Process Control Methods and PhilosophyДокумент21 страницаStatistical Process Control Methods and PhilosophyNadya AzzanОценок пока нет
- Module 4 (Numerical Solution)Документ27 страницModule 4 (Numerical Solution)Prashant Pandey100% (1)
- ch04 PDFДокумент89 страницch04 PDFNadya Azzan67% (3)
- INDU 372: Several Sample Questions For Final ExamДокумент4 страницыINDU 372: Several Sample Questions For Final ExamYoussef WaelОценок пока нет
- ENIN 440 Statistical Quality Control AssignmentДокумент3 страницыENIN 440 Statistical Quality Control AssignmentDarlene Ramirez Peña0% (1)
- 1Документ2 страницы1JunaidZafarОценок пока нет
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesДокумент13 страницLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesMon LuffyОценок пока нет
- Statistical Quality Control Solutions for Montgomery's 6th Edition Chapter 06Документ11 страницStatistical Quality Control Solutions for Montgomery's 6th Edition Chapter 06Bunga Safhira Wirata60% (5)
- Homework Suggestions From Chapter 6Документ2 страницыHomework Suggestions From Chapter 6api-234237296100% (1)
- Electronic Component Life Selection Between ProcessesДокумент34 страницыElectronic Component Life Selection Between ProcessesAsif Iqbal50% (6)
- Select Answers To Montgomery (5th Ed)Документ4 страницыSelect Answers To Montgomery (5th Ed)Michaela Dale S. RobledoОценок пока нет
- 251 Mid 2 Assignment 4 TasksДокумент3 страницы251 Mid 2 Assignment 4 TasksShojib KhanОценок пока нет
- 3.4. A Computer ANOVA Output Is Shown Below. Fill in The Blanks. You May Give Bounds On The P-Value.Документ35 страниц3.4. A Computer ANOVA Output Is Shown Below. Fill in The Blanks. You May Give Bounds On The P-Value.Kamiran MuhammadОценок пока нет
- ch03 PDFДокумент57 страницch03 PDFNadya AzzanОценок пока нет
- Homework Solutions For Chapter 6Документ8 страницHomework Solutions For Chapter 6api-234237296Оценок пока нет
- Charts QP-104Документ21 страницаCharts QP-104Ankit Sinojiya100% (1)
- Table of Hole Diameter Data AnalysisДокумент39 страницTable of Hole Diameter Data AnalysisVita Shany83% (6)
- Chapter 6 - Process Capability AnalysisДокумент21 страницаChapter 6 - Process Capability AnalysisKaya Eralp AsanОценок пока нет
- Assignment 01Документ3 страницыAssignment 01Hasan ShahrierОценок пока нет
- Tutorial For Topic 2 - SolutionДокумент4 страницыTutorial For Topic 2 - Solutionmurwanashyaka augustin100% (1)
- Solution 5Документ3 страницыSolution 5Ivan HoОценок пока нет
- Hollier MethodДокумент33 страницыHollier MethodalagurmОценок пока нет
- Ch02 Solution Manual Introduction To Statistical Quality Control 6th EditionДокумент3 страницыCh02 Solution Manual Introduction To Statistical Quality Control 6th EditionMohsen SaghafiОценок пока нет
- ReliabilityДокумент8 страницReliabilitysaheer100% (1)
- Review Questions: Computer Numerical ControlДокумент15 страницReview Questions: Computer Numerical Controlhammam100% (1)
- Assignment ExamplesДокумент8 страницAssignment Exampleswhatever152207Оценок пока нет
- Stutent's Solution Manual To Introduction To Statistical Quality Control 5E - MontgomeryДокумент472 страницыStutent's Solution Manual To Introduction To Statistical Quality Control 5E - MontgomeryDoem69% (13)
- Exercises Variables Control ChartsДокумент49 страницExercises Variables Control ChartsPisak PanapirukkullОценок пока нет
- Eastern Mediterranean University Department of Industrial EngineeringДокумент3 страницыEastern Mediterranean University Department of Industrial EngineeringAngela NatashaОценок пока нет
- Semiconductor Microcircuit Production Process Variability EstimationДокумент2 страницыSemiconductor Microcircuit Production Process Variability Estimation正鵠Оценок пока нет
- Homework Suggestions From Chapter 7Документ1 страницаHomework Suggestions From Chapter 7api-234237296Оценок пока нет
- Assignment #3Документ2 страницыAssignment #3Darlene Ramirez Peña50% (2)
- Assignment 3 PDFДокумент2 страницыAssignment 3 PDFjamesОценок пока нет
- Assignment7 PDFДокумент2 страницыAssignment7 PDF正鵠Оценок пока нет
- HMW 2Документ5 страницHMW 2enes üstünОценок пока нет
- CD 5291 Computer Aided Tools For ManufactiringДокумент2 страницыCD 5291 Computer Aided Tools For ManufactiringGnaneswaran Narayanan63% (8)
- Assignment 9Документ2 страницыAssignment 9正鵠Оценок пока нет
- (Rronl' C 'Sevy : : S / - U. An-4444Документ2 страницы(Rronl' C 'Sevy : : S / - U. An-4444Shah PatelОценок пока нет
- Thomas Jovansyah - 17010036 - 010Документ16 страницThomas Jovansyah - 17010036 - 010jovan syahОценок пока нет
- Statistical Quality Control 7Th Edition Montgomery Solutions Manual Full Chapter PDFДокумент67 страницStatistical Quality Control 7Th Edition Montgomery Solutions Manual Full Chapter PDFMrsSydneyBennettMDjnkc100% (7)
- IENG584 Homework Quality Control ChartsДокумент3 страницыIENG584 Homework Quality Control ChartsMario SandovalОценок пока нет
- 7 Hole Probe Calibration PDFДокумент22 страницы7 Hole Probe Calibration PDFRam rajОценок пока нет
- C 2 Is Being Used For Receiving Inspection. Rejected Lots Are Screened, and All Defective ItemsДокумент7 страницC 2 Is Being Used For Receiving Inspection. Rejected Lots Are Screened, and All Defective ItemsSaddam HermansyahОценок пока нет
- Homework Ch8Документ2 страницыHomework Ch8Jenaya JosephОценок пока нет
- Quality Engineering Statistical ToolsДокумент16 страницQuality Engineering Statistical ToolsNilankan KumarОценок пока нет
- A 45301Документ6 страницA 45301heyguys77Оценок пока нет
- Tugas Peta Kendali Atribut 2Документ2 страницыTugas Peta Kendali Atribut 2Marcell francescoОценок пока нет
- Code No: 35110Документ8 страницCode No: 35110SRINIVASA RAO GANTAОценок пока нет
- Ai ModelДокумент3 страницыAi ModelveenadivyakishОценок пока нет
- Actividad 1 GC Variables X-RДокумент4 страницыActividad 1 GC Variables X-RMarco Antonio MacielОценок пока нет
- Chapter 6-TestbenchДокумент107 страницChapter 6-Testbenchelle868Оценок пока нет
- 15P701Документ3 страницы15P701rajakrishnanОценок пока нет
- 15P701Документ4 страницы15P701rajakrishnanОценок пока нет
- EE4315 Exam PaperДокумент6 страницEE4315 Exam PaperKavindu Ransara MudaligeОценок пока нет
- B.Tech. Reliability Engineering Model Question PaperДокумент4 страницыB.Tech. Reliability Engineering Model Question PaperEbin EldhoОценок пока нет
- R7411008 Digital Control SystemsДокумент1 страницаR7411008 Digital Control SystemssivabharathamurthyОценок пока нет
- Statistical Methods For Industrial Process ControlДокумент8 страницStatistical Methods For Industrial Process ControlSteven WilliamsОценок пока нет
- Final Exam 2013Документ11 страницFinal Exam 2013Saeed MishalОценок пока нет
- 5.variable Control ChartДокумент71 страница5.variable Control ChartTalha Imran100% (1)
- Statistical Process Control Charts: Qa-LabДокумент24 страницыStatistical Process Control Charts: Qa-LabStev D'BulletОценок пока нет
- Week 12 - Ch11 & Ch12 - Common Project Processes and Project Systems and SolutionsДокумент17 страницWeek 12 - Ch11 & Ch12 - Common Project Processes and Project Systems and SolutionsathulyabeenaraniОценок пока нет
- Applsci 12 06046Документ16 страницApplsci 12 06046apis21Оценок пока нет
- Unit-11 Statistical Quality Control NotesДокумент27 страницUnit-11 Statistical Quality Control NotesSudhanvaKatti100% (1)
- A Guide To Control ChartsДокумент12 страницA Guide To Control ChartsAnonymous utfuIcnОценок пока нет
- Operations Management: Quality ControlДокумент18 страницOperations Management: Quality ControlyasminafzaalОценок пока нет
- MIL-HDBK-1916 Guidance on Quality Systems and Statistical Process ControlДокумент127 страницMIL-HDBK-1916 Guidance on Quality Systems and Statistical Process ControlmmkattaОценок пока нет
- ch.6 SPC Montgomery Slides PDFДокумент65 страницch.6 SPC Montgomery Slides PDFMarwan A. Nasser100% (2)
- Module 3: Statistical Quality Control 1Документ22 страницыModule 3: Statistical Quality Control 1Rubel BaruaОценок пока нет
- TQMДокумент160 страницTQMEzekiel Eljay MacatangayОценок пока нет
- 15 - Statistical Quality ControlДокумент82 страницы15 - Statistical Quality ControlNimish JoshiОценок пока нет
- Operation PDFДокумент45 страницOperation PDFSANDIP NAYEKОценок пока нет
- Sampling and Amount of Testing of Hydraulic CementДокумент5 страницSampling and Amount of Testing of Hydraulic CementEvert RiveraОценок пока нет
- CH 06Документ48 страницCH 06Erica TannarisОценок пока нет
- Data Visualization, Volume IIДокумент33 страницыData Visualization, Volume IICharleneKronstedtОценок пока нет
- !-IE-Exit Exam Model QuestionsДокумент74 страницы!-IE-Exit Exam Model QuestionsJibril AdileОценок пока нет
- Excel Add-In For Statistical Process ControlДокумент12 страницExcel Add-In For Statistical Process Controlmy.nafi.pmp5283Оценок пока нет
- Quality Control Tools For Improving Processes: Supplement 6Документ55 страницQuality Control Tools For Improving Processes: Supplement 6janssen.villian3621Оценок пока нет
- Laboratory Data Management GuidanceДокумент70 страницLaboratory Data Management GuidanceTai Nguyen0% (1)
- 08 - Chapter 1 PDFДокумент39 страниц08 - Chapter 1 PDFKarandeep SinghОценок пока нет
- Chapter 3 - Philosophy of The Shewhart ChartДокумент48 страницChapter 3 - Philosophy of The Shewhart Chartgeletaw mitawОценок пока нет
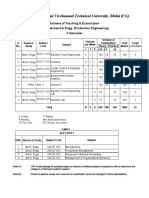
- Chhattisgarh Swami Vivekanand Technical University, Bhilai (CG)Документ11 страницChhattisgarh Swami Vivekanand Technical University, Bhilai (CG)Dr Abhijeet GangulyОценок пока нет
- Yoyomato Paperdeliverable4Документ38 страницYoyomato Paperdeliverable4api-466559975Оценок пока нет
- PSI 4 Course Material v2.1Документ34 страницыPSI 4 Course Material v2.1sreenathОценок пока нет
- Statistical Process ControlДокумент66 страницStatistical Process Controlanshuldce50% (2)
- The B7 Tools of Quality TrainingДокумент38 страницThe B7 Tools of Quality TrainingRosalie RosalesОценок пока нет