Вам также может понравиться
- Auditoria Informatica ResumenДокумент7 страницAuditoria Informatica ResumenRaul NavarroОценок пока нет
- UNIDAD 2 Proceso Fundición de Metales PDFДокумент24 страницыUNIDAD 2 Proceso Fundición de Metales PDFJuan DE Jesus ReyesОценок пока нет
- Calculo de ChimeneasДокумент57 страницCalculo de ChimeneasDavidMañanes100% (1)
- Procesos de Conformado Sin Arranque de Viruta U. 4Документ10 страницProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosОценок пока нет
- Pulido - Acabados SuperficialesДокумент27 страницPulido - Acabados SuperficialesHugo Montelongo Solano100% (1)
- UNIDAD 4 Acabados SuperficialesДокумент20 страницUNIDAD 4 Acabados Superficialescecilia cruz0% (1)
- HAZOPДокумент28 страницHAZOPJuan Gonzales HernandezОценок пока нет
- Cuestionario U-3 ContestadoДокумент12 страницCuestionario U-3 ContestadoCarlos Osmar SotoОценок пока нет
- Norma E 060 Concreto ArmadoДокумент33 страницыNorma E 060 Concreto Armadoluis alfredoОценок пока нет
- RECTIFICADOДокумент14 страницRECTIFICADOKevin Lachos DíazОценок пока нет
- Cuestionario 7 Maq. No Tradicional. Salas GutierrezДокумент4 страницыCuestionario 7 Maq. No Tradicional. Salas GutierrezCAROLINA ARISDEY SALAS GUTIERREZОценок пока нет
- RectificadoraДокумент25 страницRectificadoraJonathan Tuabanda100% (2)
- Acabados SuperficialesДокумент30 страницAcabados SuperficialesAlex Lara100% (1)
- Materiales AbrasivosДокумент12 страницMateriales AbrasivosEdith Nohemy Ordoñez Dominguez100% (1)
- Serie de Problemas de Cinética EnzimáticaДокумент4 страницыSerie de Problemas de Cinética EnzimáticaCristina CrrsОценок пока нет
- Tarea 4Документ10 страницTarea 4daniela morenoОценок пока нет
- Proceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFДокумент29 страницProceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFGeovannied Zet de Santiago100% (2)
- Analisis de FabricacionДокумент20 страницAnalisis de FabricacionManases Herrera0% (1)
- Maquinado Con Abrasivos11Документ34 страницыMaquinado Con Abrasivos11antoniocrar100% (1)
- MaquinadosДокумент18 страницMaquinadosIvan Edd Hernandez SalazarОценок пока нет
- Herramientas de Corte.Документ26 страницHerramientas de Corte.Gilberto Morales100% (2)
- Maquinado de EngranajesДокумент9 страницMaquinado de EngranajesDaniela Sierra JiménezОценок пока нет
- Proceso de FresadoДокумент26 страницProceso de FresadoEsteban Quezada NeriОценок пока нет
- Tipos de Fresas y CaracterísticasДокумент6 страницTipos de Fresas y CaracterísticasKrristiian RodrriguezzОценок пока нет
- Informe Plomada CompletoДокумент16 страницInforme Plomada CompletoEdwin ReveloОценок пока нет
- Mecanizado QuimicoДокумент13 страницMecanizado Quimicoelianny jimenezОценок пока нет
- Practica Cizallado y RoladoДокумент9 страницPractica Cizallado y RoladocarrascoОценок пока нет
- Acabados SuperficialesДокумент7 страницAcabados SuperficialesFrânçïsçô DâvïdОценок пока нет
- Proceso de Doblado de LáminaДокумент6 страницProceso de Doblado de LáminaCamiloОценок пока нет
- Cóncavo y Cargas de TrefiladoДокумент3 страницыCóncavo y Cargas de TrefiladoRoberto Jesus Vera Leon0% (1)
- MAnufactura CepilladoДокумент7 страницMAnufactura Cepilladolachv346@hotmail.com89% (9)
- Cuestionario 3 2020 e Tecnologia de Los MetalesДокумент14 страницCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaОценок пока нет
- Maquinado Con Chorro AbrasivoДокумент3 страницыMaquinado Con Chorro AbrasivoÊdDy AréNnäs DyОценок пока нет
- Máquinas Herramientas ConvencionalesДокумент7 страницMáquinas Herramientas ConvencionalesCarlos YauriОценок пока нет
- Análisis de Fuerza de CorteДокумент7 страницAnálisis de Fuerza de CorteOsbaldo LeonОценок пока нет
- Corte Con Chorro de AguaДокумент10 страницCorte Con Chorro de Aguarassisonny-4690Оценок пока нет
- Tipos de VirutaДокумент31 страницаTipos de VirutaMiriam Trejo Martinez50% (2)
- Corte Por HiloДокумент6 страницCorte Por HiloMaferBeristainОценок пока нет
- Rectificadora ResumenДокумент3 страницыRectificadora ResumenPeter Harold El Tigre100% (1)
- Cuestionario 8Документ4 страницыCuestionario 8Arturo ContrerasОценок пока нет
- Taladros IndustrialesДокумент8 страницTaladros IndustrialesGabriel AlvarezОценок пока нет
- Materiales para Herramientas (Acabado-Mini)Документ18 страницMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- Tratamientos Termoquímicos IntroducciónДокумент12 страницTratamientos Termoquímicos IntroducciónTonny PerezОценок пока нет
- Informe Torno CNCДокумент12 страницInforme Torno CNCAlicia ArevaloОценок пока нет
- Practica 4 Pulido de Una Muestra MetalograficaДокумент4 страницыPractica 4 Pulido de Una Muestra MetalograficaMiguel Camargo50% (2)
- Cuestionario Capítulo 31Документ7 страницCuestionario Capítulo 31María Alejandra Meza MillonesОценок пока нет
- Proceso de Doblado (Completo Final)Документ7 страницProceso de Doblado (Completo Final)Capavi CapabaОценок пока нет
- Procesos de Remoción de MaterialДокумент85 страницProcesos de Remoción de MaterialMena TarahumaraОценок пока нет
- Maquinados-Con-Chorro-Abrasivo 2Документ13 страницMaquinados-Con-Chorro-Abrasivo 2Marilu Montoya100% (2)
- Recubrimientos SuperficialesДокумент41 страницаRecubrimientos Superficialescarlitos_peruanoОценок пока нет
- Brida de SujecionДокумент16 страницBrida de SujecionWilder FloresОценок пока нет
- Procesos Avanzados de MaquinadoДокумент20 страницProcesos Avanzados de MaquinadoMartín Kunusch100% (1)
- EMBUTIDOДокумент7 страницEMBUTIDOManuel Vazquez MОценок пока нет
- Aserrado Con Máquina HerramientaДокумент2 страницыAserrado Con Máquina HerramientaKenneth Alfaro100% (1)
- Proceso de EscariadoДокумент7 страницProceso de EscariadoHáánsoOn LagunéésОценок пока нет
- Herramientas Y Parámetros de Corte en CNCДокумент21 страницаHerramientas Y Parámetros de Corte en CNCAlberto Hai ReОценок пока нет
- Fundicion, Moldeo y Procesos AfinesДокумент40 страницFundicion, Moldeo y Procesos AfinesEve PeciОценок пока нет
- Calculos de Fresado de Piezas PDFДокумент35 страницCalculos de Fresado de Piezas PDFRichard ArizagaОценок пока нет
- 1Документ10 страниц1Arlet BibriescaОценок пока нет
- Maquinado de Chorro AbrasivoДокумент2 страницыMaquinado de Chorro AbrasivoAracely SosaОценок пока нет
- Recubrimientos MetalicosДокумент69 страницRecubrimientos MetalicosLuis Rdz MartinezОценок пока нет
- Electroerosión 2 2021 - 1Документ13 страницElectroerosión 2 2021 - 1Calixto Cabrera Medrano100% (1)
- La ElectroerosiónДокумент3 страницыLa Electroerosiónたましろ あきらОценок пока нет
- Consulta Mecanizado - EdwinArcos PDFДокумент13 страницConsulta Mecanizado - EdwinArcos PDFEdwin ArcosОценок пока нет
- ElectromecanizadoДокумент6 страницElectromecanizadoAngel PiñaОценок пока нет
- DESARROLLO SUSTENTABLE La Inseguridad Alimentaria Social Política Jurídica y Económica.Документ13 страницDESARROLLO SUSTENTABLE La Inseguridad Alimentaria Social Política Jurídica y Económica.Osvaldo Herrera75% (8)
- Ensayo.-La Inseguridad Alimentaria, Social, Política, Jurídica, y Económica.Документ9 страницEnsayo.-La Inseguridad Alimentaria, Social, Política, Jurídica, y Económica.Rødrigø MuñozОценок пока нет
- Maquinado Por ElectrodescargaДокумент5 страницMaquinado Por ElectrodescargaRødrigø MuñozОценок пока нет
- Maquinado Por ElectrodescargaДокумент5 страницMaquinado Por ElectrodescargaRødrigø MuñozОценок пока нет
- CatalogoДокумент2 страницыCatalogoRødrigø MuñozОценок пока нет
- CinematicaДокумент33 страницыCinematicaRødrigø MuñozОценок пока нет
- Plomo y ProdiedadesДокумент5 страницPlomo y ProdiedadesRødrigø MuñozОценок пока нет
- Normas y Criterios para La Selección de Materiales CerámicosДокумент4 страницыNormas y Criterios para La Selección de Materiales CerámicosRødrigø Muñoz100% (4)
- Mantenimiento Mecanico de Valvulas y Auxiliares de La Planta Concentradora - HudbayДокумент34 страницыMantenimiento Mecanico de Valvulas y Auxiliares de La Planta Concentradora - HudbayGabriel PozoОценок пока нет
- Asentamiento de SueloДокумент5 страницAsentamiento de Suelomaycol90Оценок пока нет
- Guía CompuertasДокумент1 страницаGuía CompuertasHdo. Arnulfo Sierra Morales100% (2)
- 3 Reportes y Layouts en SBO PDFДокумент40 страниц3 Reportes y Layouts en SBO PDFronaldapazaОценок пока нет
- Simbologia y Diagramacion en Control de ProcesosДокумент16 страницSimbologia y Diagramacion en Control de ProcesosCarolina Del AguilaОценок пока нет
- Brochure l150h l180h l220h t3 Es A6 20055439 CДокумент28 страницBrochure l150h l180h l220h t3 Es A6 20055439 CRoni WayraОценок пока нет
- Materia OrganicaДокумент7 страницMateria OrganicaLizbeth MonteroОценок пока нет
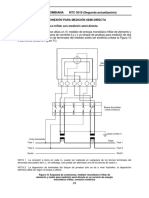
- 14 Guia Tecnica Colombiana GTC-24Документ7 страниц14 Guia Tecnica Colombiana GTC-24rengio100% (4)
- Trabajo Práctico PlásticosДокумент3 страницыTrabajo Práctico PlásticosMaria SuárezОценок пока нет
- Propiedades Reológicas de FluidosДокумент21 страницаPropiedades Reológicas de FluidosTahic P100% (1)
- Actividad de Soldadura y CorteДокумент27 страницActividad de Soldadura y Cortegrupo aztlanОценок пока нет
- Discurso (Joselyn Chicaiza)Документ2 страницыDiscurso (Joselyn Chicaiza)Joselyn ChicaizaОценок пока нет
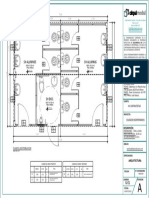
- G - SSHH 01 - PlantaДокумент1 страницаG - SSHH 01 - PlantaRaúl Manuel Espinoza RetamozoОценок пока нет
- Guia 2 Agua Potable PPRДокумент11 страницGuia 2 Agua Potable PPRklamsОценок пока нет
- Deber 4 LibroДокумент6 страницDeber 4 Librovicky mОценок пока нет
- NTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaДокумент13 страницNTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaBreiner CortesОценок пока нет
- VISIÓN - Mision y Perfil Profesional PDFДокумент1 страницаVISIÓN - Mision y Perfil Profesional PDFJoel H LlОценок пока нет
- Rendimientos T Arquitectura y Civil EstructuralДокумент54 страницыRendimientos T Arquitectura y Civil EstructuralJUAN CARLOS BIBIANO BEDOLLAОценок пока нет
- NITROGENOДокумент3 страницыNITROGENOYeshua FonsecaОценок пока нет
- Tabla Periódica, Configuración Electrónica y Enlace Químico de Los ElementosДокумент4 страницыTabla Periódica, Configuración Electrónica y Enlace Químico de Los Elementosvladimir divasОценок пока нет
- Técnicas Urbanisticas y Constructivas IncasДокумент10 страницTécnicas Urbanisticas y Constructivas IncasKathelim B'CabreraОценок пока нет
- Introduccion Al Arcgis en FotogrametriaДокумент104 страницыIntroduccion Al Arcgis en FotogrametriaEmer Moreano Huanca100% (1)
- Reporte de Manometro CaseroДокумент4 страницыReporte de Manometro CaseroULISES ANTONIO DE LA CRUZ VENEGASОценок пока нет
- Diapos Pitot Final Final 5Документ35 страницDiapos Pitot Final Final 5MaJuTorresRimeyОценок пока нет
- Volumen de ControlДокумент7 страницVolumen de Controljorge valverde olivaОценок пока нет