Вам также может понравиться
- Diamond ReportДокумент13 страницDiamond Reportkanani hardikОценок пока нет
- Modern Diamond Cutting and PolishingДокумент20 страницModern Diamond Cutting and PolishingElly SufriadiОценок пока нет
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryДокумент15 страницBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulОценок пока нет
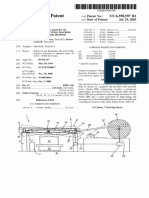
- United States Patent (10) Patent No.: US 6,598,597 B1: Mar0cco Et Al. (45) Date of Patent: Jul. 29, 2003Документ13 страницUnited States Patent (10) Patent No.: US 6,598,597 B1: Mar0cco Et Al. (45) Date of Patent: Jul. 29, 2003anas aОценок пока нет
- Drilling Bits SPE Series-ADIДокумент62 страницыDrilling Bits SPE Series-ADIAlfredo TintayaОценок пока нет
- Drill Bits: SupervisorДокумент12 страницDrill Bits: SupervisorNazeer AlyasОценок пока нет
- Dipl & Prassl - Drilling Engineering (093-115)Документ23 страницыDipl & Prassl - Drilling Engineering (093-115)JordanОценок пока нет
- Diamond Drilling Bit ManualДокумент37 страницDiamond Drilling Bit Manualkmf serviceОценок пока нет
- 03 Cutterbit PDFДокумент6 страниц03 Cutterbit PDFsanty222Оценок пока нет
- 1 PBДокумент6 страниц1 PBAhmed GharbiОценок пока нет
- TSP Bits: by Jack Leave A CommentДокумент8 страницTSP Bits: by Jack Leave A CommentMuhammad Saqib JanОценок пока нет
- Carbon, 2. Diamond: TTO Ohler Abriele Utsch Erdinand Von Turm Rhard EGEДокумент17 страницCarbon, 2. Diamond: TTO Ohler Abriele Utsch Erdinand Von Turm Rhard EGEMujtaba AbbasОценок пока нет
- Diamond Trainee Manual 901190Документ242 страницыDiamond Trainee Manual 901190welshin92% (13)
- 5 Rotary Drilling BitsДокумент4 страницы5 Rotary Drilling BitsCesar AlvarezОценок пока нет
- 1 14failure Analysis of Weld Neck Flange in A RefineryДокумент13 страниц1 14failure Analysis of Weld Neck Flange in A RefineryomidalisohnОценок пока нет
- Lecture 5 Drill Bit Types and Their ApplicationsДокумент8 страницLecture 5 Drill Bit Types and Their ApplicationsSaurav SenguptaОценок пока нет
- Pete321 Chapter4Документ20 страницPete321 Chapter4Jessica Cecilia Silva AnguloОценок пока нет
- Ieeeee: United States PatentДокумент12 страницIeeeee: United States PatentJosuelito BritoОценок пока нет
- Failure Analysis of Cooling Fan GearboxДокумент7 страницFailure Analysis of Cooling Fan GearboxJoão Paulo VissottoОценок пока нет
- Polished DiamondsДокумент9 страницPolished DiamondspedroОценок пока нет
- K. Reckling R. B. Hoy Stanley Lefond : The AДокумент24 страницыK. Reckling R. B. Hoy Stanley Lefond : The ABenito Quispe A.Оценок пока нет
- Analysis of A Failed Spur Gear From A Vibro-HammerДокумент8 страницAnalysis of A Failed Spur Gear From A Vibro-HammerJoão Paulo VissottoОценок пока нет
- Deposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingДокумент8 страницDeposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingÉlida AlvesОценок пока нет
- Processing and Characterization of Impregnated Diamond Cutting Tools Using A Ferrous Metal MatrixДокумент9 страницProcessing and Characterization of Impregnated Diamond Cutting Tools Using A Ferrous Metal MatrixWinterstone W. DiamantОценок пока нет
- IntroductionДокумент30 страницIntroductionAnandkakdeОценок пока нет
- 08 Drilling Engineering Part 4 DrillbitsДокумент35 страниц08 Drilling Engineering Part 4 DrillbitsAzizul HakimОценок пока нет
- Shell Like Fractures in Continuously Cast SlabsДокумент7 страницShell Like Fractures in Continuously Cast SlabsJose Marval RodriguezОценок пока нет
- Optical & EM Characterization - SlideshareДокумент8 страницOptical & EM Characterization - SlidesharehafizalОценок пока нет
- Drilling BitsДокумент9 страницDrilling BitsAli AbdelrahemОценок пока нет
- Bits & Core HeadsДокумент74 страницыBits & Core HeadsdaveОценок пока нет
- Metal FormingДокумент7 страницMetal FormingAl Fredo100% (3)
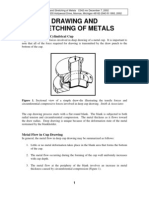
- Drawing and Stretching of MetalsДокумент16 страницDrawing and Stretching of MetalsNavdeep Singh DhakaОценок пока нет
- Art Perline FinДокумент14 страницArt Perline Finreworksystems1Оценок пока нет
- Whisker Free Tin Jan Feb White Paper DownloadДокумент6 страницWhisker Free Tin Jan Feb White Paper DownloadRajashekhar MahantinamathОценок пока нет
- Proposal of Stinger BitsДокумент22 страницыProposal of Stinger BitsAbhinav SharmaОценок пока нет
- Sand Casting Over View and Defect AnalysisДокумент29 страницSand Casting Over View and Defect AnalysisNindya HauraОценок пока нет
- Precision ManufacturingДокумент18 страницPrecision ManufacturingUrgie KuОценок пока нет
- Temporary Coverage of Anterior Teeth: Thomas M. Cooper, B.S., D.D.S.Документ5 страницTemporary Coverage of Anterior Teeth: Thomas M. Cooper, B.S., D.D.S.Indrani DasОценок пока нет
- MFT IДокумент26 страницMFT IThulasi RamОценок пока нет
- Chapter 10Документ27 страницChapter 10Yash GandhiОценок пока нет
- Weld Defects TWIДокумент96 страницWeld Defects TWISabir Shabbir100% (7)
- Rock BitsДокумент17 страницRock Bitssuresh_501Оценок пока нет
- Cracks in A Powder VibratingДокумент12 страницCracks in A Powder Vibratinglrodriguez_892566Оценок пока нет
- Technical Interview Questions For Fresher Mechanical Design EngineersДокумент12 страницTechnical Interview Questions For Fresher Mechanical Design EngineersRavisatya DasamОценок пока нет
- Phân tích thị trường KCДокумент40 страницPhân tích thị trường KCLúa HaiОценок пока нет
- Lapidary ProcessДокумент35 страницLapidary ProcessDeus GarciaОценок пока нет
- Galvanic Corrosion Behavior of Orthodontic Archwire Alloys Coupled To Bracket Alloys.Документ7 страницGalvanic Corrosion Behavior of Orthodontic Archwire Alloys Coupled To Bracket Alloys.maparmerОценок пока нет
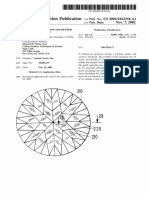
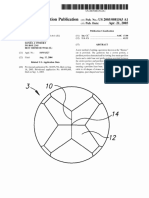
- Patent Application Publication (10) Pub. No.: US 2005/0081563 A1Документ22 страницыPatent Application Publication (10) Pub. No.: US 2005/0081563 A1kanani hardikОценок пока нет
- Casting Gemstones in Place by Ajit MenonДокумент8 страницCasting Gemstones in Place by Ajit MenonDonato VellecaОценок пока нет
- Sand Casting: Pouring Cup Cope Down Sprue RiserДокумент71 страницаSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Оценок пока нет
- Lec1sand Casting PDFДокумент16 страницLec1sand Casting PDFSujit MishraОценок пока нет
- Hussain Rabia - Drill Bits (Chapter 9)Документ44 страницыHussain Rabia - Drill Bits (Chapter 9)Andreas Ansen VitalisОценок пока нет
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОт EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОценок пока нет
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОт EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОценок пока нет
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОт EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОценок пока нет
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- Clock - WikipediaДокумент20 страницClock - Wikipediaraghunath670743Оценок пока нет
- Building Capabilities For Performance PDFДокумент12 страницBuilding Capabilities For Performance PDFraghunath670743Оценок пока нет
- Building Capabilities For Performance PDFДокумент12 страницBuilding Capabilities For Performance PDFraghunath670743Оценок пока нет
- CSIR CLRIVocationalProspectus PDFДокумент7 страницCSIR CLRIVocationalProspectus PDFraghunath670743Оценок пока нет
- CSIR CLRIVocationalProspectus PDFДокумент7 страницCSIR CLRIVocationalProspectus PDFraghunath670743Оценок пока нет
- What Is A Capability Building?: What Does It Mean To Build Capacity?Документ7 страницWhat Is A Capability Building?: What Does It Mean To Build Capacity?raghunath670743Оценок пока нет
- HowДокумент2 страницыHowraghunath670743Оценок пока нет
- What Is A Capability Building?: What Does It Mean To Build Capacity?Документ7 страницWhat Is A Capability Building?: What Does It Mean To Build Capacity?raghunath670743Оценок пока нет
- S 0219686718500087Документ18 страницS 0219686718500087raghunath670743Оценок пока нет
- 50 Different Types of Clocks With Pictures in 2019 Styles at LifeДокумент29 страниц50 Different Types of Clocks With Pictures in 2019 Styles at Liferaghunath670743Оценок пока нет
- 464 Im0011Документ5 страниц464 Im0011raghunath670743Оценок пока нет
- Clock - New World EncyclopediaДокумент10 страницClock - New World Encyclopediaraghunath670743Оценок пока нет
- 13 Irp MontielДокумент8 страниц13 Irp Montielraghunath670743Оценок пока нет
- QuestionairДокумент2 страницыQuestionairraghunath670743Оценок пока нет
- Names of Parts of A Clock - Our PastimesДокумент23 страницыNames of Parts of A Clock - Our Pastimesraghunath670743Оценок пока нет
- QFD Analysis and Case Research For After-Sales Service Quality of The Automobile 4S StoreДокумент12 страницQFD Analysis and Case Research For After-Sales Service Quality of The Automobile 4S StoreEdison Corrales CalderonОценок пока нет
- Heathcare SoftwareДокумент19 страницHeathcare Softwareraghunath670743Оценок пока нет
- How Quartz Watches and Clocks Work - Explain That StuffДокумент11 страницHow Quartz Watches and Clocks Work - Explain That Stuffraghunath670743Оценок пока нет
- Who Invented Clocks Through The YearsДокумент11 страницWho Invented Clocks Through The Yearsraghunath670743Оценок пока нет
- HowДокумент2 страницыHowraghunath670743Оценок пока нет
- HowДокумент2 страницыHowraghunath670743Оценок пока нет
- Clock - WikipediaДокумент20 страницClock - Wikipediaraghunath670743Оценок пока нет
- TripДокумент1 страницаTripraghunath670743Оценок пока нет
- Tickets PDFДокумент2 страницыTickets PDFraghunath670743Оценок пока нет
- SheetДокумент23 страницыSheetsantoshbawageОценок пока нет
- Indian Companies IILF Chennai 2019Документ106 страницIndian Companies IILF Chennai 2019raghunath670743Оценок пока нет
- Mont BlancДокумент13 страницMont Blancraghunath670743Оценок пока нет
- Innovation & New Product Development.Документ9 страницInnovation & New Product Development.raghunath670743100% (1)
- 4) 'Hpsor/Phqwirudqhzsurgxfwghvljq Lqdplqhudozdwhufrpsdq/: SciencedirectДокумент7 страниц4) 'Hpsor/Phqwirudqhzsurgxfwghvljq Lqdplqhudozdwhufrpsdq/: SciencedirectBagus KrisviandikОценок пока нет
- RTL 2020Документ24 страницыRTL 2020raghunath670743Оценок пока нет
- PLSQL Day 1Документ12 страницPLSQL Day 1rambabuОценок пока нет
- Mendoza - Kyle Andre - BSEE-1A (STS ACTIVITY 5)Документ1 страницаMendoza - Kyle Andre - BSEE-1A (STS ACTIVITY 5)Kyle Andre MendozaОценок пока нет
- Rid and Clean Safety DataДокумент1 страницаRid and Clean Safety DataElizabeth GraceОценок пока нет
- Precertification Worksheet: LEED v4.1 BD+C - PrecertificationДокумент62 страницыPrecertification Worksheet: LEED v4.1 BD+C - PrecertificationLipi AgarwalОценок пока нет
- Land Building and MachineryДокумент26 страницLand Building and MachineryNathalie Getino100% (1)
- Fix Problems in Windows SearchДокумент2 страницыFix Problems in Windows SearchSabah SalihОценок пока нет
- Journal Entry EnrepДокумент37 страницJournal Entry Enreptherese lamelaОценок пока нет
- Specification - Pump StationДокумент59 страницSpecification - Pump StationchialunОценок пока нет
- Tesmec Catalogue TmeДокумент208 страницTesmec Catalogue TmeDidier solanoОценок пока нет
- Activity-Based Management (ABM) Is A Systemwide, Integrated Approach That FocusesДокумент4 страницыActivity-Based Management (ABM) Is A Systemwide, Integrated Approach That FocusestogarikalОценок пока нет
- Branding Assignment KurkureДокумент14 страницBranding Assignment KurkureAkriti Jaiswal0% (1)
- Rudolf Steiner - Twelve Senses in Man GA 206Документ67 страницRudolf Steiner - Twelve Senses in Man GA 206Raul PopescuОценок пока нет
- Img - Oriental Magic by Idries Shah ImageДокумент119 страницImg - Oriental Magic by Idries Shah ImageCarolos Strangeness Eaves100% (2)
- Lifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMДокумент2 страницыLifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMkevinwz1989Оценок пока нет
- Prof. Monzer KahfДокумент15 страницProf. Monzer KahfAbdulОценок пока нет
- Placement TestДокумент6 страницPlacement TestNovia YunitazamiОценок пока нет
- GooseberriesДокумент10 страницGooseberriesmoobin.jolfaОценок пока нет
- FAMILYДокумент3 страницыFAMILYJenecel ZanoriaОценок пока нет
- Lecture 4 PDFДокумент9 страницLecture 4 PDFVarun SinghalОценок пока нет
- 5Документ3 страницы5Carlo ParasОценок пока нет
- Ikramul (Electrical)Документ3 страницыIkramul (Electrical)Ikramu HaqueОценок пока нет
- Best Interior Architects in Kolkata PDF DownloadДокумент1 страницаBest Interior Architects in Kolkata PDF DownloadArsh KrishОценок пока нет
- English HL P1 Nov 2019Документ12 страницEnglish HL P1 Nov 2019Khathutshelo KharivheОценок пока нет
- Pigeon Racing PigeonДокумент7 страницPigeon Racing Pigeonsundarhicet83Оценок пока нет
- Java Magazine JanuaryFebruary 2013Документ93 страницыJava Magazine JanuaryFebruary 2013rubensaОценок пока нет
- PSIG EscalatorДокумент31 страницаPSIG EscalatorNaseer KhanОценок пока нет
- VIII and IXДокумент56 страницVIII and IXTinn ApОценок пока нет
- Foucault, M.-Experience-Book (Trombadori Interview)Документ11 страницFoucault, M.-Experience-Book (Trombadori Interview)YashinОценок пока нет
- Food NutritionДокумент21 страницаFood NutritionLaine AcainОценок пока нет
- ACSRДокумент3 страницыACSRWeber HahnОценок пока нет