Вам также может понравиться
- 1 161211033038Документ42 страницы1 161211033038Munaf AcademyОценок пока нет
- LightForge User Guide v1.2Документ9 страницLightForge User Guide v1.2Du RoyОценок пока нет
- CAM - QP SetДокумент2 страницыCAM - QP Setnaga sathvikОценок пока нет
- Tops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Документ13 страницTops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Megha SharmaОценок пока нет
- Session 6: Measuring Capacity in Customized and Variety Driven ProcessesДокумент30 страницSession 6: Measuring Capacity in Customized and Variety Driven ProcessesAniket BorseОценок пока нет
- Working Plan: Impeler Up 003/cnc2/IV/2016 MoriseikiДокумент9 страницWorking Plan: Impeler Up 003/cnc2/IV/2016 MoriseikiMohammad Fikri JalaludinОценок пока нет
- MT-A110 Catalog 2023 (En)Документ2 страницыMT-A110 Catalog 2023 (En)CnzОценок пока нет
- Workflow For MasterCAM SetupДокумент15 страницWorkflow For MasterCAM SetupfinastashaОценок пока нет
- Fitting Workshop Report UthmДокумент18 страницFitting Workshop Report UthmkurttaufiqhakimiОценок пока нет
- Risk Assessment PDFДокумент54 страницыRisk Assessment PDFTeju AshuОценок пока нет
- Tugas Si SadeДокумент25 страницTugas Si SadeNabil SatriaОценок пока нет
- WEB XLS Flyer 2018Документ4 страницыWEB XLS Flyer 2018KhalilullahОценок пока нет
- Spring PlungersДокумент46 страницSpring Plungersarmin_kunosic9871Оценок пока нет
- Blower CrematoryДокумент1 страницаBlower CrematorySalima DwiОценок пока нет
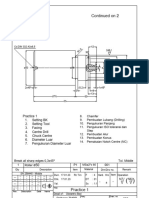
- Praktek Bubut T Perkapalan 2023Документ1 страницаPraktek Bubut T Perkapalan 2023bayuaryaarlikusuma50Оценок пока нет
- 153 - Integrated Monitor MountДокумент10 страниц153 - Integrated Monitor MountDavid LynxОценок пока нет
- RASO Series en v001Документ12 страницRASO Series en v001silviolcОценок пока нет
- SBK TДокумент1 страницаSBK Tralish12Оценок пока нет
- EPX1250Документ2 страницыEPX1250adventius S.SОценок пока нет
- U Drills and Spade Drills - 2018Документ52 страницыU Drills and Spade Drills - 2018ecarrilloОценок пока нет
- Railing Void AwannДокумент13 страницRailing Void Awannlukas HariyadiОценок пока нет
- Detalirovka Dvigatelya Robin Subaru Ex 40Документ33 страницыDetalirovka Dvigatelya Robin Subaru Ex 40Augusto BellezaОценок пока нет
- Design and Fabrication of Multi Functional Machine For Fruits and Other Root CropsДокумент48 страницDesign and Fabrication of Multi Functional Machine For Fruits and Other Root CropsLeodynell DastasОценок пока нет
- Part Numbering System: Product Code Guide (Conductive Polymer Surface Mount Type)Документ15 страницPart Numbering System: Product Code Guide (Conductive Polymer Surface Mount Type)scribdpinoОценок пока нет
- GamBar Kerja LKS 2011 JatimДокумент7 страницGamBar Kerja LKS 2011 JatimDidikIswantoОценок пока нет
- Facilities Assignment 1-2-2015Документ2 страницыFacilities Assignment 1-2-2015Xnort G. Xwest0% (1)
- Week 7 Data Envelopment Analysis Linear Programming TechniqueДокумент18 страницWeek 7 Data Envelopment Analysis Linear Programming TechniqueCharlotte ChanОценок пока нет
- Hob SelectionДокумент4 страницыHob SelectionVikas ChauhanОценок пока нет
- PTLF 04Документ31 страницаPTLF 04Myhacker 24Оценок пока нет
- LFC EDM Wire Cut Machine Manual (Meachanic)Документ19 страницLFC EDM Wire Cut Machine Manual (Meachanic)Matriplas MatriceríaОценок пока нет
- Tempuyung G1 Kel 3Документ5 страницTempuyung G1 Kel 3Jovita ImeldaОценок пока нет
- 6 V May 2018Документ12 страниц6 V May 2018A 60 Rohan bansiyarОценок пока нет
- Ender-2 Pro-SM-001 User Manual CompressedДокумент32 страницыEnder-2 Pro-SM-001 User Manual CompressedmihaigheОценок пока нет
- Difuses UltrasonicДокумент5 страницDifuses Ultrasonicradius SuharlinОценок пока нет
- Emco Concept Mill Techspec PDFДокумент23 страницыEmco Concept Mill Techspec PDFprimayuwanaОценок пока нет
- Leaflet HighfeedДокумент1 страницаLeaflet HighfeedErlangga Nur AlamsyahОценок пока нет
- Machine Drawing With CAD Lab - MAE204Документ100 страницMachine Drawing With CAD Lab - MAE204Rohit KaushikОценок пока нет
- Frame AnalysisДокумент12 страницFrame AnalysisAvnish raiОценок пока нет
- The Ship Design Package For Rhinoceros V5 Update December 2018Документ39 страницThe Ship Design Package For Rhinoceros V5 Update December 2018MarcoDiPalmaОценок пока нет
- 4PM Self Build Instructions-Bv3t1wДокумент18 страниц4PM Self Build Instructions-Bv3t1wM'kayОценок пока нет
- Woven Wire Mesh CatalogueДокумент17 страницWoven Wire Mesh CatalogueTord MartinsenОценок пока нет
- Frontier500 Brochure PDFДокумент3 страницыFrontier500 Brochure PDFGichinori Dimetri MeokbunОценок пока нет
- Sieve SAND FOR CONCRETE-QC 463 - 19-11-2020Документ1 страницаSieve SAND FOR CONCRETE-QC 463 - 19-11-2020hamiОценок пока нет
- (M2209908381) - #40x30T DETA User ManualДокумент67 страниц(M2209908381) - #40x30T DETA User ManualtuxОценок пока нет
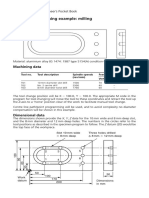
- 8.1.12 Programming Example: Milling: ComponentДокумент1 страница8.1.12 Programming Example: Milling: ComponentmuhdqasimОценок пока нет
- GT Capp FMS CimДокумент58 страницGT Capp FMS CimVinay ChilukuriОценок пока нет
- Machine Design Practice July 2019 Assignment IIT MadrasДокумент39 страницMachine Design Practice July 2019 Assignment IIT MadrasVishwajit HegdeОценок пока нет
- K&S Thin Die Technology-2012Документ27 страницK&S Thin Die Technology-2012DanОценок пока нет
- Micro Tools Presentation FOR PDFДокумент24 страницыMicro Tools Presentation FOR PDFshrikantОценок пока нет
- Base PlateДокумент1 страницаBase PlateDivyansh GuptaОценок пока нет
- Yawei CKY Laser Machines Catalog CFFP CFFC CFFTДокумент9 страницYawei CKY Laser Machines Catalog CFFP CFFC CFFTdavidferrerОценок пока нет
- Sieg Sx2l ManualДокумент19 страницSieg Sx2l ManualAnonymous f6goFflg3T100% (1)
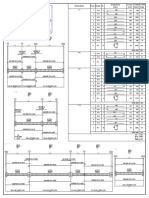
- Térreo Desenho de Vigas Concreto: C25/30 Aço Das Barras: S-400 Aço Dos Estribos: S-400 Escala Vigas 1:100 Escala Seções 1:100 Escala Aberturas 1:100Документ1 страницаTérreo Desenho de Vigas Concreto: C25/30 Aço Das Barras: S-400 Aço Dos Estribos: S-400 Escala Vigas 1:100 Escala Seções 1:100 Escala Aberturas 1:100António BangoОценок пока нет
- Job Information: Job No Sheet No RevДокумент38 страницJob Information: Job No Sheet No RevAriel TurarayОценок пока нет
- 02-10-3694 Cylinder, Lift - For h3 347 R7016Документ1 страница02-10-3694 Cylinder, Lift - For h3 347 R7016Juan Ismael Grave LolОценок пока нет
- 6.02 SS40 Stainless Steel Pipe FittingsДокумент20 страниц6.02 SS40 Stainless Steel Pipe FittingsPaul StuttОценок пока нет
- Pavement Engineering 4300:565 Assignment #7 Spring 2014: Submitted by Mir Shahnewaz Arefin Student Id: 2824475Документ13 страницPavement Engineering 4300:565 Assignment #7 Spring 2014: Submitted by Mir Shahnewaz Arefin Student Id: 2824475Mir Shahnewaz ArefinОценок пока нет
- Noctilux M50 TechnicalDataДокумент7 страницNoctilux M50 TechnicalDataAlessio MalinverniОценок пока нет
- Dosya 1212018142310Документ23 страницыDosya 1212018142310Milan Djenic100% (1)
- Civil Snippets: Trump Ends Concessions For Indian Exports Under GSP-Sriram Lakshman #GS2 #IRДокумент14 страницCivil Snippets: Trump Ends Concessions For Indian Exports Under GSP-Sriram Lakshman #GS2 #IRVinay ChilukuriОценок пока нет
- AbaqusДокумент27 страницAbaqusVinay ChilukuriОценок пока нет
- GT Capp FMS CimДокумент58 страницGT Capp FMS CimVinay ChilukuriОценок пока нет
- Scanned by CamscannerДокумент3 страницыScanned by CamscannerVinay ChilukuriОценок пока нет
- Scanned by CamscannerДокумент18 страницScanned by CamscannerVinay ChilukuriОценок пока нет
- Organic ChemistryДокумент8 страницOrganic ChemistryVinay ChilukuriОценок пока нет
- Trig BookДокумент180 страницTrig BookAlexander LuzОценок пока нет
- Fundamentals of Public Health ManagementДокумент3 страницыFundamentals of Public Health ManagementHPMA globalОценок пока нет
- Leadership Styles-Mckinsey EdДокумент14 страницLeadership Styles-Mckinsey EdcrimsengreenОценок пока нет
- ყვავილები ელჯერნონისთვისДокумент348 страницყვავილები ელჯერნონისთვისNia NorakidzeОценок пока нет
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsДокумент74 страницыAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuОценок пока нет
- Pidsdps 2106Документ174 страницыPidsdps 2106Steven Claude TanangunanОценок пока нет
- Fertilization Guide For CoconutsДокумент2 страницыFertilization Guide For CoconutsTrade goalОценок пока нет
- Acer N300 ManualДокумент50 страницAcer N300 Manualc_formatОценок пока нет
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Документ4 страницыSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaОценок пока нет
- Case CapsuleДокумент8 страницCase CapsuleLiza BulsaraОценок пока нет
- Chapter 4 Achieving Clarity and Limiting Paragraph LengthДокумент1 страницаChapter 4 Achieving Clarity and Limiting Paragraph Lengthapi-550339812Оценок пока нет
- Case Study 2Документ5 страницCase Study 2api-247285537100% (1)
- Unsuccessful MT-SM DeliveryДокумент2 страницыUnsuccessful MT-SM DeliveryPitam MaitiОценок пока нет
- 8051 NotesДокумент61 страница8051 Notessubramanyam62Оценок пока нет
- MCI Approved Medical College in Uzbekistan PDFДокумент3 страницыMCI Approved Medical College in Uzbekistan PDFMBBS ABROADОценок пока нет
- What Are The Spacer Bars in RC Beams - QuoraДокумент3 страницыWhat Are The Spacer Bars in RC Beams - QuoradesignОценок пока нет
- Cyber Briefing Series - Paper 2 - FinalДокумент24 страницыCyber Briefing Series - Paper 2 - FinalMapacheYorkОценок пока нет
- Quiz 140322224412 Phpapp02Документ26 страницQuiz 140322224412 Phpapp02Muhammad Mubeen Iqbal PuriОценок пока нет
- Amount of Casien in Diff Samples of Milk (U)Документ15 страницAmount of Casien in Diff Samples of Milk (U)VijayОценок пока нет
- JIS G 3141: Cold-Reduced Carbon Steel Sheet and StripДокумент6 страницJIS G 3141: Cold-Reduced Carbon Steel Sheet and StripHari0% (2)
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsДокумент102 страницы(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- Teaching Profession - Educational PhilosophyДокумент23 страницыTeaching Profession - Educational PhilosophyRon louise PereyraОценок пока нет
- Anatomy of the pulp cavity กย 2562-1Документ84 страницыAnatomy of the pulp cavity กย 2562-1IlincaVasilescuОценок пока нет
- Assistant Cook Learner Manual EnglishДокумент152 страницыAssistant Cook Learner Manual EnglishSang Putu Arsana67% (3)
- Chapter 23Документ9 страницChapter 23Javier Chuchullo TitoОценок пока нет
- Nanolithography - Processing Methods PDFДокумент10 страницNanolithography - Processing Methods PDFNilesh BhardwajОценок пока нет
- Micro Lab Midterm Study GuideДокумент15 страницMicro Lab Midterm Study GuideYvette Salomé NievesОценок пока нет
- 16783Документ51 страница16783uddinnadeemОценок пока нет
- Eggermont 2019 ABRДокумент15 страницEggermont 2019 ABRSujeet PathakОценок пока нет
- Fast Track Design and Construction of Bridges in IndiaДокумент10 страницFast Track Design and Construction of Bridges in IndiaSa ReddiОценок пока нет
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationДокумент16 страницKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)